изобретения является расширение области применения. Устройство для сравнения плановой и фактической выработки продукции содержит первый генератор 1 импульсов, делитель 2 частоты, первый счетчик 3, коммутатор 4, второй генератор 5 импульсов, первый блок 6 переключателей, второй счетчик 7, блок сравнения, второй блок 9 переключателей, первые элементы И 10, элементы ИЛИ 11, первые триггеры 12, вторые триггеры 13, вторые элементы
1
Изобретение относится к контролю и регистрации работы машин и аппаратов предназначено для сравнения плановой и фактической выработки продукции автоматического контроля и учета ра- боты оборудования и может быть использовано, например, при конвейерном способе производства.
Цель изобретения - расширение функциональных возможностей, расти- рение области применения устройства путем контроля отставания фактического времени выполнения каждой операции от планового и пооперационного учета времени отставания и прос тоев и расширение информативности устройства путем индикации дополнительных параметров.
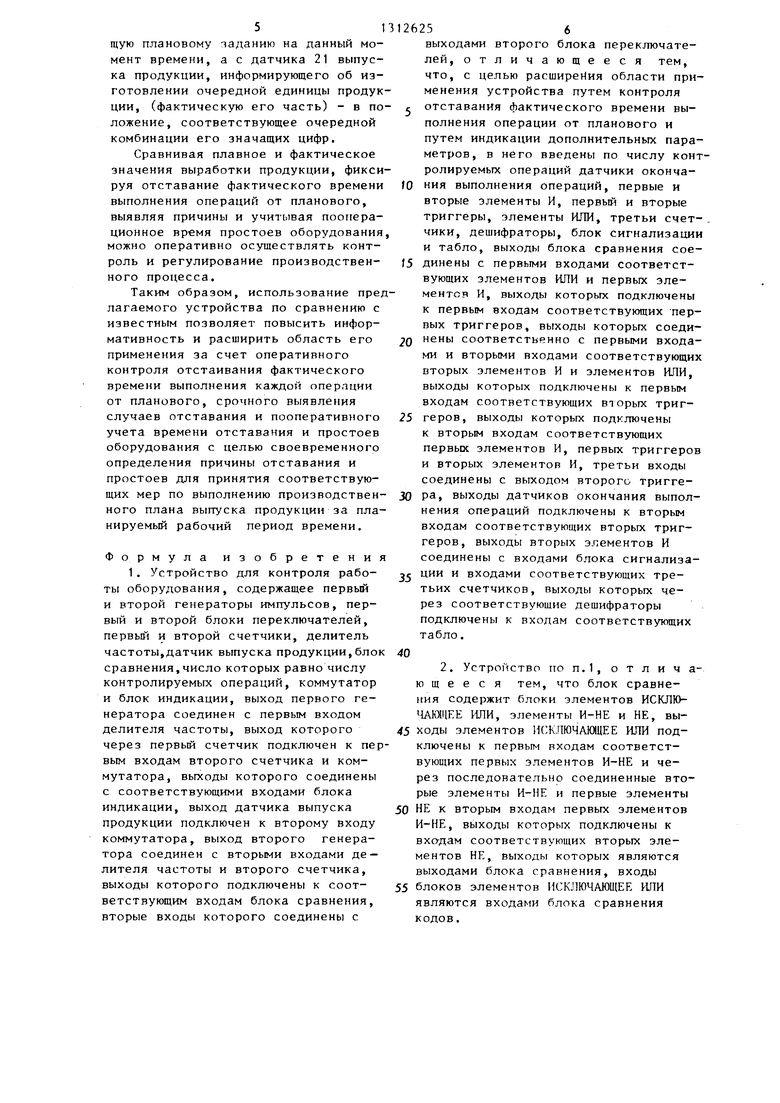
На фиг. 1 представлена функционалная схема устройства; на фиг. 2 - блок сравнения.
Устройство содержит первый генератор 1 импульсов, делитель 2 частоты первый счетчик 3, коммутатор А, второй генератор 5 импульсов, первый блок 6 переключателей, второй счетчик 7, блок 8 сравнения, второй блок 9 переключателей, первые элементы И 10, элементы ИЛИ 11, первые триггеры 12, вторые триггера 13, вторые эле- менты И 14, третьи счетчики 15, дешифраторы 16, табло 17, блок 18 сигнализации, по числу контролируемых операций датчики 19 окончания выполнения операций, блок 20 индикации и датчик 21 выпуска продукции.
Блок 8 сравнения содержит блоки элементов ИСКЛЮЧ/ШШЕЕ ИЛИ 22, перИ 14, третьи счетчики 15, дешифраторы 16, табло 17, блок 18 сигнализации, по числу контролируемых оперв ций датчики 19 окончания выполнения операций, блок 20 индикации и датчик 21 выпуска продукции. Цель изобретения достигается за счет оперативного контроля отставания фактического воемени выполнения каждой операции от планового ,срочного выявления случаев отставания и пооперационного учета времени отставания. 1 з.п.ф-лы, 2 ил
вые и вторые элементы И-НЕ 23 и 24 и элементы НЕ 25 и 26.
Устройство работает следующим образом.
Перед началом работы диспетчер (оператор) устанавливает на первом блоке 6 переключателей значение коэффициента деления делителя 2 частоты равное плановому заданию на изготовление продукции за планируемый рабочий промежуток времени, а на втором блоке 9 переключателей - время выполнения контролируемых операций. В исходном состоянии на выходах первых триггеров 12 установлен О, а на выходах вторых триггеров 13 установлена 1 (цепи начальной установки триггеров 12 и 13 не показаны)
Генератор 1 импульсов непрерывно вырабатывает импульсы, которые поступают на первый вход делителя 2 частоты. При каждом поступлении на второй вход делителя 2 частоты запускающего импульса с второго генератора 5 импульсов он пропускает на вход первого счетчика 3 число импульсов, равное значению коэффициента деления, установленному на первом блоке 6 переключателей.
В связи с этим на выходе первого счетчика 3 частота сигналов, поступающих на коммутатор 4, точно соответствует величине, обратной плановому заданию.
С поступлением очередного запускающего импульса на вход делителя 2 частоты операция повторяется и на
313
вход первого счетчика 3 поступает очередная пачка импульсов.
Коэффициент деления первого счетчика 3 постоянен и равен числу импульсов, выдаваемых вторым генератором 5 импульсов за планируемый рабочий промеясуток времени (смену, сутки и т.д.). Например, в предлагаемом устройстве коэффициент деления первого счетчика 3 равен числу секунд в рабочей смене. Поэтому период следования импульсов с второго генератора 5 импульсов составляет 1 с
Одновременно импульсы с второго генератора 5 импульсов поступают на счетный вход второго счетчика 7, состоящего из п последовательно соединенных десятичных разрядов. Общее количество десятичных разрядов определяется временем изготовления одной единицы продукции
п ,
где Т - время изготовления одной единицы продукции, мин;
60 - коэффициент для перевода
Т в секунды;
п - общее количество десятичных разрядов второго счетчика 7
При расчете берется целая часть с округлением в сторону большого значения.
Двоично-десятичный код с второго счетчика 7 поступает одновременно на первые входы блока 8 сравнения, на вторые входы которого подается двоично-десятичный код, набранный ранее на втором блоке 9 переключателей.
В случае, если запланированное время истекло, а выполнение текущей операции не закончено, то на входах одного из блоков элементов ИСКЛЮЧАЮЩЕЕ ИЛИ 22 одного из блоков 8 сравнения код совпадает и на его соответсвующем выходе появляется сигнал. Сигнал с выхода этого разряда блока 8 сравнения кода поступает через входы элементов И 10 и ИЛИ 11 на входы триггеров 12 и 13.
При этом второй триггер 13 остается в исходном состоянии,а первый триггер 12 переключается и на его выходе и, соответственно, на входах элемента ИЛИ 11 и второго элемента И 14 появляются сигналы. В связи с этим импульсы с генератора 5 импульсов через вход второго элемента
6254
И 14 подаются на вход третьего счетчика 15, управляющего с помощью дешифратора 16 индикаторами табло 17, а также на соответствующий вход бло- с ка 18 сигнализации. Блок 18 сигнализации включается и информирует в виде светового и звукового сигналов об отставании фактического времени выполнения текущей операции от пла0 нового или о простое оборудования, а табло 17 фиксирует это время.
После фактического выполнения текущей операции с датчика 19 оконча ния выполнения операции поступает сигнал на вход второго триггера 13, который переключается , и на его выходе и на соответствующих входах первого элемента И 10, первого триггера
0 12 и второго элемента И 14 сигналы исчезают.
При этом первый триггер 12 устанавливается в исходное состояние и своим выходным импульсом, поступающим че5 рез элемент ИЛИ 11, возвращает второй триггер 13 в исходное состояние, а вследствие прекращения подачи импульсов через второй элемент И 14 блок 18 сигнализации отключается и
Q учет времени прекращается.
В случае, если текущая операция выполнена раньше запланированного времени, то с выхода соответствующего датчика 19 окончания выполнения операции поступает сигнал на вход второго триггера 13.
При этом соответствующий второй триггер 13 переключается и на его выходе и на соответствующих входах
0 элементов И 10 и 14 и первого триггера 12 сигналы исчезают. Первый триггер 12 остается в исходном состоянии, а второй элемент И 14 не пропускает импульсы на входы блока 18
5 сигнализации и третьего счетчика 15. Поэтому счет времени не производится и блок 18 сигнализации не включается.
После заполнения первого счетчика 3, что соответствует истечению
0 планового времени изготовления единицы продукции, сигнал с его выхода поступает одновременно на коммутатор 4 и на установочный вход второго счетчика 7, устанавливающего его в
5 исходное (нулевое) состояние.
Коммутатор 4 после прихода очередного сигнала коммутирует на блоке 20 индикации (плановой его части) очередную комбинацию цифр, соответствую5
5П
щую плановому заданию на данный момент времени, а с датчика 21 выпуска продукции, информирующего об изготовлении очередной единицы продукции, (фактическую его часть) - в положение, соответствующее очередной комбинации его значащих цифр.
Сравнивая плавное и фактическое значения выработки продукции, фиксируя отставание фактического времени выполнения операций от планового, выявляя причины и учитывая пооперационное время простоев оборудования можно оперативно осуществлять контроль и регулирование производственного процесса.
Таким образом, использование предлагаемого устройства по сравнению с известным позволяет повысить информативность и расширить область его применения за счет оперативного контроля отстаивания фактического времени выполнения каждой операции от планового, срочного выявления случаев отставания и пооперативного учета времени отставания и простоев оборудования с целью своевременного определения причины отставания и простоев для принятия соответствующих мер по выполнению производственного плана выпуска продукции за планируемый рабочий период времени.
Формула изобретения
1. Устройство для контроля работы оборудования, содержащее первый и второй генераторы импульсов, первый и второй блоки переключателей, первый и второй счетчики, делитель частоты,датчик выпуска продукции,блок сравнения,число которых равно числу контролируемых операций, коммутатор и блок индикации, выход первого генератора соединен с первым входом делителя частоты, выход которого через первый счетчик подключен к первым входам второго счетчика и коммутатора, выходы которого соединены с соответствующими входами блока индикации, выход датчика выпуска продукции подключен к второму входу коммутатора, выход второго генератора соединен с вторыми входами делителя частоты и второго счетчика, выходы которого подключены к соответствующим входам блока сравнения, вторые входы которого соединены с
126256
выходами второго блока переключателей, отличающееся тем, что, с целью расширения области применения устройства путем контроля с отставания фактического времени выполнения операции от планового и путем индикации дополнительных параметров, в него введены по числу контролируемых операций датчики оконча/0 ния выполнения операций, первые и вторые элементы И, первый и вторые триггеры, элементы ИЛИ, третьи счетчики, дешифраторы, блок сигнализации и табло, выходы блока сравнения соеt5 динены с первыми входами соответствующих элементов ИЛИ и первых элементен И, выходы которых подключены к первым входам соответствующих первых триггеров, выходы которых соеди20 нены соответственно с первыми входами и вторыми входами соответствующих вторых элементов И и элементов ИЛИ, выходы которых подключены к первым входам соответствующих В10рьгх триг25 геров, выходы которых подключены к вторым входам соответствующих первых элементов И, первых триггеров и вторых элементов И, третьи входы соединены с выходом второго тригге30 ра, выходы датчиков окончания выполнения операций подключены к вторым входам соответствующих вторых триггеров, выходы вторых элементов И соединены с входами блока сигнализа ции и входами соответствующих третьих счетчиков, выходы которых через соответствующие дешифраторы подключены к входам соответствующих табло.
40
2, Устройство по П.1, отличающееся тем, что блок сравнения содержит блоки элементов ИСКЛК - ЧАИНЕЕ ИЛИ, элементы И-НЕ и НЕ, вы45 ходы элементов ИСКЛЮЧАМ1ЕЕ ИЛИ подключены к первым входам соответствующих первых элементов И-НЕ и через последовательно соединенные вторые элементы И-НЕ и первые элементы
50 НЕ к вторым входам первых элементов И-НЕ, выходы которых подключены к входам соответствующих вторых элементов НЕ, выходы которых являются выходами блока сравнения, входы
55 блоков элементов ИСКЛЮЧАНШ(ЕЕ КПИ являются входами блока сравнения кодов.
-. d
-Ц
4
22к
«I
1
-:
23,
25,
25,
25к
ц
23к
2б|
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля работы оборудования | 1987 |
|
SU1455349A1 |
| Устройство для контроля работы оборудования | 1984 |
|
SU1215127A1 |
| Устройство для контроля планового и фактического выпуска изделий | 1988 |
|
SU1501115A1 |
| Устройство для контроля планового и фактического изготовления изделий | 1985 |
|
SU1387028A1 |
| Устройство для сравнения плановой и фактической выработки продукции | 1986 |
|
SU1383425A2 |
| Устройство для сравнения плановой и фактической выработок продукции | 1984 |
|
SU1254455A1 |
| Устройство для сравнения плановой и фактической выработок продукции | 1986 |
|
SU1334172A2 |
| Устройство для сбора передачи и приема информации | 1975 |
|
SU550666A1 |
| Устройство для сравнения плановой и фактической выработок продукции | 1980 |
|
SU883942A2 |
| Устройство для контроля работы производственного оборудования | 1984 |
|
SU1170477A1 |
Изобретение относится к контролю и регистрации работы машин и аппаратов. Оно предназначено для сравнения плановой и фактической выработки продукции, автоматического контроля и учета работы оборудования и может быть использовано, например, при конвейерном способе производства. Целью с S ko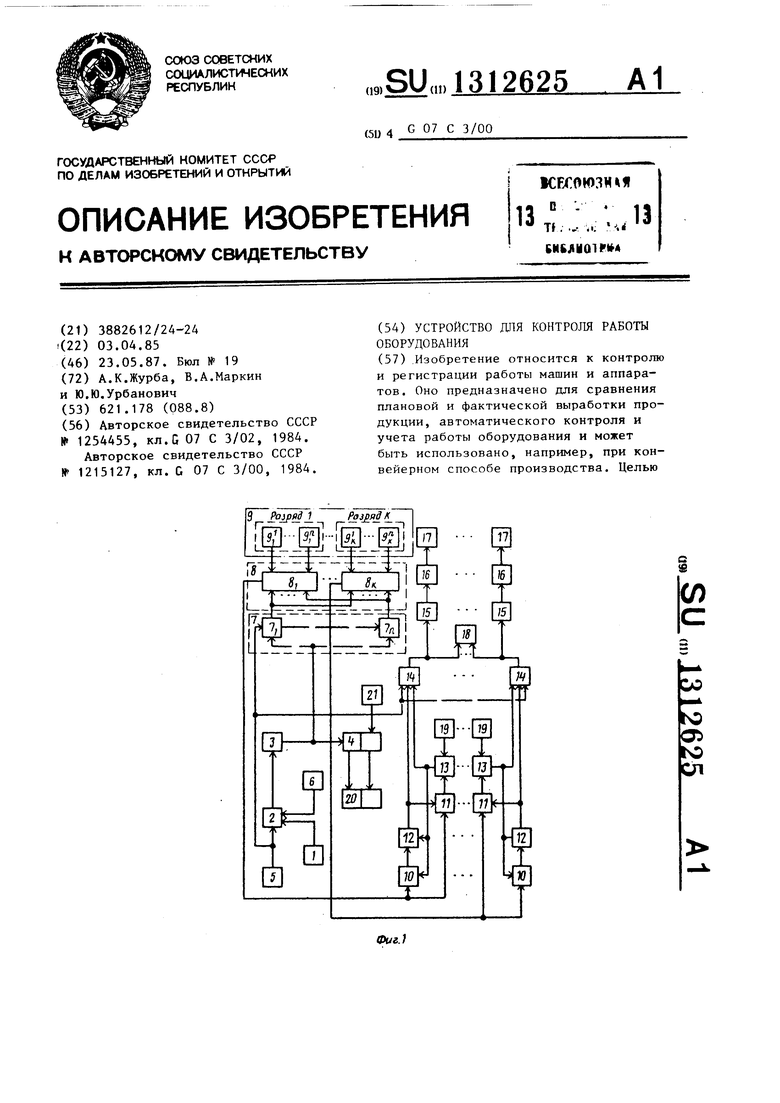
| Устройство для сравнения плановой и фактической выработок продукции | 1984 |
|
SU1254455A1 |
| Устройство для контроля работы оборудования | 1984 |
|
SU1215127A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
