Изобретение относится к пайке, в частности к конструкции устройств для лужения и пайки, которые могут быть использованы в электронной, приборостроительной, электротехнической и других отраслях промышленности, в частности устройств для ультразвукового лужения и пайки конденсаторов с алюминиевыми электродами.
Цель изобретения - повышение качества лужения и паяных соединений за счет уменьшения потерь ультразвуковой энергии и расширение технологических возможностей.
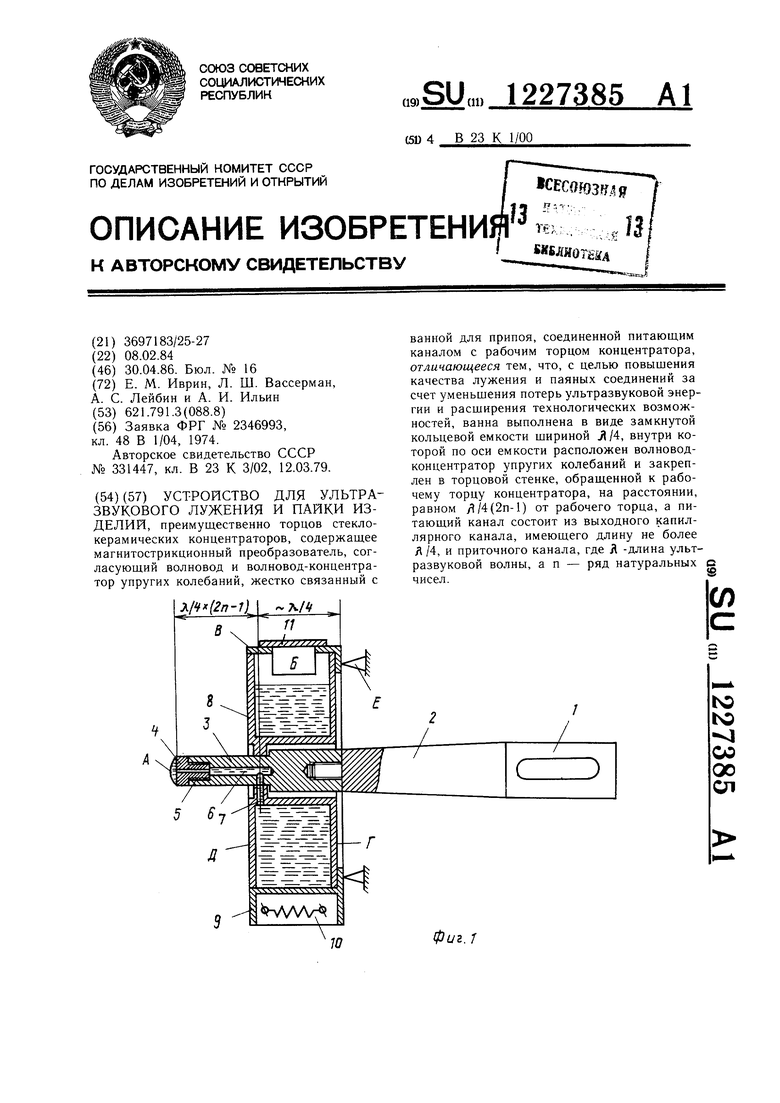
На фиг. 1 изображено устройство с горизонтальным расположением волновода; на фиг. 2 - устройство с вертикальным расположением волновода рабочим торцом вниз при размещении ванны для припоя на расстоянии, равном 5xj(l4: от торца.
Устройство содержит магнитострикцион- ный преобразователь 1 с припаянным согласующим волноводом 2, ступенчатый волновод-концентратор 3 упругих колебаний со съемным наконечником 4. В наконечнике 4 выполнен выходной канал 5, имеющий длину не более Я /4 (Л - длина ультразвуковой волны). Приточный канал образован отверстиями 6 и 7 и служит для свободного поступления припоя из ванны 8 до капиллярного канала. Каналы 5-7 образуют питающий канал. Волновод-концентратор 3 жестко связан с ванной для припоя. Ванна 8 выполнена в виде стандартного узла крепления вOv нoвoдoв (с опорой Е по плоскости, соответствующей пучности ультразвуковой волны), например четвертьволнового опорного стакана, и представляет собой замкнутую кольцевую емкость шириной yi/4, внутри которой по оси емкости размещен концентратор 3. Концентратор закреплен в торцовой стенке Д, обращенной к рабочему торцу концентратора 3, на расстоянии от торца, равном Л14 (2п-1), где п - ряд натуральных чисел). Устройство содержит крыщку 9 ванны со встроенным нагревателем 10 и крышку 11 люка для заполнения ванны припоем .
На чертеже обозначены кавитационный слой припоя А, образующийся на поверхности наконечника 4, отверстие Б для заполнения ванны припоем, которое может быть выполнено в одной из стенок ванны В, Д и Г.
Устройство работает следующим образом.
Через отверстие Б, выполненное в зависимости от положения устройства в стенках
В, Д или Г, припой загружается в ванну 8. Отверстие Б герметично закрывается крышкой 11. С помощью электронагревателя 10 припой расплавляется и по приточному каналу, образованному отверстиями 6 и 7, имеющими диаметр, обеспечивающий свободное протекание припоя под действием силы тяжести, поступает к капиллярному каналу 5, длиной не более /1/4.
Канал 5 выполнен в сменном наконечнике
4, набор которых дает возможность устанавливать капиллярные каналы нужного диаметра и длины в зависимости от технологического режима и состава.
Диаметр капилляра канала 5 выбран та5 КИМ, чтобы припой без воздействия колебаний по нему не протекал. При подаче питания на преобразователь 1 в системе возбуждаются продольные колебания и через согласующий волновод 2 подаются на ступенчатый концентратор 3, где усиливаются и по0 ступают на рабочий торец устройства.
При этом припой под действием звуко- капиллярного давления , где с - постоянная, зависящая от диаметра капилляра; РТП - звуковое давление у среза ка5 пилляра, подается по каналу 5 и образует на поверхности наконечника 4 кавитирую- щий слой припоя А стабильной толщины, определяемой параметрами капилляра, припоя и мощностью ультразвуковых колебаний. При прохождении обрабатываемой де0 тали вдоль рабочего торца наконечника припой облуживает поверхность детали, а на рабочую поверхность наконечника 4 из ванны 8 через отверстия 6 и 7 и канал 5 поступает новая порция припоя.
При использовании изобретения улучша5 ется качество пайки и лужения за счет уменьшения потерь УЗ энергии при увеличении емкости для припоя, а также благодаря исключению влияния кислорода воздуха на припой вследствие герметизации этой ем0 кости. Расширяются технологические возможности предлагаемого устройства за счет установки его в рабочее положение не только с горизонтальным, но и вертикальным расположением рабочего наконечника.
Кроме того, устройство позволяет уста5 навливать ванну на волноводе на более отдаленном расстоянии от рабочего торца, за счет чего расширяется рабочая зона устройства и создаются условия для групповой обработки деталей и одновременного лужения или пайки изделий с двух торцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Паяльник для пайки и распайки | 1978 |
|
SU766775A1 |
| Устройство для ультразвукового лужения изделий | 1982 |
|
SU1018818A1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2022734C1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ ПАЙКИ СТРУЕЙ ПРИПОЯ | 1971 |
|
SU299313A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЛЕНТЫ ИЛИ ДРУГОГО ДЛИННОМЕРНОГО МАТЕРИАЛА | 1998 |
|
RU2157302C2 |
| Ультразвуковое устройство для лужения и пайки изделий | 1984 |
|
SU1197803A1 |
| Ультразвуковой паяльник | 1979 |
|
SU831447A1 |
| Устройство для лужения изделий | 1976 |
|
SU597517A1 |
| Ультразвуковое устройство для измерения лужения | 1973 |
|
SU471169A1 |
| Способ ультразвуковой пайки и лужения | 1980 |
|
SU893426A1 |

| СПОСОБ ТЕРМООБРАБОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2006 |
|
RU2346993C2 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| НАПОЛНИТЕЛЬ ВЗРЫВОЗАЩИТНОГО УСТРОЙСТВАКИНЕСКОПАВСЕСОЮЗНАЯк;Л:НТН1)-ТгХ11йМЙЩБИБЛИОТЕКА | 0 |
|
SU331447A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
