(21)4083361/24-24
(22)02.07.85
(46) 07.04.88. Бюл. № 13
(72) А.К.Журба, И.М.Апексеенков,
В.л;Виноградов и Ю.Ю.Урбанович
(53)681.74(088.8)
(56)Авторское свидетельство СССР № 765837, кл. G 07 С 3/02, 1978.
Авторское свидетельство СССР № 1334172, кл. С 07 С 3/02, 1986..
(54)УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЛАНОВОГО И ФАКТИЧЕСКОГО ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ .
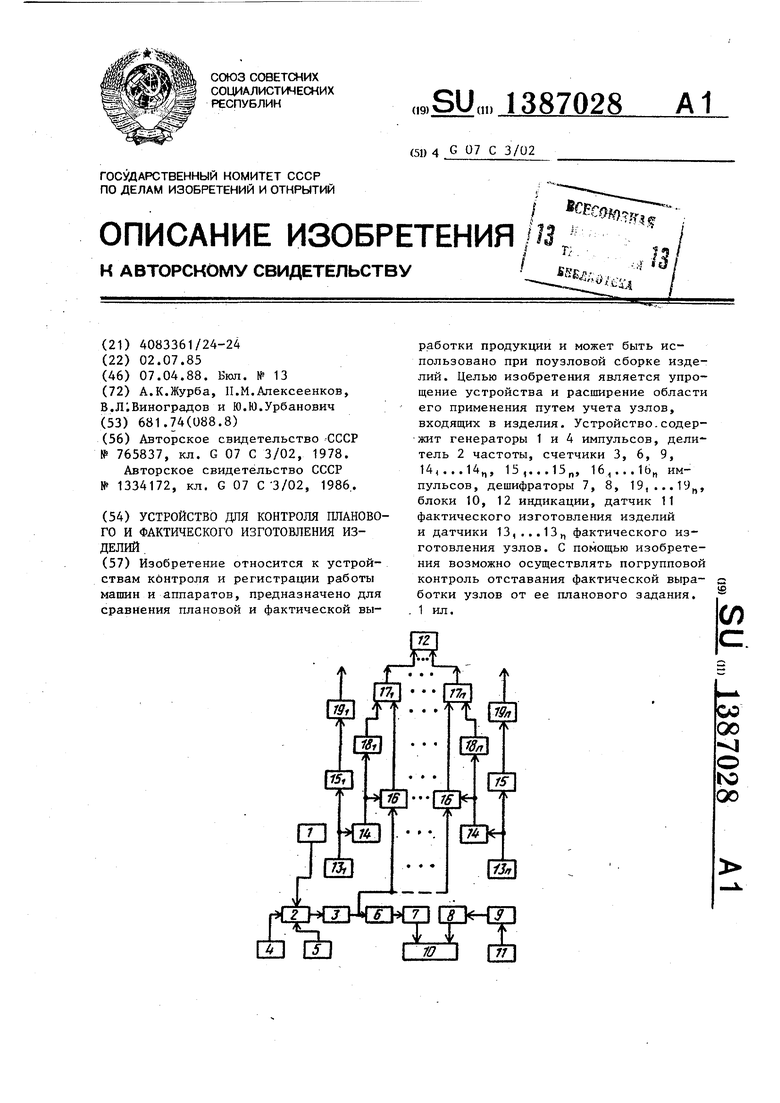
(57)Изобретение относится к устройствам кбнтроля и регистрации работы машин и аппаратов, предназначено для сравнения плановой и фактической выработки продукции и может быть использовано при поузловой сборке изделий. Целью изобретения является упрощение устройства и расширение области его применения путем учета узлов, входящих в изделия. Устройство.содер- жит генераторы 1 и 4 импульсов, делитель 2 частоты, счетчики 3, 6, 9, 14,...14, 15,...15„, 16...16„ импульсов, дешифраторы 7, 8, 19,...1У,, блоки 10, 12 индикации, датчик 11 фактического изготовления изделий и датчики 13,...13ц фактического изготовления узлов. С помощью изобретения возможно осуществлять погрупповой контроль отставания фактической выработки узлов от ее планового задания. 1 ил.
(О
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля планового и фактического выпуска изделий | 1988 |
|
SU1501115A1 |
| Устройство для сравнения плановой и фактической выработки продукции | 1986 |
|
SU1383425A2 |
| Устройство для контроля работы оборудования | 1985 |
|
SU1312625A1 |
| Устройство для контроля работы оборудования | 1987 |
|
SU1455349A1 |
| Устройство для сравнения плановой и фактической выработок продукции | 1984 |
|
SU1254455A1 |
| Устройство для сравнения плановой и фактической выработок продукции | 1986 |
|
SU1334172A2 |
| Устройство для контроля работы оборудования | 1984 |
|
SU1215127A1 |
| Устройство для сравнения плановой и фактической выработки продукции | 1978 |
|
SU765837A2 |
| Устройство для сравнения плановой и фактической выработок продукции | 1980 |
|
SU883942A2 |
| Устройство для задания плановой ритмичности работы потоков и оборудования | 1985 |
|
SU1302307A1 |
г «-л
К) -ш W JT it.
/1 1I 1Г
Изобретение относится к устройствам контроля и регистрации работы машин и аппаратов, предназначено для сравнения плановой и фактической выработки изделий и может-быть использовано, например, при поузловой сборке изделий.
Цель изобретения - упрощение устройства и расширение области бго применения путем контроля изготовления узлов, входящих в каждое изделие.
На чертеже приведена блок-схема предлагаемого устройства.
Устройство содержит последовательно соединенные первый генератор 1 импульсов, делитель 2 частоты и счетчик 3 импульсов, второй генератор 4 импульсов, блок 5 переключателей, блок коммутаторов, выполнеиньй в виде счет чика 6 импульсо-в, дешифратор 7, счетчика 9 импульсов и дешифратора 8, пер вьм блок 10 индикации, датчик 11 фактического изготовления изделий, второй блок 12 индикации, по числу контрольных узлов датчики 13), - 13, фактического изготовления узла, первые 14, - 14, вторые 15ч - 15ц и третьи 16I - 16, счетчики импульсов, триггеры 17, - 17„, элементы 18, - l8 задержки и дешифраторы 19 - 19„.
Делитель 2 частоты может быть выполнен, например, на базе делителя частоты с переменным коэффициентом деления (микросхема К155 ИЕ8) с использованием элемента И
Устройство работает следующим образом.
Перед началом работы на блоке 5 переключателей устанавливается значение коэффициента деления делителя 2 частоты, равное плановому заданию на изготовление продукции за планируемы рабочий промежуток времени, а триггеры 17, - 17, счетчики 3,, 6, 9, 14, - 14„, 15, - 15п и 16, - 16„ устанавливаются в исходное состояние 1через их установочные входы по цепи начальной установки устройства (не показаны). .
В исходном состоянии на выходах триггеров 17, - 17„ и, следовательно, на соединенных с ними входах блока 12 сигналов нет. Генератор 1 импульсов после включения устройства при начале производства непрерывно вырабатывает импульсы, которые поступают на первьй вход делителя 2 частоты. При каждом поступлении на второй
0
5
0
25
30
5
0
5
0
5
вход делителя 2 частоты запускающего импульса с второго генератора 4 импульсов он пропускает на вход первого счетчика 3 число импульсов, равное значению коэффициента деления, установленному на блоке 5 переключателей.
В связи с этим на выходе первого счетчика 3 частота сигналов, поступающих на счетньм вход счетчика 6, которьй управляет через дешифратор 7 индикаторами плановой части первого блока 10, точно соответствует величине, обратной плановому заданр|ю. С поступлением очереденого запускающего импульса на вход делителя 2 ча.стоты операция повторяется и на вход первого счетчика 3 поступает очередная пачка и шyльcoв.
. Коэффициент деления первого счетчика 3 постоянен и равен числу импульсов, вьщав-аемых вторым генератором 4 импульсов за планируемьш рабо- чий промежуток времени (смену, сутки и т.д.). Например, в предлагаемом устройстве коэффициент деления первого счетчика 3 равен 28800 (числу секунд в восьмичасовой рабочей смене). Поэтому период следования импульсов с второго генератора 4 импульсов составляет секунду.
После изготовления единицы продукции сигнал с входа датчика 11 подается на счетный вход счетчика 9, управ-, ляющего с помощью дешифратора 8 индикаторами фактической части первого табло 10.
Сигналы с вькода первого счетчика 3 поступают также на счетные входы счетчиков 16/, - 16f,, а с выходов датчиков 13, - З,, информирующих о фактическом изготовлении узлов, подаются на счетные входы соответствующих первых 14, - 14„ и вторых
15,- 15 счетчиков. Коэффициенты деления счетчиков
16,- 16„ и 14,1, - 14п постоянны и выбираются в зависимости от продолжительности производственного цикла изготовления узлов. Например, в предлагаемом устройстве коэффициенты деления счетчиков 16, - 16п и 14,- 14„ равны десяти, а плановая продолжительность производственного цикла сборки узлов и изделий одинакова.
Если запланированное время истекло, а изготовление какой-либо группы узлов не закончено, то на выходе одного из счетчиков 16, - 16п (например, счетчика 16;, ,2,...,) появляется сигнал. Сигнал с вьосода счетчика 16 поступает на вход установки в состояние Лог. 1 триггера 17; .
При этом триггер 17; переключается и на его выходе и соединенном с ним входе блока 12 появляется сигнал. В связи с этим блок 12 включается и информирует в виде светового и звукового сигналов об отставании фактического времени изготовления данной группы узлов от планового.
После изготовления этой группы узлов сигнал с выхода счетчика 14; поступает на установочньй вход счетчика 16;, а также через элемент 18; задержки - на вход установки в состояние Лог. О триггера 17;. При этом счетчик 16; и триггер 17j устанавли- ваются в исходное состояние, а блок 12 отключается.
Если одна из групп узлов изготовлена раньше запланированного времени, то с выхода соответствующего счетчи- ка 14,, - 14, (например, счетчика 14;) поступает сигнал на установочный вход счетчика 16; и через элемент,1В; задержки на вход установки в состояние Лог. О триггера 17;. При этом счетчик 16; обнуляется, а триггер 17, остается в исходном состоянии, поэтому блок 12 не включается.
Если фактическое и плановое время изготовления какой-либо группы узлов совпадает, тогда задержанным соответствующим элементом 18 - ISj, задержки например, элементом 18; задержки) сигналом, поступающим с выхода счетчика 14;, триггер 17; устанавливается в исходное состояние и блок 12 не включается.
Счетчики 15 ( - 15 управляют с помощью дешифраторов 19) - 19„ индикаторами блока 12, - 12,, которые учи- тывают фактическое количество изготовленных узлов в процессе их производства.
Счетчик 6 после прихода очередного сигнала с выхода первого счетчика 3 коммутирует с помощью дешифратора 7 на первом табло 10 (плановой его части) очередную комбинацию цифр, соответствующую плановому заданию на данньй момент времени, а счетчик 9 после поступления очередного сигнала с выхода датчика 11, информирующего об изготовлении очередной единицы продукции, переводит с по
д
5 0
5 Q
Q
5
мощью дешифратора 8 первый блок 10 (фактическую его часть) в положение, соответствующее очередной комбинации его значащих цифр.
Сравнивая плановое и фактическое значения выпуска узлов и изделий, срочно выявляя случаи отставания фактического времени выработки узлов от планового и учитывая их поузловой выпуск, можно оперативно управлять ходом производственного процесса выпуска продукции. Формула изобретения
Устройство для контроля планового и фактического изготовления изделий, содержащее первый генератор импульсов, выход которого соединен с первым входом делителя частоты, блок переключателей, выход которого подключен к второму входу делителя частоты, вы ход которого соединен с входом счетчика импульсов, выход которого подключен к первому входу блока коммутаторов, второй вход которого соединен с выходом датчика фактического изготовления изделия, выходы блока коммутаторов подключены к входам первого блока индикации, и второй блок индикации, отличающееся тем, что, с целью упрощения устройства и расширения области его применения путем контроля изготовления узлов, входящих в каждое изделие, в устройство введены второй генератор импульсов и по числу узлов информационные каналы, каждый из которых содержит датчик фактического изготовления узла, первый, второй и трет ий счетчики импульсов, дешифратор, элемент задержки и триггер, в каждом информационном канале выход датчика фактического изготовления узла подключен к входу первого счетчика импульсов и через второй счетчик импульсов к входу дешифратора, выход первого счетчика импульсов соединен с первым входом третьего счетчика импульсов и через элемент задержки - с первым входом триггера, выход которого и выход дешифратора подключены к соответствующим входам второго блока индикации, выход второго генератора импульсов соединен с третьим входом делителя частоты, выход счетчика импульсов подключен к второму входу третьего счетчика импульсов- всех информационных каналов, выход которого ::оединен с вторым в}содом триггера.
