тель 9 связан с подвижным блоком 6, толкатели 10, 11 - с корпусами 13, 14 соответственно направляющих элементов 15, 16. Стопорные винты 17, 18 фиксируют положение корпуса направляющих элементов после настройки на размер. Для осуществления размерного регулирования отжимают стопорные винты 17, 18 и винт 7. Регулирование целесообразно производить
1
Изобретение относится к механической обработке металлов резанием со снятием стружки, а именно к инструментам для обработки отверстий с внутренним подводом смазочно-ох- лаждающей жидкости (СОЖ).
Цель изобретения - повышение точности обработанных отверстий.
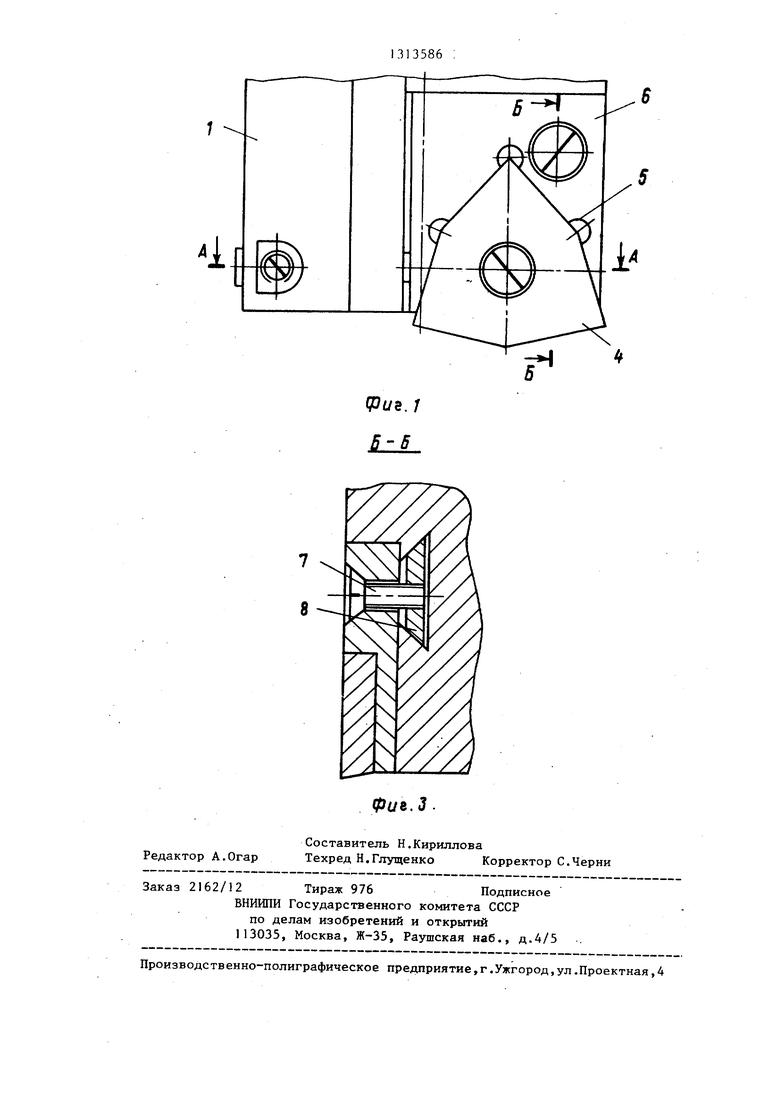
На фиг. показана рабочая часть сверла; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1.
Сверло состоит из корпуса 1 с выполненной на нем стружкоотводной канавкой 2, предназначенной для отвода пульпы (СОЖ со стружкой), образующей- ся в зоне обработки. Б зону обработки СОЖ поступает по каналу 3 в корпусе 1. Многогранная твердосплавная сменная пластина 4 размещена в гнезде 5, выполненном на подвижном блоке 6, фиксируемом винтом 7 и планкой 8. В корпусе 1 расположены три толкателя 9-11, контактирующие с управляющим винтом 12, причем толкатель 9 связан с подвижным блоком 6, а толкатели 10 и 11 - с корпусами 13 и 14 соответственно направляющих элементов 15 и 16. Стопорные винты 17 и I8 фиксируют положение корпусов направляющих элементов после настройки на размер.
Для осуществления размерного регулирования отжимают стопорные винты 17 и 18 и винт 7. Регулирование целесообразно осуществлять при помощи специальной оправки, базирующейся по корпусу 1. Оправка должна иметь прорези под винты 7, 12, 17 и 18. Затем управляющим винтом 12 одновременно перемещают блок со сменной пластиной
13586 :
при помощи специальной оправки, базирующейся по корпусу I. Оправка должна иметь прорези под винты 7, 12, 17, 18. Затем управляющим винтом 12 производят одновременно перемещение блока и направляющих элементов до упора в поверхность оправки. После этого фиксируют положение блока 6 винтом 7, а направляющих элементов 15, 16 винтами 17, 18. 3 ил.
4 и направляющие элементы 15 и 16 до упора в поверхность оправки. После этого фиксируют положение блока 6 винтом 7, а направляющих элементов
15 и 16 - винтами 17 и 18.
Размерное регулирование сверла путем одновременного изменения вылета сменной пластины и направляющих элементов позволяет значительно повысить точность обработанных отверстий за счет устранения дополнительных сил, возникающих от несоосности оси вращения (заготовки, либо сверла) и оси цилиндра, образующего производящий диаметр. Отсутствие дополнительных сил позволяет более точно выполнить кондукторную втулку, что повышает качество обработанных отверстий. Применение сменного подвижного блока,
на котором установлена сменная пластина, обеспечивает повышение стойкости корпуса сверла, а также позво- , ляет применять различные сменные пластины при одном и том же корпусе, реализуя при этом различные схемы резания при сверлении.
Формула изобретения
Сверло, на-корпусе которого расположены направляющие элементы с ме- ханизмами изменения их вьшета и сменная твердосплавная пластина, отличающееся тем, что, с
целью повышения точности обработанных отверстий, оно снабжено установленным в корпусе механизмом регулирования вылета С1 1енной твердосплавной пластины, кинематически связанным с механизмом регулирования вылета направляющих элементов.
fpus.r В 6
Редактор А.Огар
Составитель Н.Кириллова
Техред Н.Глущенко Корректор С.Черни
Заказ 2162/12 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5 ..
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
Фив.З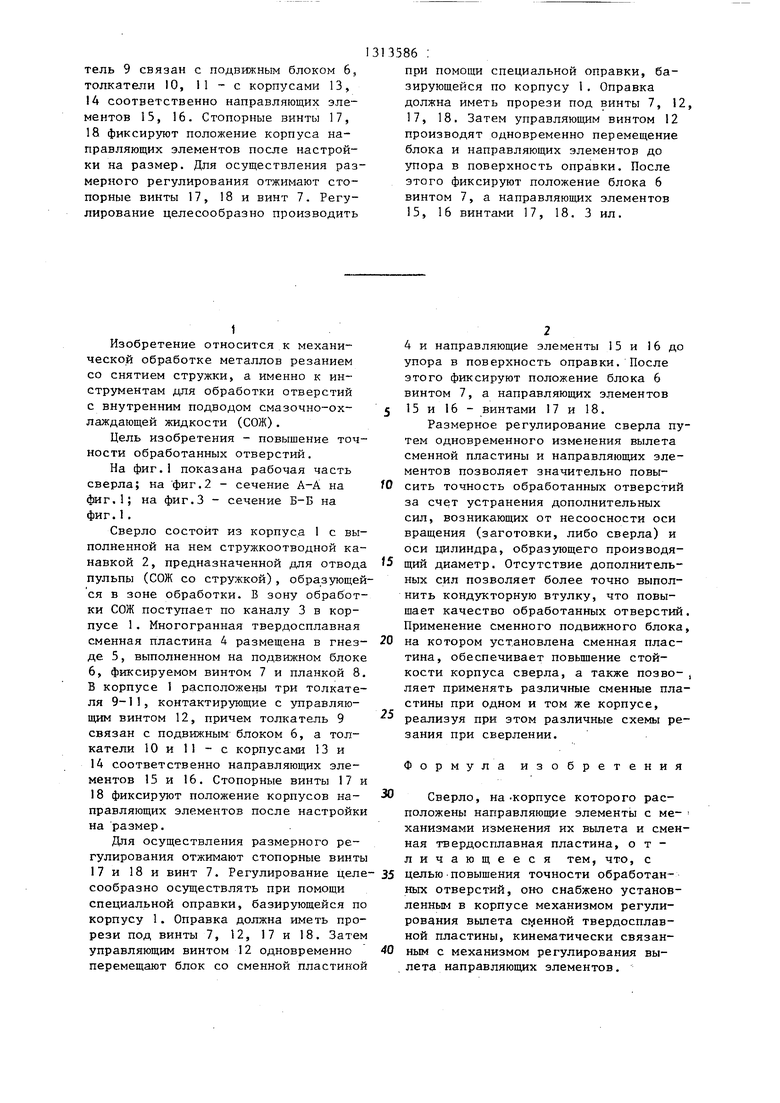
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛИЛЬНАЯ ГОЛОВКА | 1991 |
|
RU2090315C1 |
| Одностороннее сверло для глубокого сверления | 1981 |
|
SU1063543A1 |
| Сборное комбинированное сверло | 1990 |
|
SU1808509A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| СВЕРЛО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2166412C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088383C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И МОДУЛЬНАЯ СИСТЕМА И ДЕРЖАТЕЛЬ | 2009 |
|
RU2463131C1 |
| Расточная оправка | 1975 |
|
SU747622A1 |

| Одностороннее сверло для глубокого сверления | 1981 |
|
SU1063543A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
