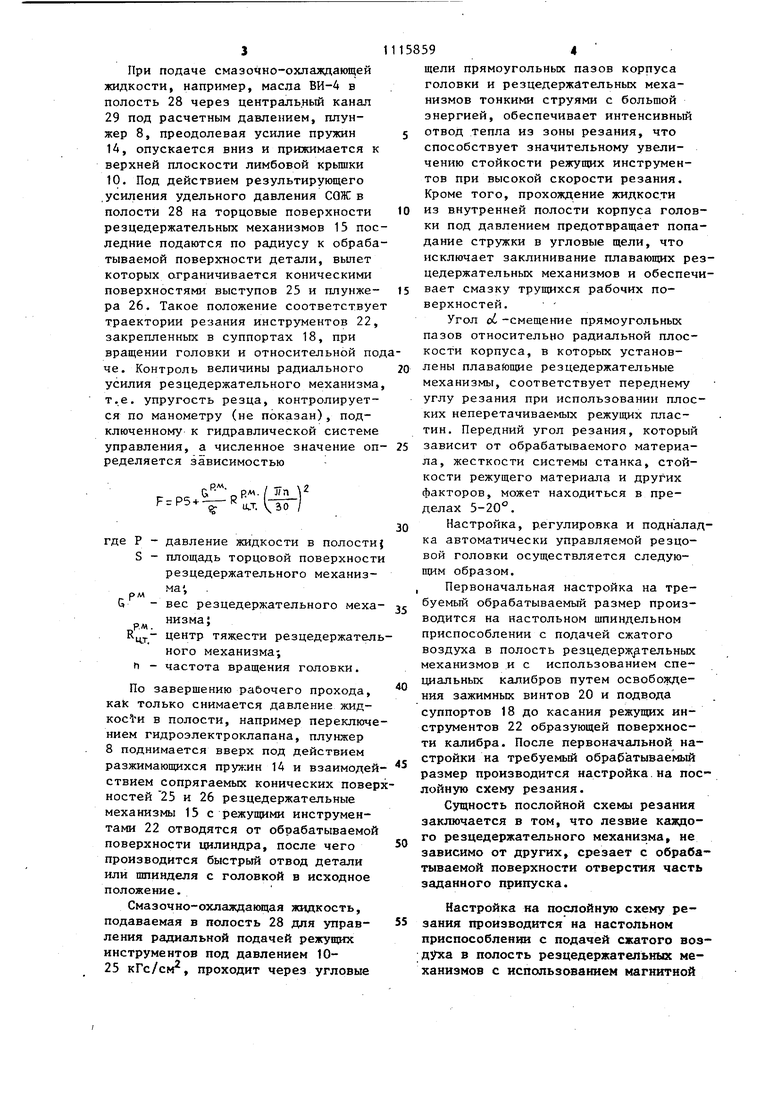
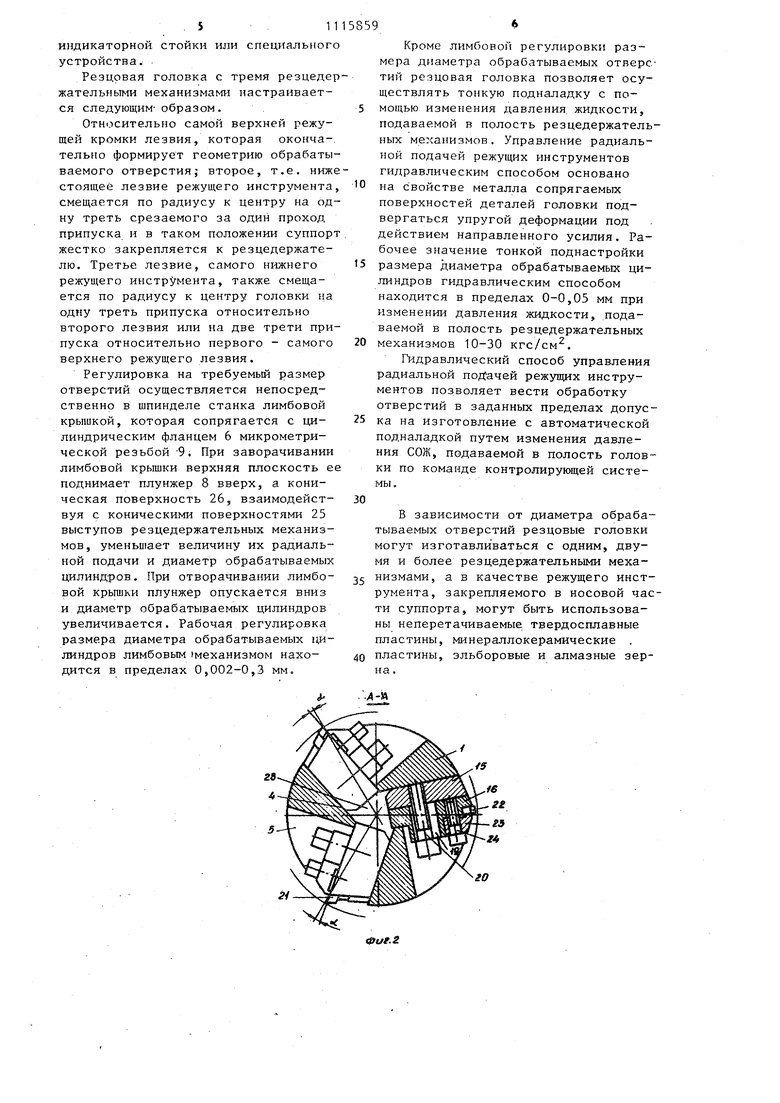
. . 1 Изобретение относится к обработ ке материалов резанием и может быть использовано для растачивания отверстий. Известна -резцовая головка, в кор пусе которой выполнены пазы для ус тановки плаваю1цих резцедержателей и центральный канал для подвода СОЖ, воздействующей на резцедержатели и перемещающей их 1 . Известная конструкция характери зуется невозможность размерного регулирования режулщх. элементов. Кроме того, нет возможности безрисочного вывода инструмента из обра ботанного отверстия. I Целью изобретения является расш рение технологических возможностей головки. Поставленная цель достигается тем, что в автоматически управляемой резцовой головке, в корпусе которой вьтолнены пазы для установ ки плавающих резцедержателей и центральный канал для подвода СОЖ, воздействующей на резцедержатели и перемещающей их, головка снабжен плунжером с конической расточкой и лимбот, установленным на микрометрической резьбе, выполненной на корпусе, с возможностью взаимодействия с тыпьной .частью плунжера, причем между лимбом и тыльной частью плунжера размещена пружина, введенная в корпус, а резцедержате ли установлены с возможностью взаи модействия с упомянутой расточкой плунжера посредством выполненных на них наклонных выступов. На фиг. 1 изображена автоматически управляемая резцовая головка общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - автоматически управляемая резцовая толовка при подаче СОЖ. Автоматически управляемая резцо вая головка содержит корпус 1 с коническим хвостовиком 2 и с крепежной резьбой 3, в котором выполнены открытые прямоугольные пазы А имеющие боковую проточку 5. Прямоугольные пазы А расположены со сме щением относительно радиальной пло кости корпуса на угол d. в противоположную сторону вращения головки. С нижней стороны открытые прямоуго ные пазы 4 зякоываются тооповой пл костью цилиндрического фланца 6, 92 жестко закрепляюп(егося к корпусу винтами 7. Фланец 6 имеет внутреннее цилиндрическое отверстие, в котором установлен плунжер с возможностью свободного движения в осевом направлении, а на наружной цилиндрической поверхности - микрометрическую резьбу 9, сопрягающуюся с внутренней резьбой лимбовой крьппки 10. Для надежного фиксирования в строго определенном положении, и предотвращения самоотворачивания при работе лимбовая крышка 10 фиксируется стопорными винтами 11, установленными в нижней стенке и упирающимися при затягивании в плоское кольцо 12, Между нижней плоскостью плунжера 8 и верхней плоскостью лимбовой крышки 10 в гнездах 13 расположены пружины 14, работаюпще на разжатие. В прямоугольных пазах 4 установлены плавающие в радиальном направлении резцедержательные механизмы 15, каждый из которых состоит из корпуса с направляющим пазом 165 а в нижней части с выступом 17. В направляющих пазах 16 установлены суппорты 18 с продолговатыми отверстиями 19, через которые проходят зажимные винты 20. В носовой части суппорта 18 установлена пластина 21 с одним или несколькими режущими инструментами 22, например эльбора, которые закрепляются прижимной колодкой 23 и винтом 24. Выступы 17 резцедержательных механизмов сопрягаются с плунжером 8 наружной конической поверхностью 25 и внутренней конической поверхностью 26. При установке в щпиндель станка головка центрируется коническим хвостовиком 2, закрепляется резьбовым соединением 3 и контргайкой 27, в результате чего полость торцовых поверхностей резцедержательных механизмов 28 через центральный канал 29 соединяется с гидравлической системой управления. Автоматически управляемая головка работает следующим образом, В исходном положении сопрягаемыми поверхностями 25 выступов 17 и 26 плунжера 8, подпружиненного со стороны верхней плоскости лимбовой крьпвки 10, резцедержательные механизмы 15 с инструментами 22 отведены от обрабатываемой поверхности детали к центру головки. 3 При подаче смаэочно-охлаждающей жидкости, например, масла ВИ-4 в полость 28 через центральный канал 29 под расчетным давлением, плунжер 8, преодолевая усилие пружин 14, опускается вниз и прижимается к верхней плоскости лимбовой крьшки 10. Под действием результирующего .усиления удельного давления СОК в полости 28 на торцовые поверхности резцедержательных механизмов 15 по ледние подаются по радиусу к обраба тываемой поверхности детали, вылет которых ограничивается коническими поверхностями выступов 25 и плунже ра 26. Такое положение соответству траектории резания инструментов 22 закрепленных в суппортах 18, при вращении головки и относительной п че. Контроль величины радиального усилия резцедержательного механизма т.е. упругость резца, контролируется по манометру (не показан), подключенному к гидравлической системе управления, а численное значение оп ределяется зависимостью рз.: где Р - давление жидкости в полости S - площадь торцовой поверхност резцедержательного механизма- вес резцедержательного меха низма: Кщ.- центр тяжести резцедержател ного механизма; 1 - частота вращения головки. По завершению рабочего прохода, как только снимается давление жидкос и в полости, например переключ нием гидроэлектроклапана, плунжер 8 поднимается вверх под действием разжимающихся пруз};ин 14 и взаимоде ствием сопрягаемых конических пове ностей 25 и 26 резцедержательные механизмы 13 с режущими инструментами 22 отводятся от обрабатываемо поверхности цилиндра, после чего производится быстрый отвод детали или шпинделя с головкой в исходное положение. Смазочно-охлаждающая лотдкость, подаваемая в полость 28 для управления радиальной подачей режущих инструментов под давлением 1025 кГс/см, проходит через угловые 594 щели прямоугольных пазов корпуса головки и резцедержательных механизмов тонкими струями с большой энергией, обеспечивает интенсивный отвод тепла из зоны резания, что способствует значительному увеличению стойкости режущих инструментов при высокой скорости резания, Кроме того, прохождение жидкости из внутренней полости корпуса головки под давлением предотвращает попадание стружки в угловые щели, что исключает заклинивание плавающих резцедержательных механизмов и обеспечивает смазку трущихся рабочих поверхностей. Угол оС -смещение прямоугольных пазов относительно радиальной плоскости корпуса, в которых установлены плавайщие резцедержательные механизмы, соответствует переднему углу резания при использовании плоских неперетачиваемых режущих пластин. Передний угол резания, который зависит от обрабатываемого материала, жесткости системы станка, стойкости режущего материала и других факторов, может находиться в пределах 5-20. Настройка, регулировка и подналадка автоматически управляемой резцовой головки осуществляется следуюпщм образом. Первоначальная настройка на требуемый обрабатываемый размер производится на настольном шпиндельном приспособлении с подачей сжатого воздуха в полость резцедержательных механизмов и с использованием специальных калибров путем освобождения зажимных винтов 20 и подвода суппортов 18 до касания режущих инструментов 22 образующей поверхности калибра. После первоначальной настройки на требуемый обрабатываемый размер производится настройка.на послойную схему резания. Сущность послойной схемы резания заключается в том, что лезвие каядого резцедержательного механизма, не зависимо от других, срезает с обрабатываемой поверхности отверстия часть заданного припуска. Настройка на послойную схему резания производится на настольном приспособлении с подачей сжатого воздуха в полость резцедержателькых механизмов с использованием магнитной .5 . I индикаторной стойки или специального устройства. Резцовая головка с тремя резцедер жательными механизмами настраивается следующим- образом. Относительно самой верхней режущей кромки лезвия, которая окончательно формирует геометрию обрабаты ваемого отверстия; второе, т.е. ниж стоящее лезвие режущего инструмента смещается по радиусу к центру на од ну треть срезаемого за один проход припуска и в таком положении суппор жестко закрепляется к резцедержателю. Третье лезвие, самого нижнего режущего инструмента, также смещается по радиусу к центру головки на одну треть припуска относительно второго лезвия или на две трети при пуска относительно первого - самого верхнего режущего лезвия. Регулировка на требуемый размер отверстий осуществляется непосредственно в шпинделе станка лимбовой крышкой, которая сопрягается с цилиндрическим фланцем 6 микрометрической резьбой -9. При заворачивании лимбовой крышки верхняя плоскость е поднимает плунжер 8 вверх, а коническая поверхность 26, взаимодействуя с коническими поверхностями 25 выступов резцедержательных механизмов, уменьшает величину их радиальной подачи и диаметр обрабатываемых цилиндров. При отворачивании лимбовой крьшки плунжер опускается вниз и диаметр обрабатываемых цилиндров увеличивается. Рабочая регулировка размера диаметра обрабатываемых цилиндров лимбовым (механизмом находится в пределах 0,002-0,3 мм.
21
..Д-Й
13
10 Кроме лимбовой регулировки размера диаметра обрабатываемых отверстий резцовая головка позволяет осуществлять тонкую подналадку с помощью изменения давления жидкости, подаваемой в полость резцедержательных механизмов. Управление радиальной подачей режущих инструментов гидравлическим способом основано на свойстве металла сопрягаемых поверхностей деталей головки подвергаться упругой деформации под действием направленного усилия. Рабочее значение тонкой поднастройки размера диаметра обрабатываемых цилиндров гидравлическим способом находится в пределах 0-0,05 мм при изменении давления жидкости, .подаваемой в полость резцедержательных механизмов 10-30 кгс/см. Гидравлический способ управления радиальной подачей режущих инструментов позволяет вести обработку отверстий в заданных пределах допуска на изготовление с автоматической подналадкой путем изменения давления СОЖ, подаваемой в полость головки по команде контролирующей системы. , В зависимости от диаметра обраба-тываемых отверстий резцовые головки могут изготавливаться с одним, двумя и более резцедержательными механизмами, а в качестве режущего инструмента, закрепляемого в носовой части суппорта, могут быть использованы неперетачиваемые твердосплавные пластины, минераллокерамические . пластины, эльборовые и алмазные зерна.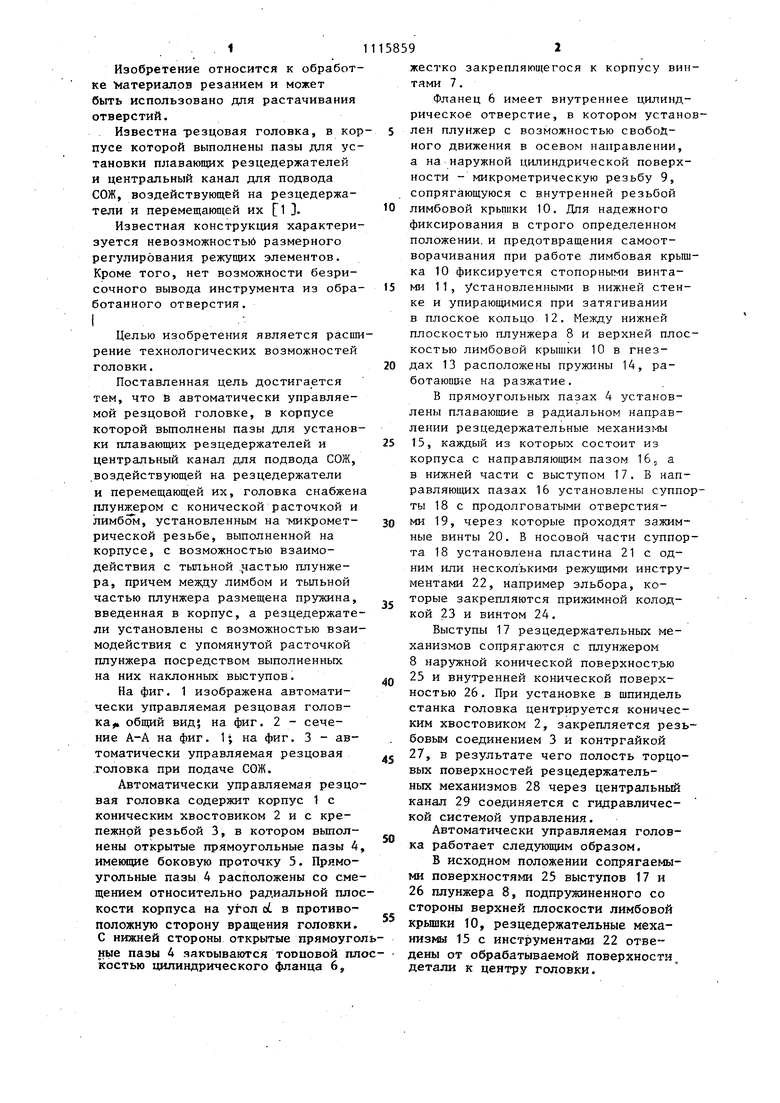
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИ УПРАВЛЯЕМАЯ РЕЗЦОВАЯ ГОЛОВКА | 1993 |
|
RU2113944C1 |
| Автоматическая резцовая головка | 1990 |
|
SU1743709A1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2017 |
|
RU2675440C1 |
| ПРЕРЫВИСТЫЙ ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2304039C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| Устройство для автоподналадки инструмента | 1987 |
|
SU1444131A2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Устройство для автоподналадкииНСТРуМЕНТА | 1979 |
|
SU806369A1 |
АВТОМАТИЧЕСКИ УПРАВЛЯЕМАЯ РЕЗЦОВАЯ ГОЛОВКА, в корпусе которой выполнены пазы для установки плаваю щих резцедержателей и центральный канал для подвода СОЖ, воздействующей на резцедержатели и перемещающей их, отличающаяся тем, что, с целью расширения технологических возможностей, головка снабжена плунжером с конической расточкой и лимбом, установленным на микрометрической резьбе, вьтолненной на корпусе, с возможностью взаимодействия с тьшьной частью плунжера, причем между лимбом и тьшьной частью плушчера размещена пружина, введенная в корпус, а резцедержатели установлены с возможностью взаимодействия с упомянутой расточкой плунжера посредством выполненных на них наклонных выступов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РАСТОЧНАЯ ГОЛОВКА ДЛЯ РАСТОЧКИ ТРУБ | 0 |
|
SU222124A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
