Изобретение относится к металлургии, в частности к разработке способов обработки чугуна при производстве прокатных валков.
Цель изобретения - повышение теплопроводности и снижение модуля упругости металла рабочего слоя валка, а также повышение прочности металла сердцевины и шеек валка.
Сущность изобретения заключается в TOMj что в качестве модификатора для рабочего слоя валка используют комплексный модификатор ФСЗОРЗМЗО в количестве 0,75-1,5% от массы металла рабочего слоя валка, а для сердцевины валка - железокремниймаг- ниевую лигатуру (0,8-1,2 мас.%) и ферросилиций (6-7,0 масД).
Отливают опытные партии прокатных валков исполнения ЛШ-58 с размерами бочки 730x1100 мм известным и предлагаемым способами. Ппавку чугуна осуществляют в мартеновской печи. В качестве шихтовых материалов применяют передельные и литейные чугуны, стальной лом, лом прокатных валков, полупродукт. В качестве модификаторов используют для отливки известным способом магний металлический и фер- роцерий, а для отливки предложенным способом - комплексный модификатор ФСЗОРЗМЗО. Для запивки валковых форм используют два ковша емкостью 30 и 10 т.
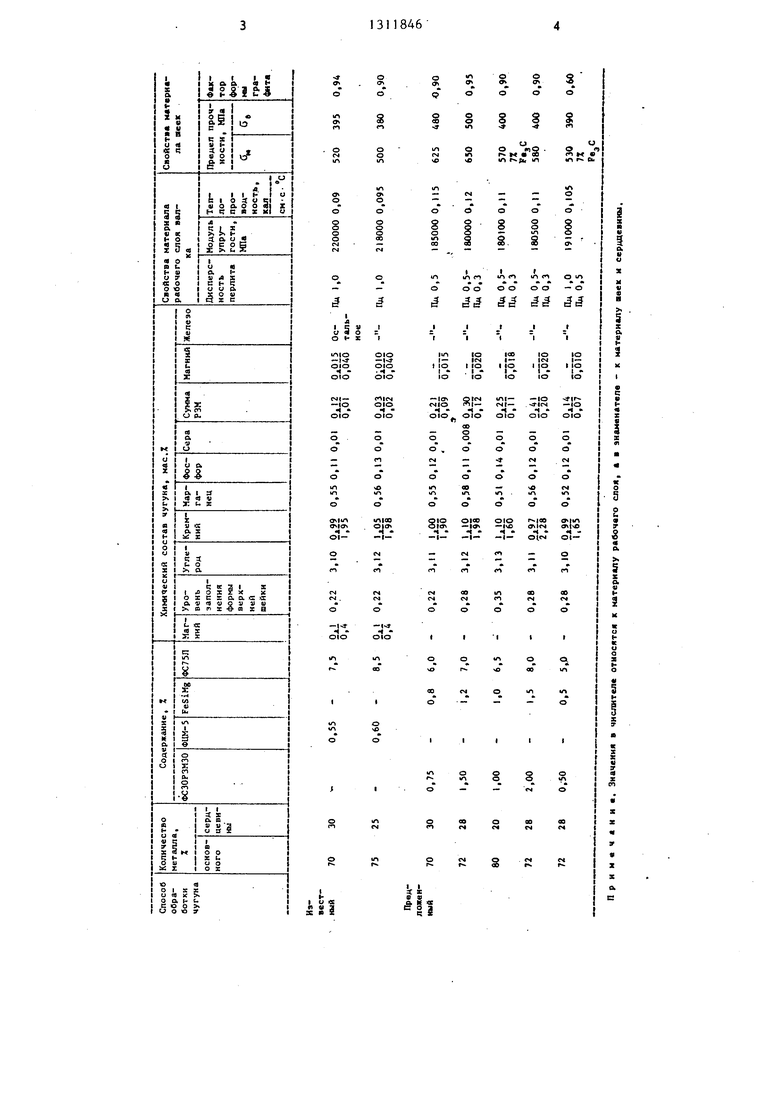
Результаты сравнительных испытаний структуры и свойств материала бочек и шеек валков приведены в таблице.
Испытания проводят на образцах, вырезанных при механической обработке валков.
Из таблицы следует, что предложенный способ изготовления прокатных валков обеспечивает снижение модуля упругости материала валков на 13,2 - 18,1% и повьш1ение тепло
проводности на 10,5 - 26,3% при увеличении степени дисперсности продуктов распада аустенита. Прочностные характеристики материала гаеек и сердцевины валков , отлитых предложенным способом, также повьш1аются при одинаковом факторе формы графита. Так, пределы прочности при изгибе и растяжении повышаются на 4,2- 29,3%.
Формула изобретения.
1.Способ обработки чугуна при изготовлении прокатных валков, вклю- расплавление шихтовых материалов, содержаших не более 0,04% серы, выпуск металла в два ковша; в первый 70-80% от общей массы металла с обработкой -модификатором, содержащим редкоземельные элементы, и во второй ковш 20-30% от общей массы металла с обработкой магнийсодержа- щим сплавом и ферросилицием, отличающийся тем, что, с целью повышения теплопроводности и снижения модуля упругости металла рабочего слоя валка, а также повьш1е- ния прочности металла сердцевины и шеек валка, в качестве модификатора при обработке 70-80% расплава чугуна используют комплексный сплав ФСЗОРЗМЗО, а в качестве магнийсодер- жащего модификатора расплава чугуна
применяют железокремниймагниевую лигатуру.
2.Способ по п. 1, отличающий с я тем, что комплексный модификатор ФСЗОРЗМЗО вводят в количестве 0,75-1,5% от массы металла рабочего слоя валка.
3.Способ по п. 1, Отличающийся тем, что железокремниймагниевую лигатуру и ферросилиций
вводят в количестве 0,8-1,2% и 6,0- 7,0% от массы металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки чугуна при изготовлении прокатных валков | 1984 |
|
SU1303260A1 |
| Способ изготовления прокатных валков | 1985 |
|
SU1381167A1 |
| СПОСОБ ОТЛИВКИ ДВУСЛОЙНЫХ ПРОКАТНЫХ ВАЛКОВ | 1993 |
|
RU2069600C1 |
| Способ литья чугунных прокатных валков | 1984 |
|
SU1227329A1 |
| Способ изготовления двухслойных прокатных валков | 1987 |
|
SU1423274A1 |
| Чугун для прокатных валков | 1985 |
|
SU1323604A1 |
| Лигатура для получения чугуна с вермикулярной формой графита | 1989 |
|
SU1678886A1 |
| Чугун для прокатных валков | 1987 |
|
SU1475962A1 |
| Способ модифицирования серого чугуна | 1990 |
|
SU1765179A1 |
| СПОСОБ ОТЛИВКИ ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2073589C1 |
Изобретение относится к металлургии и может быть использовано при изготовлении чугунных прокатных двухслойных валков. Цель изобретения повышение теплопроводности и снижение модуля упругости рабочего слоя, а также повышение прочности сердцевины и шеек валка. Предлагаемый способ включает раздельную обработку расплава чугуна для рабочего слоя валка 0,75-1,5% от его массы лигатурой ФС ЗОРЗМЗО и АЛЯ сердцевины и шеек 0,8-1,2% железокремниймагниевой лигатурой и 6-7% ферросилиция. Применение для раздельной обработки лигатуры ФСЗОРЗМЗО позволило снизить модуль упругости на 13,2-18,1% и повысить теплопроводность на 10,5- 26,3% материала рабочего слоя валка. Использование железокремниймагниевой лигатуры совместно с ферросилицием повысило в сердцевине и шейках валка (Jg с 520 до 580-650 МПа и („ с 395 до 480-500 МПа. 2 з.п. ф-лы, 1 табл. сл ас 4 а
| Кривошеев А | |||
| Е | |||
| Литые валки.- М.: Металлургиздат, 1957, с, 300 | |||
| Авторское свидетельство СССР 214555, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
