Предложение относится к технологии изготовления герметичных узлов сращивания жил кабелей различного назначения и может быть использовано в народном хозяйстве для работы в агрессивных средах.
При реализации различных электрических схем с кабелями, содержащими токопроводящие жилы в полиэтиленовых оболочках, часто приходится при монтаже многоэлементных гидроакустических антенн производить сращивание токопроводящих жил, изоляционные оболочки которых могут быть изготовлены из полиэтилена, резины и других полимеров.
Причем, эффективное сечение жил варьируется в широких пределах от 0,3 до 100 мм2, а сочетания материалов оболочек сращиваемых жил наиболее часто употребляемых: "полиэтилен - полиэтилен", "полиэтилен - резина". При этом всегда перед сращиванием поверхность полиэтиленовой оболочки для обеспечения герметичности должна быть активирована.
Например, крупногабаритные грузонесущие кабели большой грузоподъемности содержат в конструкции кабеля наряду с силовыми жилами и сигнальные - для слаботочных цепей управления. Так, в кабеле грузонесущем марки КГП-58-1200 ТУЖМЦИ 0226-86 36 силовых и 22 сигнальных жилы. Ввиду сложности и большой ответственности гидроакустических приборов, для которых применяются такие кабели, к узлам сращивания силовых и сигнальных жил предъявляются весьма жесткие требования по герметичности и надежности.
Герметичные узлы сращивания необходимы при реализации конструкции оконцевателей грузонесущих кабелей, при сращивании отрезков таких кабелей, а также при проведении ремонтов линий электрических коммуникаций гидроакустических антенн и подводных приборов.
Известен способ соединения полиэтилена с резиной путем предварительной активации соединяемой поверхности полиэтилена с помощью химической обработки хромовой смесью (см. ОСТ 5.9574-74. Детали резинотехнические. Узлы соединения проводов и кабелей герметичные), по которому для активации используется серная 98% кислота, двухромовокислый калий и вода, затем обработанные поверхности промываются в воде, сушатся в течение 12-15 часов, на поверхности наносят изоцианатный клей - лейконат и затем производят обвулканизацию места сращивания резиной. Однако этот способ продолжителен по времени, требуются вытяжные шкафы и соответствующее оборудование рабочего места, так как используются вредные и опасные для человека вещества. При этом адгезионная прочность соединений существенно зависит от тщательности активации и промывки с целью удаления остатков хромовой жидкости. Этот техпроцесс в условиях корабля труднореализуем.
Прототипом предлагаемого способа является "Способ изготовления узлов сращивания кабеля в полиэтиленовой оболочке" по авт. св. 1840036, СССР, включающий активацию соединяемой поверхности полиэтилена нагревом до температуры подплавления полиэтилена, определяемой по появлению прозрачности подплавляемого слоя, затем на активированную поверхность наносят полимерный клей и герметизируют соединяемые поверхности с помощью вулканизации резиной.
Однако при сращивании жил с малым эффективным сечением токопроводящих жил (0,5-1,5) мм2 при расчетных диаметрах жил d=(0,9-1,56) мм необходимая активация поверхности полиэтиленовой оболочки методом нагрева до подплавления становится трудновыполнимой. При нагреве такой оболочки из полиэтилена еще до того, как полиэтилен станет прозрачным, оболочка расплавляется на всю глубину изоляции и, скользя по медной жиле, удаляется от конца сращиваемой жилы, при этом активированная поверхность резко сокращается. Это явление объясняется тем, что при малой толщине полиэтиленовой оболочки адгезия к медной жиле расплавленного полиэтилена резко падает, что и приводит к указанному явлению. Тем не менее, способ активации полиэтилена нагреванием прост, дешев и его использование для сращивания жил и получение высокой прочности соединения целесообразно и практически необходимо.
Обычно при сращивании известным способом тонких жил, чтобы избежать такого явления, пытаются снизить температуру нагрева при активации поверхности полиэтилена, что приводит к уменьшению адгезионной прочности соединений и вызывает повышенный процент брака в производстве.
Цель данного предложения - повысить прочность соединений, преимущественно при сращивании токопроводящих жил в слаботочных электрических цепях. Поставленная цель достигается тем, что в известном способе герметичного сращивания жил кабелей в полиэтиленовой оболочке, включающем активацию соединяемой поверхности полиэтилена нагревом до температуры его подплавления, нанесение на активированную поверхность полимерного клея и герметизацию соединяемых поверхностей с помощью вулканизации резиной введены новые признаки, в соответствии с которыми активацию полиэтилена нагревом на участках поверхности оболочек производят, отступив от сращиваемых концов оболочек на величину l=(5-7)d, где d - расчетный диаметр токопроводящей жилы, а в полимерный клей добавляют низкотемпературную невулканизованную резину той же марки, что и герметизирующая резина.
Выполнение активации нагревом только на участке поверхности полиэтилена, начинающемся не сразу с конца полиэтиленовой оболочки, а отступив от конца на величину l=(5-7)d, позволяет исключить в результате нагрева смещение активируемой поверхности и обеспечить постоянную длину активированного участка. Адгезия полиэтилена с медной жилой на участке исключает эффект "стягивания". Сокращение длины активированного участка полиэтиленовой оболочки при этом не происходит, что легко подтверждается практически. Соотношение l=(5-7)d найдено экспериментально на ряде типоразмеров токопроводящих жил для слаботочных цепей. Добавление в полимерный клей низкотемпературной невулканизованной резиновой смеси той же марки, с помощью которой герметизируют соединение путем вулканизации в пресс-форме, необходимо для того, чтобы компенсировать некоторое уменьшение поверхности, подлежащей активированию (на величину l=(5-7)d. Это особенно существенно для малых сечений жил, имеющих небольшую соединяемую поверхность полиэтилена ввиду малых наружных диаметров изоляционной оболочки. Таким образом, предлагаемый способ герметичного сращивания жил кабелей обеспечивает возможность изготовления надежных, герметичных узлов сращивания даже в случае сращивания жил с эффективным сечением в диапазоне 0,3-1,5 мм2 при малых наружных диаметрах полиэтиленовых оболочек и малых толщинах изоляционных оболочек. При этом используется дешевый и безопасный метод активации поверхности полиэтилена и увеличивается адгезия соединяемых поверхностей после проведения вулканизации. Сущность предложения поясняется чертежом, где на фиг.1 изображен полученный предлагаемым способом узел сращивания 2-х жил в изоляционных оболочках. По предлагаемому способу сращивание двух токопроводящих жил 1 в изоляционных оболочках, одна из которых может быть резиновой или полиэтиленовой, производят в следующем порядке. Зачищают концы соединяемых жил 1 на участках, подлежащих пайке, спаивают жилы, затем участки 2 полиэтиленовых оболочек 3 обезжиривают бензином. В пламени горелки подплавляют до прозрачности участки 2, отступив от торцов (краев) оболочек на величину l=(5-7)d, при этом длина активированного подплавленного участка остается неизменной. Затем в полимерный - изоацетатный клей типа лейконат насыпают мелко нарезанные кусочки невулканизованной резиновой смеси с высокими электроизоляционными свойствами и температурой вулканизации, ниже температуры подплавления полиэтилена, например PCI-HT по ОСТ 5.9574-74, и раствора резины в лейконате. Затем кисточкой на горячую поверхность полиэтилена наносят приготовленный раствор, наматывают поверх подготовленного участка тонкие (0,5-1,0 мм) листы невулканизованной резиновой смеси 4 той же марки, что и резина, использованная для приготовления раствора, и вулканизуют узел соединения в пресс-форме при температуре вулканизации, не превышающей температуру размягчения полиэтилена, из которого изготовлена изоляционная оболочка сращиваемой жилы. Далее извлекают пресс-форму из-под пресса. Не раскрывая ее, выдерживают на воздухе в течение (10-15 мин), раскрывают и извлекают готовый узел сращивания.
Технический эффект от использования предложения заключается в том, что предлагаемый способ сращивания токопроводящих жил в полиэтиленовых оболочках позволяет повысить прочность соединения полиэтиленовых изоляционных оболочек при сращивании токопроводящих жил с малым эффективным сечением (от 0,3 до 1,5 мм2), которые используют в больших количествах в слаботочных электрических цепях, в системах управления, датчиках и т.п. Кроме того, ранее при сращивании тонких жил (0,3-0,5 мм2) активация полиэтилена на поверхности оболочек таких жил методом нагрева была зачастую трудновыполнима, что требовало использования других более трудоемких способов сращивания. Нередко при этом увеличивался процент брака при сращивании таких жил. Кроме того, использование предлагаемого способа повышает надежность, герметичность узлов сращивания, снижает трудоемкость и в целом повышает электрическую прочность таких узлов.
При монтаже многоэлементных гидроакустических приемных антенн или приборов с развитой системой автоматического управления, состоящей из большого числа слаботочных цепей, использование предполагаемого способа может дать значительный экономический эффект только при монтаже одной антенны или прибора.
Разработана технологическая документация предлагаемого способа сращивания токопроводящих жил в полиэтиленовой изоляции и проведено апробирование на макетах процесса изготовления узлов сращивания предлагаемым способом на одном из заказов предприятия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛОВ СРАЩИВАНИЯ КАБЕЛЯ В ПОЛИЭТИЛЕНОВОЙ ОБОЛОЧКЕ С РЕЗИНОВОЙ ОБОЛОЧКОЙ ГИДРОАКУСТИЧЕСКОЙ АППАРАТУРЫ | 1982 |
|
SU1840036A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150165C1 |
| Способ изготовления соединительной колодки | 1975 |
|
SU615559A1 |
| Способ сращивания силовых кабелей с резиновой изоляцией | 1990 |
|
SU1785060A1 |
| Способ сращивания кабелей в полимерной оболочке | 1981 |
|
SU1035704A1 |
| Способ изолирования поврежденного или соединяемого участка кабеля | 1988 |
|
SU1599923A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150166C1 |
| Способ сращивания кабелей с алюминиевыми оболочками | 1977 |
|
SU748619A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| Способ сращивания многожильных электрических кабелей | 1985 |
|
SU1312670A1 |
Изобретение относится к технологии изготовления герметичных узлов сращивания жил кабелей различного назначения и может быть использовано в народном хозяйстве для работы в агрессивных средах. Технический результат заключается в повышении прочности соединений, преимущественно при сращивании токопроводящих жил в слаботочных электрических цепях. Для этого в способе активацию полиэтилена нагревом на участках поверхности оболочек производят отступив от сращиваемых концов оболочек на величину l=(5-7)d, где d - расчетный диаметр токопроводящей жилы, а в полимерный клей добавляют низкотемпературную невулканизированную резину той же марки, что и герметизирующая резина. 1 ил.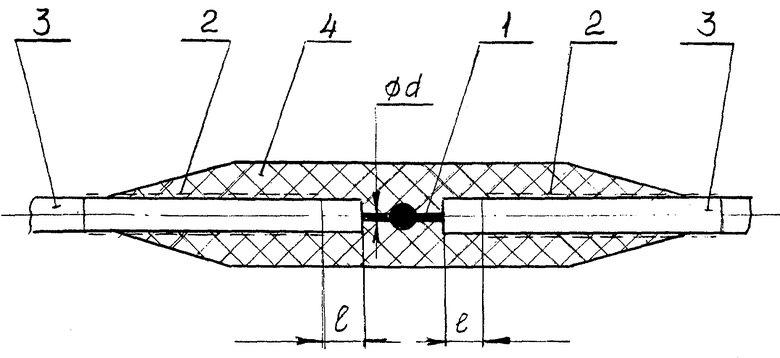
Способ герметичного сращивания жил кабелей в полиэтиленом оболочке с жилами кабелей в резиновой или полиэтиленовой оболочке, включающий активацию соединяемой поверхности полиэтилена нагревом до температуры его подплавления, нанесение на активированную поверхность полимерного клея и герметизацию соединяемых поверхностей с помощью вулканизации резиной, отличающийся тем, что, с целью повышения прочности узла сращивания, преимущественно жил кабелей слаботочных электрических цепей, активацию полиэтилена нагревом на участках поверхности оболочек производят отступив от сращиваемых концов оболочек на величину
где
d - расчетный диаметр токопроводящей жилы, а в полимерный клей добавляют низкотемпературную невулканизированную резину той же марки, что и герметизирующая резина.
| Авт | |||
| св | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛОВ СРАЩИВАНИЯ КАБЕЛЯ В ПОЛИЭТИЛЕНОВОЙ ОБОЛОЧКЕ С РЕЗИНОВОЙ ОБОЛОЧКОЙ ГИДРОАКУСТИЧЕСКОЙ АППАРАТУРЫ | 1982 |
|
SU1840036A1 |

