Изобретение относится к области гидроакустики, в частности к технологии изготовления герметичных кабельных оконцевателей, преимущественно выполняемых в виде монолитных корпусов из электроизоляционных материалов, в основном резины. Герметичные оконцеватели предназначаются для работы в забортных линиях гидроакустических антенн с большим числом активных элементов (порядка нескольких тысяч), каждый из которых требует для подвода или отвода электрического сигнала индивидуальной герметичной электрической линии, соединяющей приемник или излучатель с аппаратной частью гидроакустического комплекса.
В частности, даже, если шланговые и изоляционные оболочки кабелей повреждены - разгерметизированы, антенна должна работать, обеспечивая живучесть объекта техники. Работоспособность антенны в таких условиях можно обеспечить за счет продольной герметичности элементов линии электрических коммуникаций - оконцевателей, так как это позволяет локализовать дефекты линии, не допуская проникновение воды под давлением (на рабочей глубине) по кабелям под изоляционными оболочками к гидроакустическим блокам и тем самым исключая полную потерю работоспособности антенны. Однако создать в оконцевателе надежную преграду для проникновения воды под давлением или обеспечить продольную герметичность всей линии антенны весьма сложно ввиду:
1. Невозможности изготовить судовой кабель для забортной прокладки с абсолютной продольной герметичностью, так как кабель при прокладке должен иметь заданную гибкость, чтобы обеспечить возможность изгибов при укладке, разводке и монтаже сложных кабельных трасс в стесненных корабельных условиях. Это обеспечивается за счет взаимных смещений жил внутри кабеля, что собственно и не позволяет создать какую-либо герметичную преграду и обеспечить продольную герметичность по всей длине кабеля.
2. Плохой адгезии изоляционных материалов современных судовых кабелей к резиновым материалам, стойким при работе в морской воде. Так, наиболее перспективные кабели типа СМПВГ - судовые, малогабаритные, герметичные, с высокими электроизоляционными свойствами имеют шланговую оболочку из поливинилхлорида, а изоляционные оболочки жил - из полиэтилена. Указанные материалы плохо адгезируют к резиновым смесям, стойким к воздействию агрессивных сред, в частности морской воды.
В этих условиях обеспечение продольной герметичности оконцевателей, являющихся основным элементом герметичных электрических линий гидроакустических антенн, становится исключительно важным и необходимым для обеспечения живучести объектов.
Известен способ изготовления герметичного кабельного оконцевателя, используемый при изготовлении "Разветвительной кабельной заглушки для многожильных сильноточных кабелей" по заявке ФРГ N 2524548 от 26.05.77 г., провода которой имеют резиновую или пластмассовую изоляцию.
Места выхода жил в оболочках из кабеля по этому способу заливают литьевой смолой, используя шланговую оболочку кабеля в качестве литьевой формы. Для заливки мест выхода отходящих от кабеля жил в изоляционных оболочках в качестве литьевых форм используют отрезки обжимных шлангов, которые надевают на каждую жилу и вводят в первую литьевую форму в местах выхода жил из оконцевателя. Этот способ не обеспечивает продольной герметичности оконцевателя при нарушении герметичности шланговой или изоляционных оболочек жил кабеля из-за отсутствия адгезии полиэтиленовой изоляции к медным жилам и "литьевой смолы" к поливинилхлоридным оболочкам кабеля, если изготавливать оконцеватель на кабеле типа СМПВГ.
Известен также "Способ изготовления соединительной колодки" (герметичного кабельного оконцевателя) по а.с. 615559 от 23.06.75 г., выбранный нами в качестве прототипа. Способ включает изготовление резиновых заготовок, которые являются полностью изготовленными составными частями корпуса оконцевателя и затем "склеиваются" между собой листами низкотемпературной резиновой смеси методом вулканизации в пресс-форме в течение 120 - 130 мин при температуре 70 - 80oC. Формы заготовок - частей корпуса достаточно сложны, особенно по внутренним поверхностям, которые затем подлежат "склейке", так как они содержат большое число канавок, повторяющих форму узлов соединений жил. После объединения заготовок в пакет с укладкой между ними узлов соединений жил и прокладкой листов невулканизованной резиновой смеси производят путем вулканизации пакета окончательное изготовление оконцевателя. При изготовлении в серийном производстве большого количества оконцевателей для многоэлементных гидроакустических антенн известный способ имеет ряд недостатков, в частности:
1. Способ включает "склеивание" с помощью вулканизации заготовок (составных частей корпуса сложной формы с большими поверхностями), которые для обеспечения хорошей адгезии и высокой надежности должны быть крайне тщательно отшерохованы.
При наличии большого количества заготовок (полностью свулканизованных частей корпусов) сложной формы и ручном выполнении операции шерохования способ становится малопроизводительным и весьма трудоемким.
2. Дефекты, возникающие при серийном изготовлении оконцевателей из-за отсутствия адгезии неотшерохованных участков поверхностей заготовок, практически неисправимы, так как заготовки уже полностью свулканизованы и добраться до дефектного участка внутри монолитного корпуса без разрешения всего оконцевателя практически невозможно.
3. Способ не обеспечивает продольной герметичности оконцевателя. Поэтому при нарушении герметичности шланговой и изоляционных оболочек кабеля на любом участке его длины вода под давлением проходит по всему кабелю (под шланговой оболочкой между оболочками жил или под изоляционными оболочками жил), попадает в дорогостоящие гидроакустические блоки антенн и выводит их из строя. Вода проходит по всей длине кабеля ввиду:
- наличия значительного давления воды на рабочей глубине - 3 - 10 МПа и более;
- наличия внутри кабеля свободного пространства между жилами, заключенными в изоляционные оболочки;
- отсутствия адгезии материала изоляционных оболочек - полиэтилена к медным жилам.
Указанные недостатки известного способа стали особенно существенными в связи с одновременным ростом числа оконцевателей, необходимых для одной гидроакустической антенны (при увеличении числа активных элементов антенны с 30 - 50 до 1000 - 3000), и возрастанием требований по надежности и живучести гидроакустических антенн.
Поскольку вероятность повреждения одного оконцевателя при таком их большом количестве существенно возросла, то в этих условиях повысить надежность всей антенны можно только, обеспечив продольную герметичность каждого оконцевателя.
Целью предлагаемого способа изготовления является снижение трудоемкости изготовления оконцевателя при одновременном повышении его надежности, преимущественно для кабелей со шланговой оболочкой из поливинлхлорида и с жилами в изоляции из полиэтилена.
Указанная цель достигается тем, что в известном способе изготовления герметичного кабельного оконцевателя, включающем изготовление изоляционных заготовок с канавками для узлов соединения, пайку соединяемых жил, укладку узлов соединения в канавки заготовок и вулканизацию вместе с местами низкотемпературной резиновой смеси всего пакета проводят в пресс-форме в течение 120 - 130 мин при температуре 70 - 80oC. Заготовки, объем пакета которых с узлами соединений меньше объема готового оконцевателя, вулканизуют из низкотемпературной резиновой смеси при температуре 70 - 80oC в течение 60 - 65 мин, перед пайкой жил средние части входящих в узлы соединений токопроводящих стержней с чередующимися канавками и выступами обвулканизовывают по полному режиму вулканизации изоляционной высокотемпературной резиновой смесью, припаивают низкотемпературным припоем жилы к концам стержней, после укладки узлов соединений в канавки заготовок пакет обматывают сначала лентами изоляционной низкотемпературной резиновой смеси, затем - лентами низкотемпературной смеси, стойкой к воздействиям агрессивных сред, преимущественно морской воды с примесями минеральных масел, после чего весь пакет вулканизуют в пресс-форме при температуре 70 - 80oC в течение 60 - 65 мин, открывают пресс-форму, заполняют полости и несплошности на поверхности оконцевателя отрезками листов низкотемпературной резиновой смеси, закрывают пресс-форму и продолжают вулканизацию.
Сущность предлагаемого способа изготовления заключается в том, что вулканизацию монолитного оконцевателя проводят в 3 этапа:
- вначале в течение 50% времени полной вулканизации, т.е. 60 - 65 мин, при обычном режиме для низкотемпературной резиновой смеси изготавливают заготовки, объем пакета которых вместе с узлами соединений меньше объема готового оконцевателя, причем заготовки после 60 - 65 мин такого режима, сохраняя заданную форму, обладают хорошей адгезией к полимерам из-за того, что полимеризация молекул смеси еще не завершена и молекулы смеси сохраняют свободные радикалы, обеспечивающие надежную адгезию к полимерам; далее обвулканизовывают по полному режиму изоляционной высокотемпературной резиновой смесью средние части токопроводящих стержней, которые предназначены для электрического соединения жил и входят в состав узлов соединений; а затем после обмотки пакета заготовок двумя слоями листов различных резиновых смесей (вначале - электроизоляционной, затем - стойкой к агрессивным средам) с низкой температурой вулканизации проводят окончательную вулканизацию всего пакета в два подэтапа - с промежуточным заполнением несплошностей на поверхности оконцевателя, возникающих на первом подэтапе. Причем в отличие от известного, взятого за прототип способа изменено содержание операций, подготавливающих пакет к заключительной операции изготовления оконцевателя - вулканизации:
- вместо вулканизации по полному режиму составных, наиболее сложных по форме частей корпуса (заготовок) в предлагаемом способе заготовки, которые не являются по форме частями корпуса и имеют объем пакета вместе с узлами соединений меньше объема изготовленного оконцевателя, изготавливают из изоляционной низкотемпературной резиновой смеси по неполному режиму, т.е. в течение 50% времени полной вулканизации. Это позволило исключить наиболее трудоемкую операцию шероховки заготовок и одновременно повысить надежность оконцевателя, так как заготовка из резины, в которой полимеризация не закончена, обладает лучшей адгезионной способностью к полимерам, чем полностью свулканизованная резиновая заготовка;
- дополнительно введена обвулканизация средней части токопроводящих стержней изоляционной высокотемпературной резиновой смесью, что позволило создать надежную преграду для воды в случае ее проникновения внутрь изоляционных оболочек между стренгами жил. Надежность преграды создается герметичностью за счет хорошей адгезии резиновой смеси к средней части стержня с выступами и канавками, а также высокими электроизоляционными свойствами используемой для этой цели резиновой смеси.
В отличие от известного способа в предлагаемом существенно уменьшен объем заготовок таким образом, чтобы общий объем пакета заготовок с узлами соединений жил, уложенных в канавки заготовок, был меньше объема готового оконцевателя (без учета объема выходящих из него кабеля и проводов). Это позволило ввести новую операцию обмотки всего пакета заготовок лентами низкотемпературной резиновой смеси 2-х марок: вначале - смесью с высокими электроизоляционными свойствами, а затем - смесью, образующей внешнюю поверхность оконцевателя и обладающей стойкостью к воздействиям агрессивных сред (морской воды с примесью минеральных масел).
Разбивка 3-го этапа вулканизации на 2 подэтапа практически исключает брак в производстве, что в конечном итоге снижает трудоемкость изготовления оконцевателей при большом их количестве, так как при этом полностью исключается трудоемкость исправления бракованных оконцевателей. Авторам не известны технические решения, содержащие признаки, отличающие предлагаемый способ от прототипа, что позволяет считать его соответствующим критерию существенные отличия.
Сущность предлагаемого способа изготовления поясняется чертежом, где изображены на:
фиг. 1 - набор заготовок для оконцевателя,
фиг. 2 - узел соединения жилы кабеля с жилой провода,
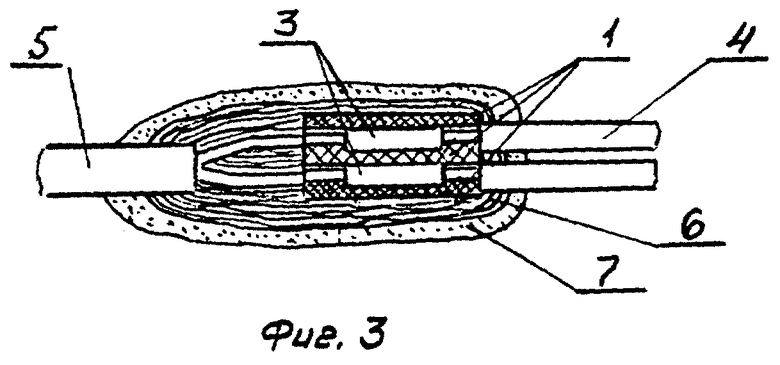
фиг. 3 - пакет из заготовок, обмотанный лентами низкотемпературных резиновых смесей 2-х марок и подготовленный для заключительной вулканизации,
фиг. 4 - готовый оконцеватель с кабелем и проводами.
Изготовление герметичного кабельного оконцевателя производят в следующем порядке.
Вначале в пресс-формах изготавливают заготовки 1 (фиг. 1) из низкотемпературной резиновой смеси с высокими электроизоляционными свойствами, например, марки PCI-HT по ОСТ 5.9574-74.
Вулканизацию заготовок проводят в течение только 50% времени режима полной вулканизации для используемой смеси, т.е. в данном случае в течение 60 - 65 мин при температуре 70 - 80oC. Заготовки по объему изготавливают такими, чтобы объем пакета заготовок с уложенными в них узлами соединений был меньше объема готового оконцевателя. Последнее необходимо, чтобы обеспечить возможность проведения последующей операции обмотки пакета лентами резиновых смесей 2-х марок.
В результате такого режима изготовления заготовки сохраняют форму под действием собственного веса и веса укладываемых затем в них узлов соединений, но одновременно они обладают еще хорошей адгезионной способностью по отношению друг к другу, к резине и материалам элементов, входящих в узлы соединений, а также к листам резиновых смесей, которыми на последующих операциях этот пакет будет обмотан. Хорошая адгезионная способность таких заготовок объясняется тем, что по истечении 65 мин полимеризация резины в заготовках еще не успевает закончиться и благодаря наличию свободных радикалов в молекулах смеси поверхности заготовок (без операции шероховки) хорошо адгезируются к полимерам.
Затем перед пайкой жил токопроводящие стержни 2 (фиг. 2) снабженные в средней части кольцевыми выступами и впадинами, обвулканизовывают высокотемпературной электроизоляционной резиновой смесью, например, марки Ш-1а-8 (С-572), ТУ 38-1051082-76, при этом образуется навулканизованный резиновый массив - адгезионный подслой 3 (фиг. 2).
Чтобы в процессе пайки не повредить адгезионный подслой 3, концы стержней 2 оставляют свободными от навулканизованного массива.
Далее производят поочередно пайку жил проводов 4 и жил 5 кабеля к стержням 2 и укладывают полученные узлы соединения жил в канавки заготовок 1 (фиг. 1). Затем пакет (на фиг. 3 - три заготовки 1 и два ряда узлов соединения жил) вначале обматывают лентами низкотемпературной электроизолирующей резиновой смеси 6, например, марки PCI-HT по ОСТ 5.9574-74, а далее - лентами резиновой смеси 7, стойкой к воздействиям агрессивных сред, преимущественно морской воды с примесями минеральных масел, например, марки ЛТИ-34 по ТУ 38-405.344-77. После этого весь пакет помещают в пресс-форму и вулканизуют при температуре 70 - 80oC в течение 50% времени полной вулканизации всего пакета, т.е. в течение 60 - 65 мин.
Затем открывают пресс-форму, заполняют имеющиеся на поверхности оконцевателя полости и несплошности отрезками листов низкотемпературной резиновой смеси марки ЛТИ-34 и продолжают вулканизацию при температуре 70 - 80oC таким образом, чтобы общее время вулканизации составило 120 - 130 мин. При малом числе жил кабеля и достаточной мощности прессового оборудования для изготовления оконцевателей предлагаемым способом могут быть использованы многоместные пресс-формы. На фиг. 4 - изображен изготовленный оконцеватель.
Технический эффект от использования изобретения заключается в том, что предлагаемый способ изготовления оконцевателей позволяет существенно, более чем в 2 раза, снизить трудоемкость изготовления. При большом числе оконцевателей в составе многоэлементной гидроакустической антенны использование предлагаемого способа дает существенный экономический эффект, примерно 90 - 110 тыс. рублей, при изготовлении только одной антенны, имеющей 250 - 300 оконцевателей. При этом существенно повышается надежность оконцевателей в боевых условиях, когда возможны нарушения целостности шланговых и изоляционных оболочек кабелей и проводов. Применение предлагаемого способа обеспечивает оконцевателям новое качество - возможность работы оконцевателей и антенны с полученными повреждениями за счет создания надежной продольной герметичности оконцевателя и всей линии электрических коммуникаций антенны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150166C1 |
| СПОСОБ ГЕРМЕТИЧНОГО СРАЩИВАНИЯ ЖИЛ КАБЕЛЕЙ В ПОЛИЭТИЛЕНОВОЙ ОБОЛОЧКЕ | 1990 |
|
SU1840234A1 |
| Способ изготовления соединительной колодки | 1975 |
|
SU615559A1 |
| МНОГОЭЛЕМЕНТНАЯ ДВУМЕРНАЯ ДИСКРЕТНАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА | 2001 |
|
RU2217885C2 |
| ЛИНЕЙНЫЙ МОДУЛЬ ГИДРОАКУСТИЧЕСКОЙ АНТЕННЫ | 1999 |
|
RU2167499C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОАКУСТИЧЕСКОГО ЦИЛИНДРИЧЕСКОГО ИЗЛУЧАТЕЛЯ | 1988 |
|
RU2173507C2 |
| Плоский электрический кабель | 1990 |
|
SU1749915A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗИНЕННЫХ РЕЗИСТИВНЫХ ЭЛЕКТРООБОГРЕВАТЕЛЕЙ ДЛЯ МОРСКОЙ ТЕХНИКИ | 2019 |
|
RU2717102C1 |
| КАБЕЛЬНЫЙ ВВОД | 2002 |
|
RU2208856C1 |
| ГИДРОАКУСТИЧЕСКАЯ АНТЕННА | 1998 |
|
RU2166840C2 |


Изобретение относится к гидроакустике, в частности к технологии изготовления герметичных кабельных соединительных узлов, преимущественно выполненных в виде монолитных корпусов из электроизоляционных материалов, в основном резины. Сущность способа изготовления кабельного соединительного узла состоит в том, что каждую пару сращиваемых токопроводящих элементов соединяют с контактным стержнем, на среднюю часть которого предварительно нанесен и вулканизирован слой высокотемпературной резиновой смеси, размещают полученные сростки в резиновом массиве с использованием обмотки лентами электроизоляционной резиновой смеси с последующей вулканизацией, при этом изготавливают из низкотемпературной электроизоляционной резиновой смеси в режиме неполной вулканизации заготовки с канавками, в которые после сращивания токопроводящих элементов укладывают сростки, обмотку полученного пакета осуществляют лентами из низкотемпературной резиновой смеси в два слоя, верхний из которых образован лентами из смеси, стойкой к воздействию агрессивных сред, после чего осуществляют вулканизацию в два этапа: вначале в режиме неполной вулканизации для резиновых смесей, а затем после заполнения несплошностей и вскрытых полостей в резиновом массиве отрезками листов низкотемпературной смеси, стойкой к воздействию агрессивных сред, завершают режим вулканизации, при этом сращивание токопроводящих элементов с контактными стержнями осуществляют пайкой. Технический результат, достигаемый при реализации заявленного способа, состоит в повышении надежности при использовании для изготовления герметичного кабельного соединительного узла с поливинилхлоридной шланговой оболочкой и изоляцией жил из полиэтилена. 4 ил.
Способ изготовления герметичного кабельного соединительного узла, заключающийся в том, что каждую пару сращиваемых токопроводящих элементов соединяют с контактным стержнем, на среднюю часть которого предварительно нанесен и вулканизирован слой высокотемпературной резиновой смеси, размещают полученные сростки в резиновом массиве с использованием обмотки лентами электроизоляционной резиновой смеси с последующей вулканизацией, отличающийся тем, что изготавливают из низкотемпературной электроизоляционной резиновой смеси в режиме неполной вулканизации заготовки с канавками, в которые после сращивания токопроводящих элементов укладывают сростки, обмотку полученного пакета осуществляют лентами из низкотемпературной резиновой смеси в два слоя, верхний из которых образован лентами из смеси, стойкой к воздействию агрессивных сред, после чего осуществляют вулканизацию в два этапа: в начале в режиме неполной вулканизации для резиновых смесей, а затем после заполнения несплошностей и вскрытых полостей в резиновом массиве отрезками листов низкотемпературной смеси, стойкой к воздействию агрессивных сред, завершают режим вулканизации, при этом сращивание токопроводящих элементов с контактными стержнями осуществляют пайкой.
| Способ сращивания многожильных электрических кабелей | 1985 |
|
SU1312670A1 |
