ел
ел
315
Изобретение относится к устройствам контроля и регистрации работы ма uiHH и аппаратов и предназначено для сравнения плановой и фактической выработки продукдаи.
Цель изобретения - расширение области применения устройства за счет контроля входящих в изделие узлов, имеющих различную продолжительность производственного цикла.
На чертеже приведена блок-схема предлагаемого устройства.
Устройство содержит последовательно соединенные первый генератор 1 импульсов, делитель 2 частоты,,Счет- чик 3 импульсов и блок 4 коммутаторо второй генератор 5 импульсов, блок 6 переключателей, датчик 7 фактическо- го выпуска изделия,первый блок 8 индикации, второй блок 9 индикации и по числу контролируемых узлов - информационные каналы, каждый из которых содержит датчик 10 фактического выпуска узла, первый счетчик 11 импульсов, второй счетчик 12 импульсов, третий счетчик 13 импульсов, первый дешифратор 14, элемент 15 задержки, триггер 16, элемент И 17, делитель 18 частоты с переменным коэффициентом деления, задатчик 19 планового времени изготовления узла, четвертый счетчик 20 импульсов, пятый счетчик 21 импульсов, второй
дешифратор 22.
Устройство работает следующим образом.
Перед началом работы на блоке 6 переключателей и задатчиках планового времени изготовления узлов устанавливаются значения коэффициентов делений делителя 2 частоты и делителей частоты с переменным коэффициентом деления, равные плановым заданиям на выпуск соответственно изделий и узлов за планируемый рабочий промежуток времени, а триггеры 16i-16, счетчики 3,11,-11г 12,-12, 13,-13„, 20,-20„, 2Ь-21, и блок 4 устанавливаются в исходное состояние через их установочные входы по цепи начальной установки устройства (не показано).
В исходном состоянии на выходах триггеров 16,-16 и, следовательно, на соединенных с ними входах второго блока 9 индикации сигналов нет.
fO
|5
0
5
)
0 g
0
0
Генератор 1 импульсов после включения устройства при начале производства непрерывно вьфабатывает импульсы, которые поступают на первые входы делителя 2 частоты и элементов И . При каждом поступлении на вторые входы делителей 2 и частоты запускающего импульса с второго генератора 5 импульсов делитель 2 частоты пропускает на вход счетчика 3 число импульсов, равное значению коэффициента деления, установленному на блоке 6 переключателей, а на первых выходах делителей 18-18 частоты с переменным коэффициентом деления и связанных с ними вторых входах элементов И 1 появляются разрешающие сигналы, которые пропускают на входы четвертых счетчиков 20,-20 число импульсов, равное значениям коэффициентов делений, установленным на задатчиках 19,-19 планового време- .ни изготовления узлов.
В связи с этим на выходе счетчика 3 частота сигналов, поступающ1 1х на блок 4, точно соответствует величине, обратной плановому заданию на вьтуск изделий, а на выходах четвертых счетчиков 20,-20j, частоты сигналов точно соответствуют величинам, обратным плановым заданиям на выпуск контролируемых узлов.
С поступлением очередного запус-г кающего импульса на входы делителей
2и частоты операция повторяется и на входы счетчиков 3 и 20,-20„ поступают очередные пачки импульсов.
Коэффициенты деления счетчиков
3и постоянны и равны числу импульсов, вьщаваемых вторым генератором 5 импульсов за планируемый рабочий промежуток времени (смену, сутки и т.д.). Например, в предлагаемом устройстве коэффициенты деления счетчиков 3 и равны 28800 (число секунд в восьмичасовой рабочей смене). Поэтому период следования импульсов с второго генератора 5 импульсов составляет 1 с.
Сигналы с выходов четвертых счетчиков 20,-20 поступают на счетные входы соответствующих третьих и пятых счетчиков 13,-13 и ,а с выходов датчиков 10 ,-10 фактического выпуска узлов подаются на счет10
15
20
25
515011
ные входы соответствующих первых и вторых счетчиков 11, .
Коэффициенты деления счетчиков , и 13 -13 постоянный выбираются в зависимости от продолжитель- ности производственного цикла изготовления узлов. Например, в данном устройстве коэффициенты деления счетчиков и , равныЮ.
В случае, если запланированное время истекло, а изготовление какой-либо группы узлов не закончено, то на выходе одного из третьих счетчиков 13,-13 (например, 13;, 15 1 ,п) появляется сигнал. Сигнал с выхода счетчика 13 j поступает на второй вход триггера (
При этом триггер 16. переключается и на его выходе и соединенном с ним входе второго блока 9 индикации появляется, сигнал. В связи с этим блок 9 индикации включается и инфор- шрует в виде светового и звукового сигналов об отставании фактического времени из1 отовления данной группы узлов от планового.
После изготовления этой группы узлов сигнал с выхода первого счетчика 11- поступает на первый (установочный) вход третьего счетчика 13., а также через элемент 15,- задержки на первый вход триггера 16.
При этом третий счетчик 13,- и триггер 16. устанавливаются в исходное состояние, а второй блок 9 индикации отключается.
В случае, если одна из трупп узов изготовлена раньше запланированного времени, то с выхода соответствующего первого счетчика 1 1 -1 1 г, (например, счетчика 11) поступает сигнал на первый вход счетчика 13i и через элемент 15. задержки - на первый вход триггера 16;.
При этом третий счетчик 13 обнуляется, а триггер 16i остается в исходном состоянии. Поэтому второй блок 9 индикации не включается.
В случае, если фактическое и плановое время изготовления какой- либо группы узлов совпадает, то задержанным соответствующим элементом 15,-15 задержки . (например, элементом 15j задержки) сигналом, поступающим с выхода первого счетчика 11., триггер 16; устанавливается в исходное состояние и второй блок 9 индикации не включается.
30
35
40
45
50
55
0
5
0
5
1
0
5
0
5
0
5
156
Вторые счетчики 12 ,-12 управляют с ПОМОЩЬЮ- первых дешифраторов соответствующими индикаторами второго блока 9 индикации, которые учитывают фактическое коли- чество изготовленных узлов в процессе их производства, а пятые счетчики управляют с помощью вторых дешифраторов , соответствующими индикаторами второго блока 9 индикации, отсчитывающими плановые задания вьшуска узлов на текущий момент времени.
Блок 4 коммутаторов после прихода очередного управляющего сигнала с выхода счетчика 3 коммутирует на первом блоке 8 индикации (плановой его части) очередную комбинацию цифр, соответствующую плановому заданию выпуска изделий на данный момент времени, а с датчика 7 фактического вьшуска изделия переводит первый блок 8 индикации (фактическую его часть) в положение, соответствующее очередной комбинации его значащих цифр.
Сравнивая плановое и фактическое значения выпуска узлов изделий,учитывая их плановый и фактический выпуск, выявляя случаи отставания фактического времени выработки узлов от планового, с целью своевременного определения причин отставания .конкретно по каждому изготовляемому узлу, можно оперативно управлять ходом производственного процесса выпуска изделий.
Таким образом, использование предлагаемого устройства по сравнению с известным позволяет расширить его фyнкциoнaJlьныe возможности за счет .контроля планового и фактического выпуска в изделие узлов с различной их плановой продолжительностью производственного цикла.
Формула изобретения
Устройство для контроля планового и фактического выпуска изделий,содержащее первый генератор импульсов, выход которого подключен к первому входу делителя частоты, второй вход которого соединен с выходом второго генератора импульсов, третий вход - с выходом блока переключателя, выход делителя частоты через счетчик импульсов подключен к первому входу
715
блока коммутаторов, второй вход которого соединен с датчиком фактического вьшуска изделий, а выходы - С входами первого блока индикации, в каждом информационном канале выход датчика фактического выпуска узла подключен к входу первого счетчика импульсов и через последователь- но соединенные второй счетчик импульсов и первый дешифратор соединен с первым входом второго блока индика- ции, выход первого счетчика импульсов подключен к первому входу третьего счетчика импульсов и .через эле мент задержки к первому входу триггера, второй вход которого соединен с выходом третьего счетчика импульсов, вькод триггера подключен к второму входу второго блока индикации, о Т- личающееся тем, что, с целью расширения области применения ycтpoйcfвa за счет контроля входящих в изделие узлов, имеющих различную продолжительность производственного цикла, в каждый информационный канал устройства введены четвертьй и, пятый
0
11
5
0
5
58
счетчики импульсов, и второй дешифратор, задатчик планового времени изготовления узла,, делитель частоты с переменным коэффициентом деления и элемент И, выходы первого и второго генераторов импульсов подключены соответственно к первым входам элемента И и делителя частоты с переменным коэффициентом деления всех информационных каналов, в каждом из которых первый выход делителя частоты с переменным коэффициентов деления соединен с вторым входом элемента И, выход которого подключен к второму входу делителя частоты с переменным коэффициентом деления, третий вход которого соединен с задатчиком планового времени изготовления узла,а второй выход - с входом четвертого счетчика импульсов, выход которого подключен к второму входу третьего счетчика импульсов и через последовательно соединенные пятый счетчик импульсов и второй дешифратор к третьему входу второго блока индикации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля планового и фактического изготовления изделий | 1985 |
|
SU1387028A1 |
| Устройство для сравнения плановой и фактической выработки продукции | 1986 |
|
SU1383425A2 |
| Устройство для контроля работы оборудования | 1985 |
|
SU1312625A1 |
| Устройство для контроля работы оборудования | 1984 |
|
SU1215127A1 |
| Устройство для контроля работы оборудования | 1987 |
|
SU1455349A1 |
| Устройство для сравнения плановой и фактической выработок продукции | 1986 |
|
SU1334172A2 |
| Устройство для сравнения плановой и фактической выработок продукции | 1984 |
|
SU1254455A1 |
| Устройство для задания плановой ритмичности работы потоков и оборудования | 1985 |
|
SU1302307A1 |
| Устройство для приема и передачи информации | 1983 |
|
SU1152014A1 |
| Устройство для контроля работы машин | 1985 |
|
SU1297090A1 |
Изобретение относится к устройствам контроля и регистрации работы машин и аппаратов, предназначено для сравнения плановой и фактической выработки продукции. Целью изобретения является расширение области применения устройства за счет контроля входящих в изделие узлов, имеющих различную продолжительность производственного цикла. Устройство содержит генераторы 1 и 5 импульсов, делитель 2 частоты, счетчик 3 импульсов, блок 6 переключателей, блок 4 коммутаторов, датчик 7 фактического выпуска изделий, блоки 8 и 9 индикации, информационные каналы содержат счетчики 111...11N, 121...12N, 131 ... 13N, 201 ... 20N и 211 ... 21N импульсов, элементы И 171 ... 17N, делители 181 ... 18N частоты с переменным коэффициентом деления, задатчики 191 ... 19N планового времени изготовления узла, дешифраторы 141 ... 14N и 221 ... 22N, элементы 151 ... 15N задержки и триггеры 161 ... 16N. Учитывая плановый и фактический выпуск узлов и изделий можно оперативно управлять ходом производственного процесса выпуска изделий. 1 ил.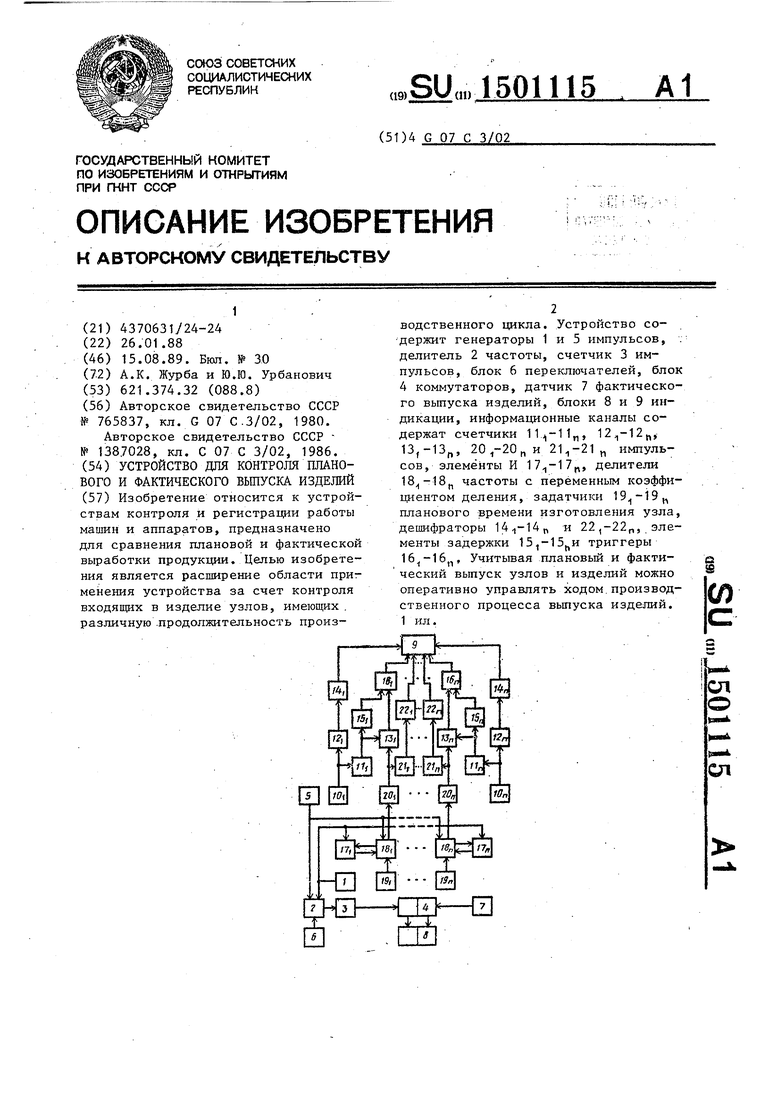
| Устройство для сравнения плановой и фактической выработки продукции | 1978 |
|
SU765837A2 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
