113
Изобретение относится к электротехнике, в частности к способам сращивания электрических кабелей.
Цель изобретения - повышение надежности.
На фиг. 1 изображен участок сро- щенных предлагаемым способом многожильных электрических кабелей, продольный разрез; на фиг. 2 - контактный элемент для сращивания многожильных электрических кабелей.
Способ реализуется следующим образом.
Концы жил 1 сращиваемых кабелей 2, освобожденные от изоляции на длине, равной глубине отверстий на концах стержней 3, вводят в указанные отверстия и опрессовывают. Форма оп- рессовки в сечении: шестигранник - для жил сечением 35 мм и вьше, квадрат - для жил сечением до 25 мм. На цилиндрическую поверхность проточки стержня 3 до опрессовки навулкани- зовывают в цеховых условиях слой резины 5 по известной технологии. Диаметр нанесенного слоя резины 5 превосходит диаметр стержня, свободного от резины. Закрепленные на жилах контактные элементы плотно в полперекрытия обматывают тонким слоем вальцованной (сырой) резины. После этого все сростки обматывают вальцованной резиной 6 с заходом на наружные оболочки кабелей 2 и производят вулканизацию сростка.
Пример. Сращивают кабели типа КНР 2,5x7. С жил кабелей удаляют изоляцию на длине 10 мм. На стержень, изготовленный из латуни, в цеховых условиях навулканизовывают слой резины. Длина стержня составляет 60 мм, длина концов стержня без резины 10мм, диаметр навулканизованного слоя резины 7 мм, длина 40 мм. Концы жил 1 ка126702
беля 2 вводят в отверстия на концах жня3 и опрессовывают.Затем каждый из стержней плотно в полперекрытия с заходом на изоляцию жилы обматывают 5 сырой резиной толщиной 0,4 мм. После этого все сростки обматывают свежевальцованной резиной и вулканизуют в ручном вулканизаторе при 150 С.
Нанесенная заранее твердая резина в процессе вулканизации сростка не размягчается, что исключает возможное касание контактных элементов друг с другом при давлении до 15 кГ/см, которое поддерживают во время вулканизации. Для спекания резины в процессе вулканизации требуется подмотка стержней тонким слоем резины толщиной 0,2-0,6 мм. Продольная герметичность сростка обеспечивается за счет резинового массива 4, обладающего хорошей адгезией к материалу наружной оболочки и изоляции жил. Как показали испытания, сросток выдерживает давление внешней среды на торец кабеля в 200 кГ/см.
Формула изобретения
Способ сращивания многожильных электрических кабелей, заключающийся в соединении жил контактными элементами, нанесении на каждый полученный сросток слоя невулканизированной резины и размещении всех сростков в общем резиновом массиве с перекрытием на части длины наружных оболочек кабелей с последующей вулканизацией, отличающийся тем, что, с целью повышения надежности, до соединения контактного элемента с жилами кабелей осуществляют нанесение дополнительного слоя резины на среднюю часть контактного элемента и его вулканизацию.
ВНИИПИ Заказ 975/52 Тираж 619
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Фиг. 2
Подписное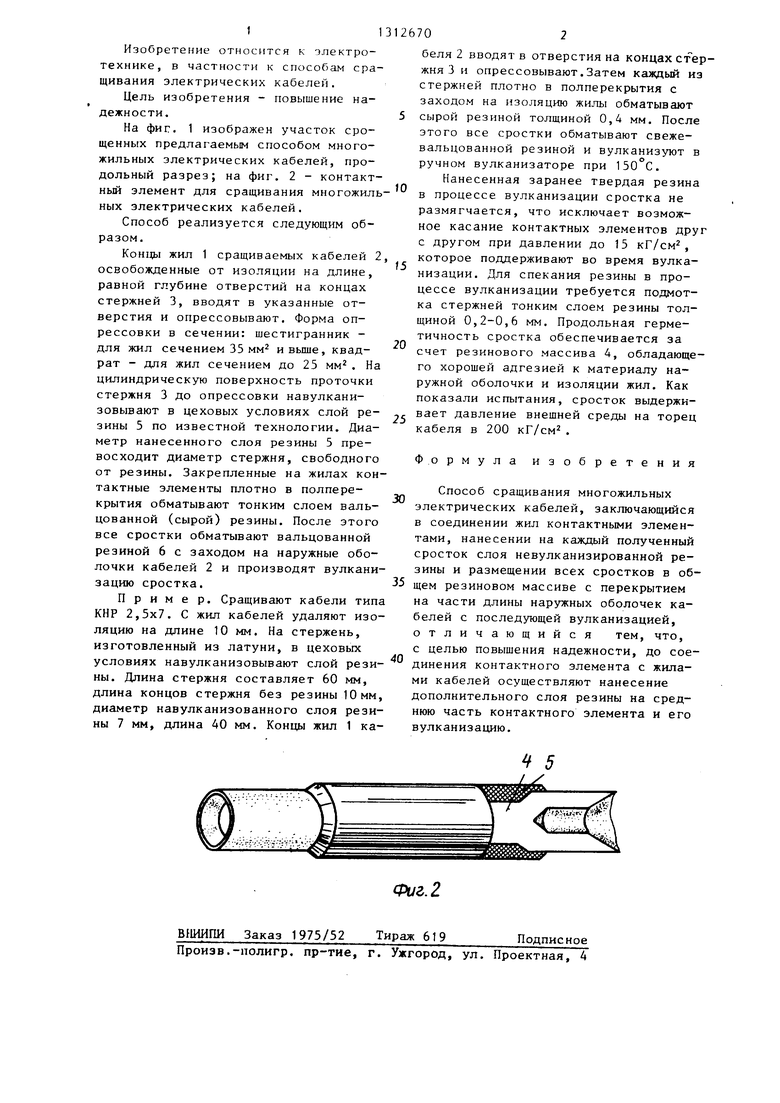
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150165C1 |
| Способ сращивания кабелей в полимерной оболочке | 1981 |
|
SU1035704A1 |
| ТУПИКОВАЯ МУФТА ЭКРАНИРОВАННЫХ КАБЕЛЕЙ СВЯЗИ ДЛЯ СТРУКТУРИРОВАННЫХ КАБЕЛЬНЫХ СЕТЕЙ (СКС) | 2006 |
|
RU2321123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150166C1 |
| МУФТА МЕДНОЖИЛЬНОГО КАБЕЛЯ В АЛЮМИНИЕВОЙ ОБОЛОЧКЕ И СПОСОБ СОЕДИНЕНИЯ МЕДНОЖИЛЬНЫХ КАБЕЛЕЙ (ВАРИАНТЫ) | 2001 |
|
RU2207687C1 |
| Способ сращивания силовых кабелей с резиновой изоляцией | 1990 |
|
SU1785060A1 |
| Способ сращивания экранированных кабелей | 1988 |
|
SU1612346A1 |
| СПОСОБ ГЕРМЕТИЧНОГО СРАЩИВАНИЯ ЖИЛ КАБЕЛЕЙ В ПОЛИЭТИЛЕНОВОЙ ОБОЛОЧКЕ | 1990 |
|
SU1840234A1 |
| Устройство герметичного соединения кабелей | 2017 |
|
RU2663201C1 |
| Способ сращивания полиэтиленовых оболочек электрических проводов и кабелей | 1961 |
|
SU148829A1 |
Изобретение относится к электротехнике и может быть использовано при монтаже судовых кабелей. Цель- повышение надежности. Слюсоб -заключается в том, что освобожденные от изоляции жилы 1 кабеле 2 соединяют контактными элементами 3, на среднюю часть которых предварительно нанесен и вулканизирован слой резины 5. Затем каждьд полученный сросток обматывают тонким слоем сырой резины, после чего все сростки размещают в резиновом массиве и осуществляют вулканизацию. Нанесенная заранее твердая резина 3 в процессе вулканизации всей сборки не размягчается, что исключает возможное касание контактных элементов 3. 2 ил. (JO ; о о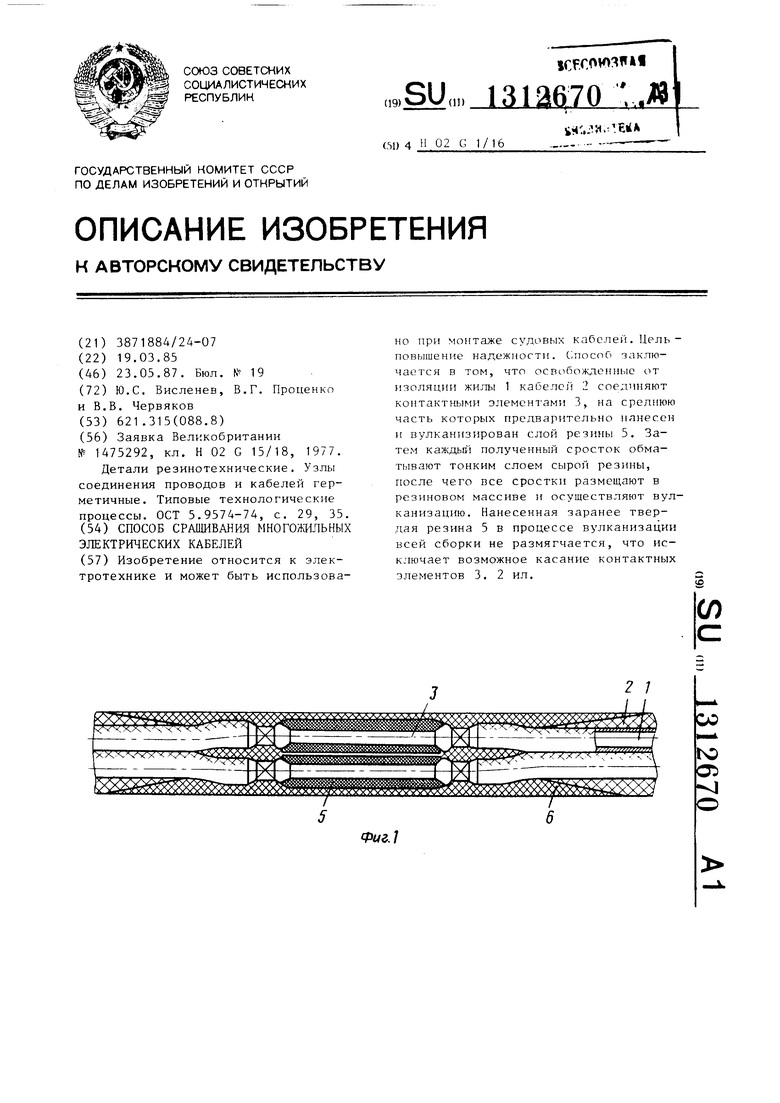
| Способ выпуска полой гибкой системы и устройство для его осуществления | 1987 |
|
SU1475292A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Детали резинотехнические | |||
| Узлы соединения проводов и кабелей герметичные | |||
| Типовые технологические процессы | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Солесос | 1922 |
|
SU29A1 |
