нитному порошку за счет непрерывного изменения магнитного поля в рабочем зазоре. Это обеспечивается выполнением магнитной системы устройства, включающей установленную с возможностью осевого перемещения магнитную головку 1 и ротор. Кольцевая рабочая зона на торце магнитной головки-1 образована установленными на концентрических окружностях электромагнитами 4, подключенными к блоку питания с обеспечением чередования их полюсов по окружностям и в радиальном направлении. Ротор, размещенный соосно с
1
Изобретение относится к станкостроению и может быть использовано для обработки пластин для радиоэлектронной промьшшенности, при производстве полупроводниковых приборов и больших интегральных схем.
Целью изобретения является повышение эффективности и качества обработки полупроводниковых пластин путе задания сложного неориентированного .движения ферромагнитному порошку для одновременной обработки плоскости и периферийных граней пластин при исключении динамического воздействия на пластины за счет непрерывного из- менения магнитного поля в рабочем зазоре, обеспечиваемого выполнением магнитной системы, ,
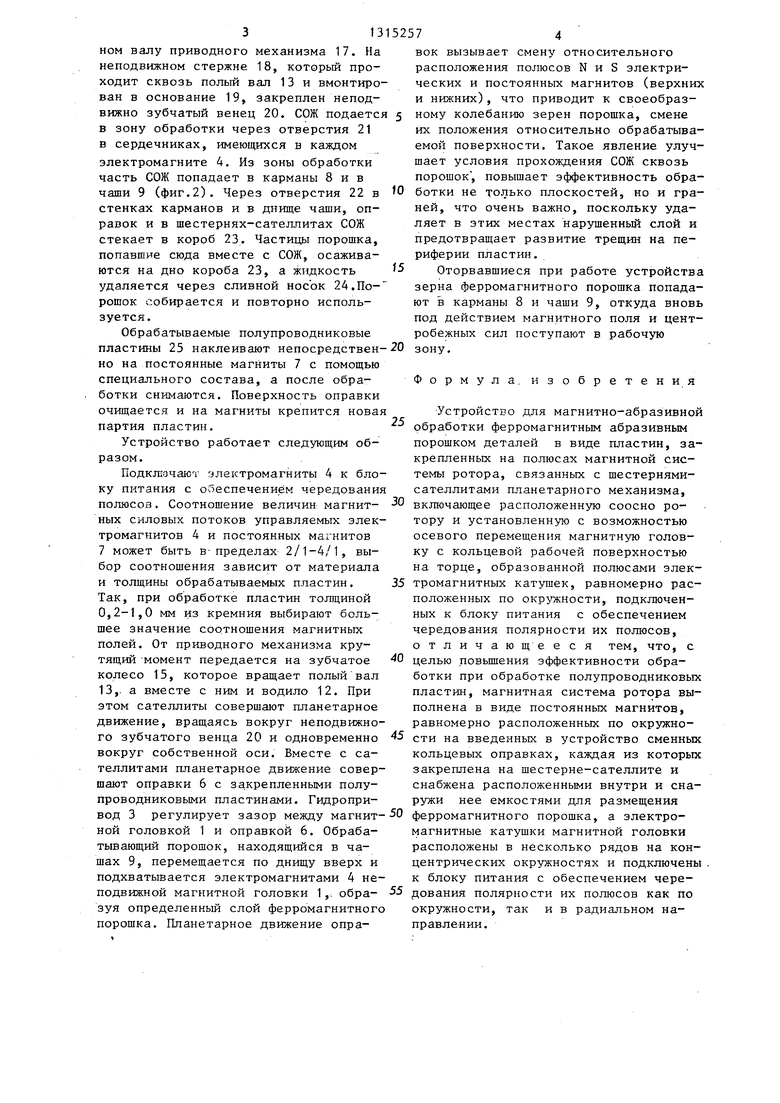
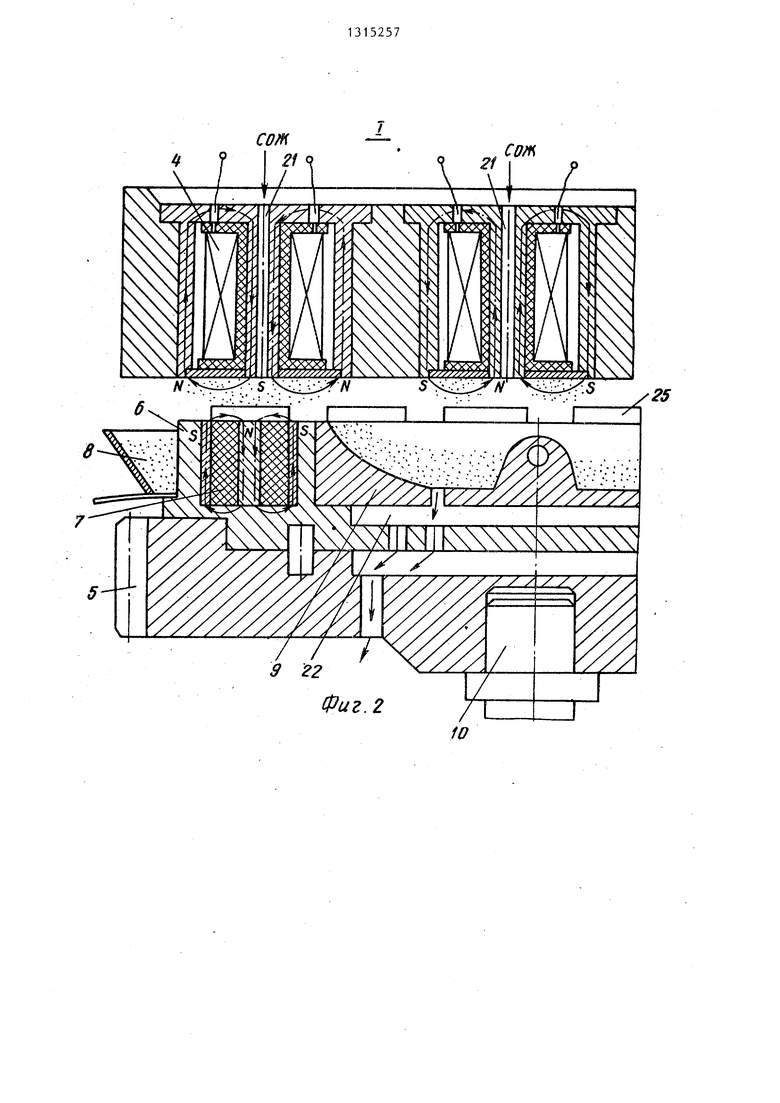
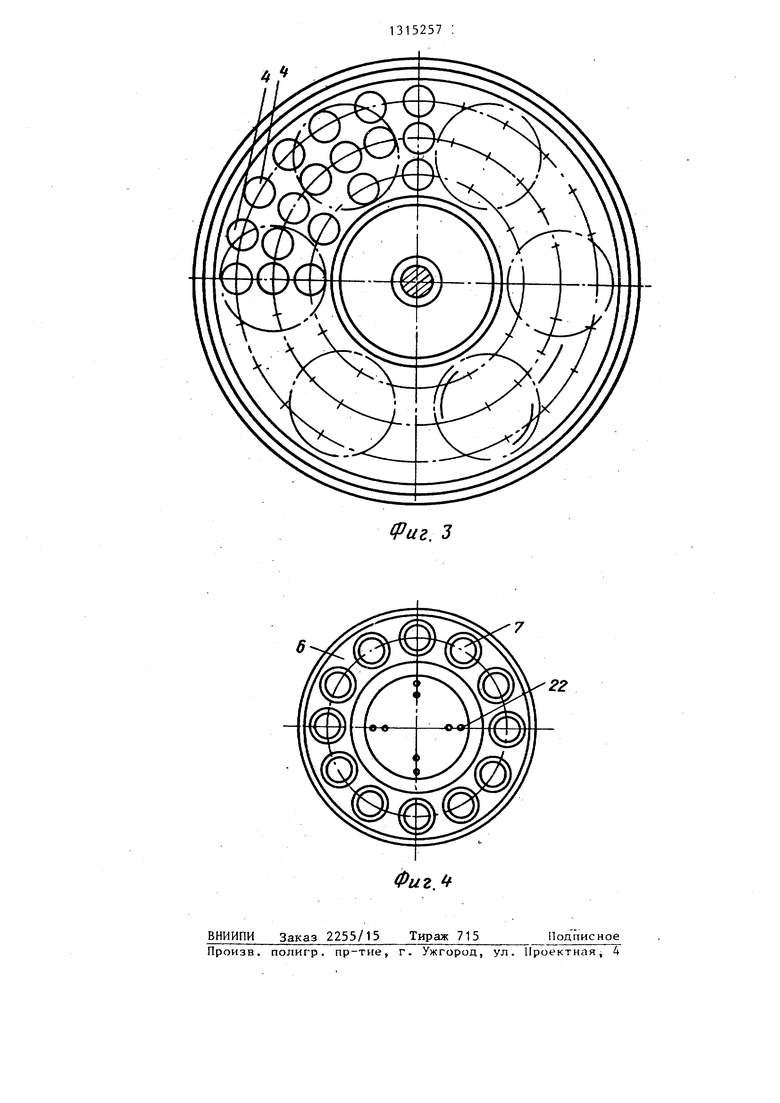
На фиг,1 показано предлагаемое устройство, общий вид, в разрезе; на фиг,2 - узел I на фиг.1; на фиг.З - рабочая зона магнитной головки; на фиг,4 - кольцевая оправка с расположенными на ней постоянными магнитами
Устройство для магнитно-абразив- ной обработки полупроводниковых пластин содержит магнитную головку 1, закрепленную на штоке 2 гидропривода 3, На кольцевой рабочей поверхности магнитной головки 1 электромагниты 4 расположены по концентрическим окружностям (фиг,3). Каждый электромагнит 4 выполнен в виде катушки, смонтированной в Стакане с сердечником. Стакан и сердечник выполнены из матери15257
магнитной головкой, выполнен в виде планетарного механизма, на шестернях-сателлитах 5 которого закреплены сменные кольцевые оправки 6 с расположенными по окружности постоянными магнитами 7. На магниты 7 налслеивают- ся специальным составом обрабатываемые полупроводниковые пластины. Каждая из оправок 6 снабжена емкостями для размещения металлизированного абразивного порошка (например, алмазного) перед обработкой и сбора и подачи его в рабочую зону в процессе обработки. 4 ил.
ала с хорошей магнитной проницаемостью, а магнитная головка 1 - из немагнитного материала, например алюминиевого сплава. Электромагниты 4 подключены к блоку питания (не показан) так, что их полюса N и S чередуются как по окружности, так и в радиальном направлении.
Устройство содержит также ротор, установленный соосно с магнитной головкой 1 и выполненный в виде планетарного механизма, на шестернях-сателлитах 5 которого закреплены сменные кольцевые немагнитные оправки 6, несущие равномерно расположенные по окружности постоянные магниты 7, на- пример ферритовые кольца, установленные в стальной гильзе и снабженные стальным сердечником. Каждая из оправок 6 охвачена карманом 8, а в ее полости установлена чаша 9 со сферическим или конусообразньм дном, которые, перед установкой заполняются ферромагнитным порошком - металлизированным абразивным порошком (например, алмазным). Оправки 6 фиксируютс штифтами на шестернях-сателлитах 5, которые своими полуосями 10 посажены в подшипники 11, установленные на во дилах 12. Последние закреплены на полом валу 13, который удерживается подшипниками 14. Снизу на полом валу 13 закреплено зубчатое колесо 15, входящее в зацепление с конической шестерней 16, установленной на выход313
ном валу приводного механизма 17. На неподвижном стержне 18, который проходит сквозь полый вал 13 и вмонтирован в основание 19, закреплен неподвижно зубчатый венец 20. СОЖ подается в зону обработки через отверстия 21 в сердечниках, имеющихся в каждом электромагните 4. Из зоны обработки часть СОЖ попадает в карманы 8 и в чаши 9 (фиг.2). Через отверстия 22 в стенках карманов и в днище чаши, оправок и в шестернях-сателлитах СОЖ стекает в короб 23. Частицы порошка, попавшие сюда вместе с СОЖ, осаживаются на дно короба 23, а жидкость удаляется через сливной носок 24.По- рошок собирается и повторно используется.
Обрабатываемые полупроводниковые пластины 25 наклеивают непосредственно на постоянные магниты 7 с помощью специального состава, а после обработки снимаются. Поверхность оправки очищается и на магниты крепится новая партия пластин.
Устройство работает следующим образом.
Подключают электромагниты 4 к блоку питания с обеспечением чередования полюсов. Соотношение величин магнитных силовых потоков управляемых электромагнитов 4 и постоянных магнитов 7 может быть в пределах 2/1-4/1, выбор соотношения зависит от материала и толщины обрабатываемых пластин. Так, при обработке пластин толщиной 0,2-1,0 мм из кремния выбирают большее значение соотношения магнитных полей. От приводного механизма крутящий -момент передается на зубчатое колесо 15, которое вращает полый вал 13,. а вместе с ним и водило 12. При этом сателлиты совершают планетарное движение, вращаясь вокруг неподвижного зубчатого венца 20 и одновременно вокруг собственной оси. Вместе с сателлитами планетарное движение совершают оправки 6 с закрепленными полупроводниковыми пластинами. Гидропривод 3 регулирует зазор между магнитной головкой 1 и оправкой 6. Обрабатывающий порошок, находящийся в чашах 9, перемещается по днищу вверх и подхватывается электромагнитами 4 неподвижной магнитной головки 1,. образуя определенный слой ферромагнитного порошка. Планетарное движение опра74
вок вызывает смену относительного расположения полюсов N и S электрических и постоянных магнитов (верхних и нижних), что приводит к своеобразному колебанию зерен порошка, смене их положения относительно обрабатываемой поверхности. Такое явление улучшает условия прохождения СОЖ сквозь порошок , повышает эффективность обработки не только плоскостей, но и граней, что очень важно, поскольку удаляет в этих местах нарушенный слой и предотвращает развитие трещин на периферии пластин.
Оторвавшиеся при работе устройства зерна ферромагнитного порошка попадают в карманы 8 и чаши 9, откуда вновь под действием магнитного поля и центробежных сил поступают в рабочую
зону.
Формула, изобретен и я
Устройство для магнитно-абразивной
обработки ферромагнитньм абразивным порошком деталей в виде пластин, закрепленных на полюсах магнитной системы ротора, связанных с шестернями- сателлитами планетарного механизма,
включающее расположенную соосно ротору и установленную с возможностью осевого перемещения магнитную головку с кольцевой рабочей поверхностью на торце, образованной полюсами электромагнитных катушек, равномерно расположенных по окружности, подключенных к блоку питания с обеспечением чередования полярности их полюсов, отличающееся тем, что, с
целью повьшгения эффективности обработки при обработке полупроводниковых пластин, магнитная система ротора выполнена в виде постоянных магнитов, равномерно расположенных по окружности на введенных в устройство сменных кольцевых оправках, каждая из которых закреплена на шестерне-сателлите и снабжена расположенными внутри и снаружи нее емкостями для размещения
ферромагнитного порошка, а электромагнитные катушки магнитной головки расположены в несколько рядов на концентрических окружностях и подключены к блоку питания с обеспечением чередования полярности их полюсов как по окружности, так и в радиальном направлении.
СОП(
/25
(риг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСКОЛЛЕКТОРНЫЙ СИНХРОННЫЙ ГЕНЕРАТОР С ПОСТОЯННЫМИ МАГНИТАМИ | 2018 |
|
RU2687964C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА (ВАРИАНТЫ) | 2005 |
|
RU2313885C2 |
| ПЕРФУЗИОННЫЙ НАСОС ПУЛЬСИРУЮЩЕГО ДЕЙСТВИЯ | 2000 |
|
RU2183289C2 |
| Торцевой электродвигатель с функцией генератора, содержащий постоянные магниты | 2022 |
|
RU2802342C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА (ВАРИАНТЫ) | 2005 |
|
RU2313884C2 |
| МОТОР-РЕДУКТОР С ИНТЕГРИРОВАННЫМ ПРЕЦЕССИРУЮЩИМ ЗУБЧАТЫМ КОЛЕСОМ (ВАРИАНТЫ) | 2013 |
|
RU2538478C1 |
| ДВИГАТЕЛЬ НА ПОСТОЯННЫХ МАГНИТАХ | 2016 |
|
RU2699246C1 |
| ЭЛЕКТРОДВИГАТЕЛЬ ГОРНОРУДНОЙ МЕЛЬНИЦЫ СИСТЕМЫ ПРЯМОГО ПРИВОДА | 2010 |
|
RU2417505C1 |
| СПОСОБ ЦЕНТРОБЕЖНО-ВИХРЕВОЙ ОБРАБОТКИ СЫРЬЯ И АППАРАТ ЦЕНТРОБЕЖНО-ВИХРЕВОЙ | 2017 |
|
RU2653021C1 |
| Роторный станок для магнитно-абразивной обработки | 1975 |
|
SU753615A1 |
Изобретение относится к области станкостроения и может быть исполь - зовано при обработке полупроводниковых пластин. Целью изобретения является повышение эффективности и качества обработки путем задания сложного неориентированного движения ферромагIt (Л 19 Х i Ц Л f TJ 
Подписное
ВНИИПИ Заказ 2255/15 Тираж 715jujuim- jtuc
Произв. полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Фиг
Подписное
ujuim- jtuc
| Роторный станок для магнитно-абразивной обработки | 1975 |
|
SU753615A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
