Предложенный способ относится к пайке, в частности к способам удаления дефектов паяных соединений преимущественно на трубопроводных системах, и может использоваться в авиационной, автомобильной и других областях машиностроения.
Наиболее близким техническим решением, принятым за прототип, является способ исправления дефектов паяных соединений, который заключается в нагреве дефектного паяного соединения до температуры расплавления припоя (Производственная инструкция ПИ-256-82св "Контроль качества паяных соединений трубопроводных систем изделия "10", НИАТ, Москва, 1982 (п.7)).
Недостатком известного способа является то, что при нагреве дефектного паяного соединения не всегда удается исправить существующие дефекты. Основными причинами возникновения дефектов, таких как непропаи, газовая пористость, усадочные поры и раковины, эрозионно-флюсовые включения, кристализационные трещины и т.п., являются различные отклонения в подготовке и ведении процесса пайки. Реализация данного известного способа часто приводит к возникновению вторичных дефектов и, как следствие, выбраковке продукции.
Задачей данного изобретения является создание способа, позволяющего повысить эффективность удаления дефектов в паяных соединениях.
Решение задачи достигается тем, что при нагреве дефектного паяного соединения до температуры расплавления припоя дополнительно осуществляется ультразвуковое воздействие на данное паяное соединение частотой 20-30 кГц в течение 15-30 с.
Предложенный способ удаления дефектов в паяных соединениях позволяет при помощи ультразвуковых колебаний разрушать окисную пленку в местах непропаев, заполнять припоем различные пустоты (поры, раковины, трещины) и создавать условия для выхода газовых и иных включений. Реализация данного способа позволяет существенно снизить количество бракованных паяных соединений, так как применение ультразвукового воздействия на нагретое до температуры расплавления припоя дефектное паяное соединение способствует более эффективному удалению дефектов из паяных соединений, в отличие от известного способа, который заключается в простом нагреве дефектного паяного соединения до температуры расплавления припоя. При удалении дефектов с применением ультразвука припой и соединяемый металл находятся под влиянием двух основных внешних факторов: ультразвуковых колебаний и температуры нагрева, которые вызывают при этом ряд процессов: разрушение, коагуляцию и частичное удаление из зоны дефектов оксидных пленок, вытеснение адсорбированных молекул газов и других загрязнений. При этом в результате ультразвукового воздействия на паяное соединение в нем происходит релаксация напряжений, что в конечном итоге приводит к увеличению ресурса срока эксплуатации данного паяного соединения.
Анализ физических особенностей применения ультразвуковых колебаний при исправлении дефектов в паяных соединениях позволяет сделать вывод, что этот фактор обеспечивает выполнение условий очистки сопрягаемых поверхностей и припоя в зоне дефекта от окисных пленок и других включений, вывод их на поверхность галтели, а также способствует улучшению растекания припоя с получением качественного паяного соединения.
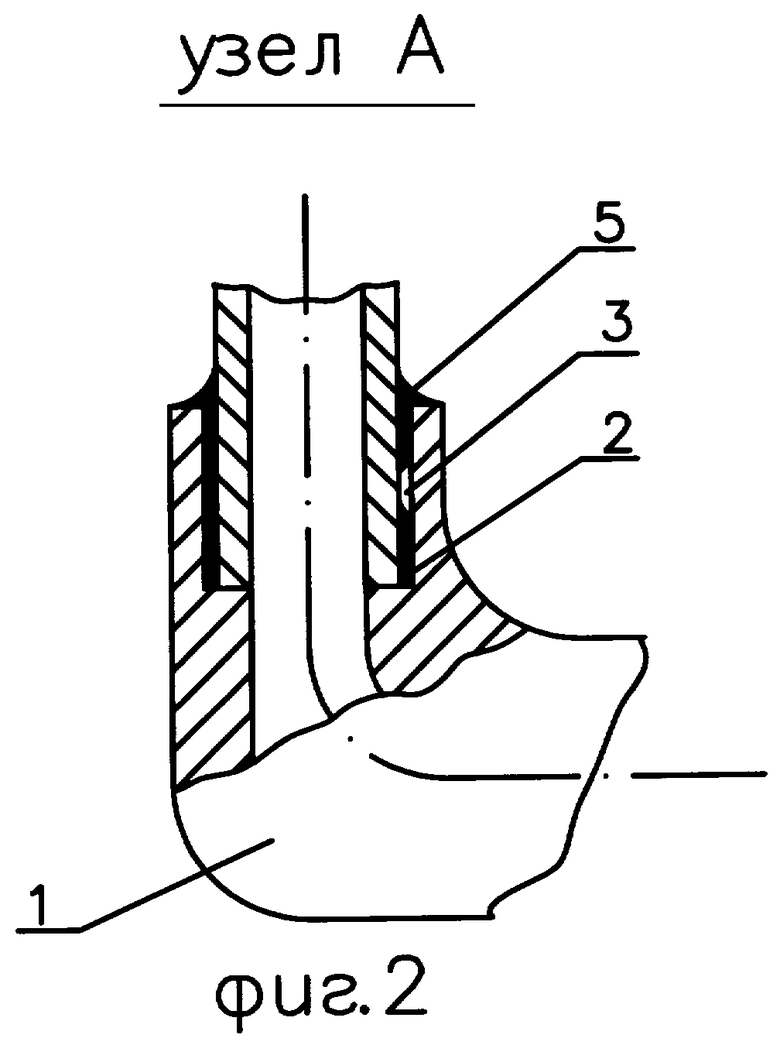
На фиг.1 приведена схема для реализации предложенного способа удаления дефектов в паяных соединениях, на фиг.2 - разрез узла трубопровода. На схемах изображены: узел трубопровода 1, паяное телескопическое соединение 2, внутренний дефект 3, упор 4, расплавленный припой 5, магнитострикционный преобразователь 6, акустический волновод 7.
Предлагаемый способ удаления дефектов в паяных соединениях осуществляется следующим образом: узел трубопровода 1, имеющий паяное телескопическое соединение 2 с внутренним дефектом 3, нагревают источником нагрева (не показан) до температуры расплавления припоя 5. От источника ультразвуковых колебаний - генератора (не показан) электрические колебания ультразвуковой частоты 20-30 кГц подаются на магнитострикционный преобразователь 6 с присоединенным к нему инструментом-волноводом 7. Возбужденные преобразователем 6 упругие механические колебания в единой акустической системе в резонансном режиме передаются через инструмент-волновод 7 и участок трубопровода с узлом 1 на паяное соединение 2 с расплавленным припоем 5 в течение 15-30 секунд. Под действием интенсивных ультразвуковых колебаний происходит разрушение оксидных пленок на поверхности внутренних и наружных дефектов, улучшается растекаемость и проницаемость жидкого припоя в поры, трещины, непропаи и другие дефектные образования. За счет кумулятивной миграции флюидов расплавленного припоя происходит более полное заполнение капиллярных зазоров, активизация процессов диффузии и фазовых переходов.
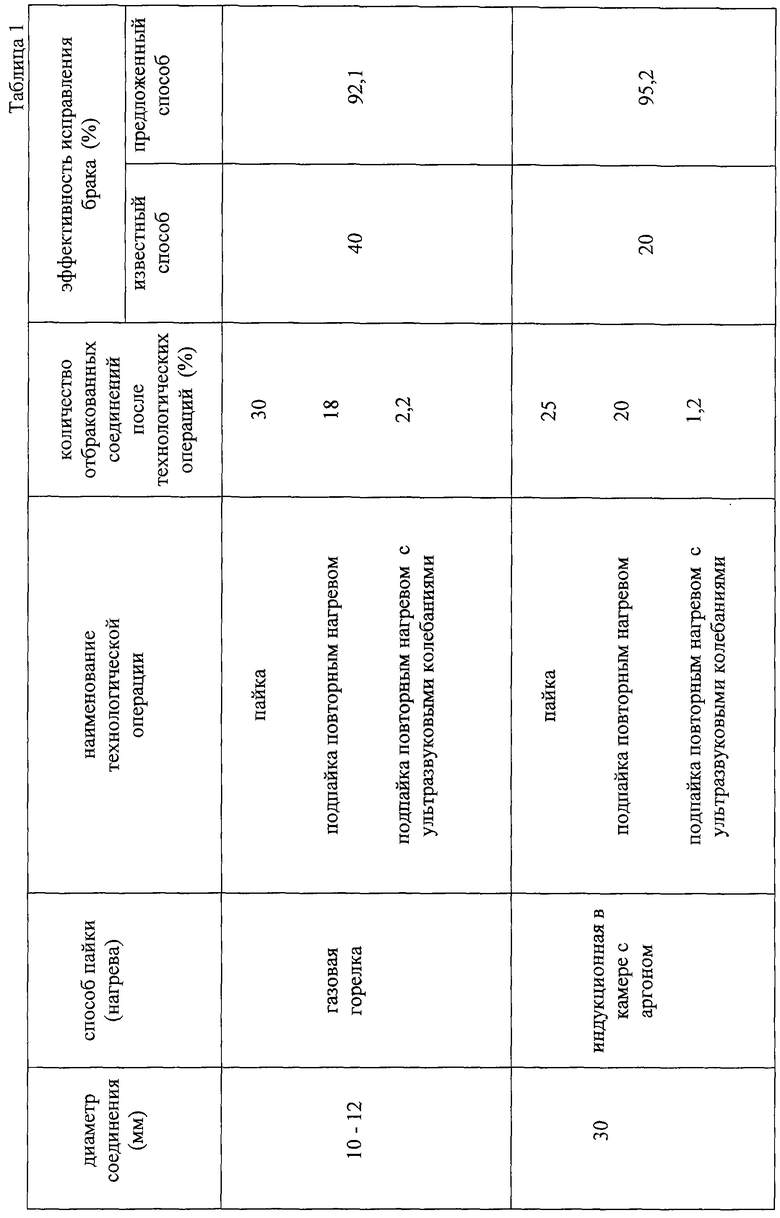
Примером эффективности удаления выявленных рентген-контролем недопустимых дефектов, по предложенному способу, являются экспериментальные данные, представленные в таблице 1, полученные при пайке телескопических соединений труб с арматурой из материала ст 12Х18Н10Т, запаянных припоем Пср 45 газовой горелкой и припоем ВПр 4 индукционной пайкой в камере с аргоном.
В качестве источника ультразвуковых колебаний был использован генератор с потребляемой мощностью 0.5 кВт и магнитострикционный преобразователь с частотой колебаний 22 КТУ. Время ультразвукового воздействия при расплавленном припое - 15-30 с. Амплитуда колебаний рабочего торца волновода - 8-10 мкм.
Таким образом, предлагаемый способ удаления дефектов в паяных соединениях, в отличие от известного способа, позволяет существенно снизить количество бракованных соединений. Предлагаемый способ легко осуществляется при использовании стандартной ультразвуковой аппаратуры отечественного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой пайки труб | 1985 |
|
SU1311881A1 |
| Способ пайки | 1977 |
|
SU941039A1 |
| Способ ультразвуковой пайки | 1978 |
|
SU727351A1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБОПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОСУДОМ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2450197C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2022734C1 |
| СПОСОБ ПАЙКИ УЛЬТРАЗВУКОВЫХ ПРЕОБРАЗОВАТЕЛЕЙ ИЗ МАГНИТОСТРИКЦИОННЫХ ФЕРРИТОВ | 1991 |
|
RU2022733C1 |
| Способ ультразвуковой пайки и лужения | 1980 |
|
SU893426A1 |
| СПОСОБ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1999 |
|
RU2171520C2 |
| Способ изготовления эталона для контроля качества пайки | 1986 |
|
SU1362578A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
Способ может быть использован в авиационной, автомобильной и других областях машиностроения при удалении дефектов паяных соединений, преимущественно на трубопроводных системах. При нагреве дефектного паяного соединения до температуры расплавления припоя дополнительно осуществляют ультразвуковое воздействие на данное паяное соединение частотой 20-30 кГц в течение 15-30 с. Предлагаемый способ позволяет существенно снизить количество бракованных соединений. Способ легко осуществляется при использовании стандартной ультразвуковой аппаратуры отечественного производства. 1 табл., 2 ил.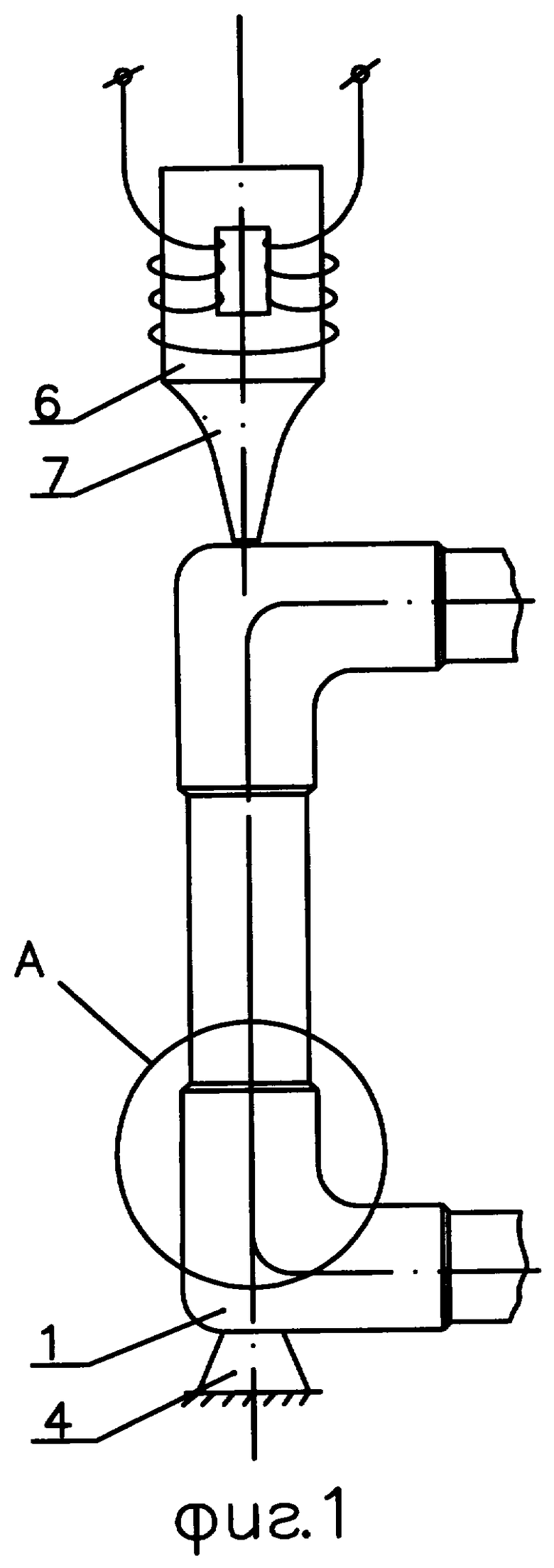
Способ удаления дефектов в паяных соединениях, включающий нагрев дефектного паяного соединения до температуры расплавления припоя, отличающийся тем, что на дефектное паяное соединение дополнительно подают ультразвуковые колебания частотой 20-30 кГц в течение 15-30 с.
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
| Способ исправления дефектов паяных швов | 1980 |
|
SU893425A1 |
| Способ ультразвуковой пайки | 1978 |
|
SU727351A1 |
| СПОСОБ ЗАПАЙКИ МИКРОТЕЧЕЙ{JU^" | 0 |
|
SU316535A1 |
| JP 2004134452 A, 30.04.2004. | |||

