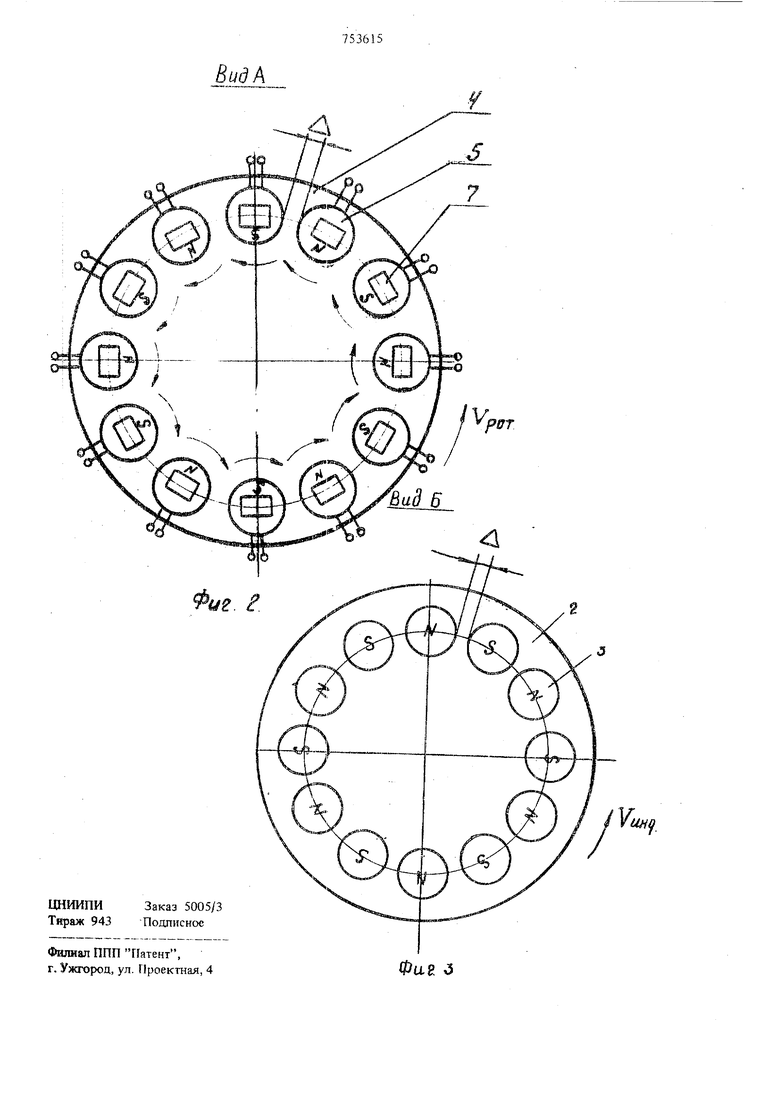
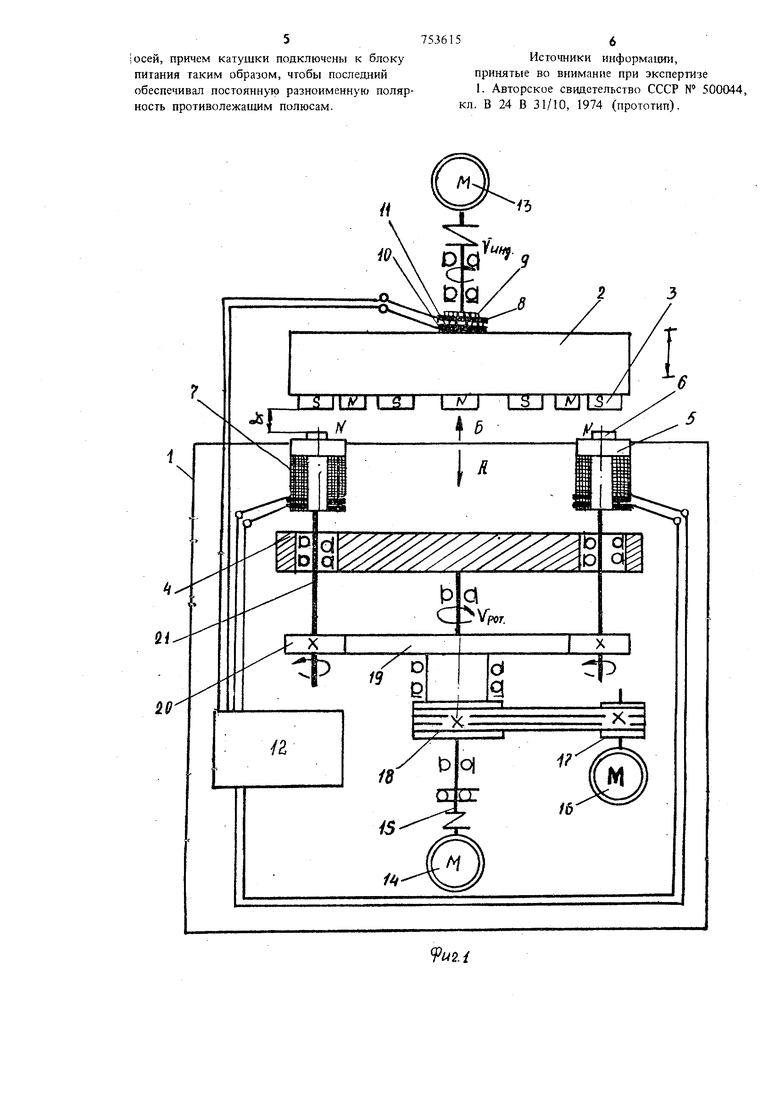
Изобретение относится к чистовой обработке изделий в магнитном поле ферромагаитными порошками с абразивными свойствами и быть применено во многих отраслях промышлен ности, в частности в машиностроении при чистовой обработке изделий из магнитных и немагнитных Материалов, HanpitMep для полирования плоских поверхностей изделий. Известен станок для магаитно-абразивной обработки изделий, кинематически связанных с приводами рабочих движений и расположенны на полюсах сердечников электромагнитных катушек ротора между четным количеством обращешш1Х друг к другу полюсов чередующей ся полярности ротора и индуктора, подключенных к блоку питания 1. Однако известный етанок позволяет обрабатывать изделия только из немагнитных материалов и не пригоден для обработки магнитных, так как они являются для обоих магнитопроводов данного устройства магаитным шунтом, т.е. магнитный поток каждого полюса магнитопровода замыкается на смежный полюс этого же магнитопровода через обрабатываемое изделие. Кроме того, данный станок не обеспечивает равномерной обработки всей поверхности и высокой nictoTbi, так как зерна порошка обрабатывают поверхность изделия только в зоне разноименных полюсов, а в зоне одноиме1шых обработка отсутствует. В каждый момент времени обрабатывается только половина поверхности изделия и ввиду одного кругового движения зерен (при отсутствии осщшляции изделия или порошка) не обеспечивается сложная траектория движения зерен. Целью изобретения является устранение перечисленных недостатков. Цель достигается тем, что электромагнитные катушки ротора в количестве, равном числу полюсов индуктора, расположены равномерно по окружности ротора друг относительно друга на расстоянии, превышающем величину рабочего зазора, и установлены на валах с возможностью вращения, причем катушки подключены к блоку питания таким образом, чтобы последний обеспечивал постоянную разноименную полярность противолежаш.им полюсам. На фиг. I показана кинематическая схема станка; на фиг. 2 - ротор с изделиями; на фиг. 3 - магнитньЕЙ индуктор. Магнитно-абразивный роторный станок для обработки плоских поверхностей состоит из стсшины 1, представляющей собой сварную конструкцию, на которой смонтированы магнитная система и приводы. Магаитная система включает в себя магнитный индуктор 2, представляющий собой электромагнит с четным количеством псшюсов ;J с неизменной чередующейся полярностью и : ротор 4, на торце которого по окружности рас : положены, несущие на полюсах 5 сердешиков обрабатываемые изделия 6, электромагнитные катушки 7, количество которых равно числу полюсов индуктора, подключенного через токосъемные кольца 8 и 9 и щетки 10 и 11 к блоку питания 12. Вращение и вертикальное перемещение магнитного индуктора осуществляется от электродвигателя 13. Вращение ротора осуществляется от электро двигателя 14 через вал 15. Вращение полюсов с закрепленными на них деталями осуществляется от электродвигателя 16 с помощью клино ременной передачи через щкивы 17 и 18, центральную щестерню 19, закрепленную на шкиве, щестерни 20 и валы 21 из немагнитног Материала. Станок работает следующим образом. На катушки магнитного индуктора 2 и катушки 6 электромагнитов ротора 4 подается напряжение от блока питания 12, в зазоре между противолежащими парами полюсов 3 и 5 индуктора и электромагнитов ротора наводится постоянное магнитное поле заданной Напряженности. Затем включаются элект эодвигатели 13, 14 и 16, сообщающие магнитному индуктору 2 с полюсами 3 вертикальное установочное перемещение на рабочий зазор S который выбирается из условий обеспечения оптималып)1х режимов, обработки, и вращение Ротору 4 вращение через вал 15 вместе с пол сами 5 и закрепленными на них изделиями 7, которые, в свою очередь, получают вращение вокруг собственной оси через щкивы 17 и клиноременной передачи, центральную щестерню 19, шестерни 20 и валы 21, таким образом изделие совершает сложно-плоское движение вращение вокруг собственной оси и вращение по кругу. Вращение 1гндуктора 2 и ротора 4 осуществ ется со скоростями, отличными друг от друга, причем Vpo7 инд целью поЛ)Д1екия на обрабатываемой поверхности необходимой сетки следов обработки и исключения вы броса режу1цих зерен порошка из рабочего зазора. 7 4 При включении катушек иьщуктора 2 и катушек 6 электромагнитов ротора 4 образуется магнитное поле в рабочем зазоре S , в котором режущие частицы (зерна порошка) ориентируются своей большей осью вдоль магнитных силовых линий и прижимаются своими острыми кромками к обрабатываемой поверхности. При относительном перемещении магнитного индуктора 2 и полюсов 5 и электромагнитов ротора 4 режущие частицы осуществляют обработку поверхности деталей 6. При вращении индуктора 2 и ротора 4 предусматривается неизменное чередование полярности полюсов 3 индуктора 2 и переключение полярности полюсов 5 электромагнитов ротора 4 таким образом, чтобы каждая противолежащая пара полюсов 3 и 5 индуктора 2 и ротора 4 имела разноименную полярность (N -били 5 - N ), что позволяет повысить производительность процесса обработки, улучщить качество обработки плоских поверхностей и устранить засаливание ферромагнитных изделий за счет их периодического перемагничивания. Синхронное изменение полярности полюсов 5 электромагнитов ротора 4 в зависимости от полярности полюсов 3 индуктора 2 осуществляется с помощью блока 12 питания. Кроме того, необходимо, чтобы зазор между противолежащими парами полюсов индуктора 2 и ротора 4 был меньше расстояния между смежными полюсами индуктора и ротора, т.е. д так как при этом условии магнитный поток проходит через рабочий зазор на деталь. Предлагаемое устройство обеспешвает интенсивную, равномерную и стабильную обработку поверхностей магнитных и немагнитных изделий. Формула изобретения Роторный станок для магнитно-абразивной обработки изделий, кинематически связанных с приводами рабочих движений и расположенных на полюсах сердечников электромагнитных катущек потока между четным количеством обращенных друг к другу полюсов чередующейся полярности ротора и индуктора, подключеннь Х к блоку питания, отличающийся тем, что, с целью обеспечения равномерной и стабильной обработки изделий, электромагнитные катушки ротора в количестве, равном числу полюсов индуктора, расположены равномерно по окружности ротора друг относительно друга на расстоянии, превышающем величину рабочего зазора, и установлены с возможностью вращения вокруг собственных
57536156
iocefl, причем катушки подключены к блокуИстотаики информации,
питания таким образом, чтобы последнийпринятые во внимание при экспертизе
обеспечивал постоянную разноименную поляр- Авторское свидетельство СССР N 500044,
кость противолежащим полюсам.кл. В 24 В 31/10, 1974 (прототип).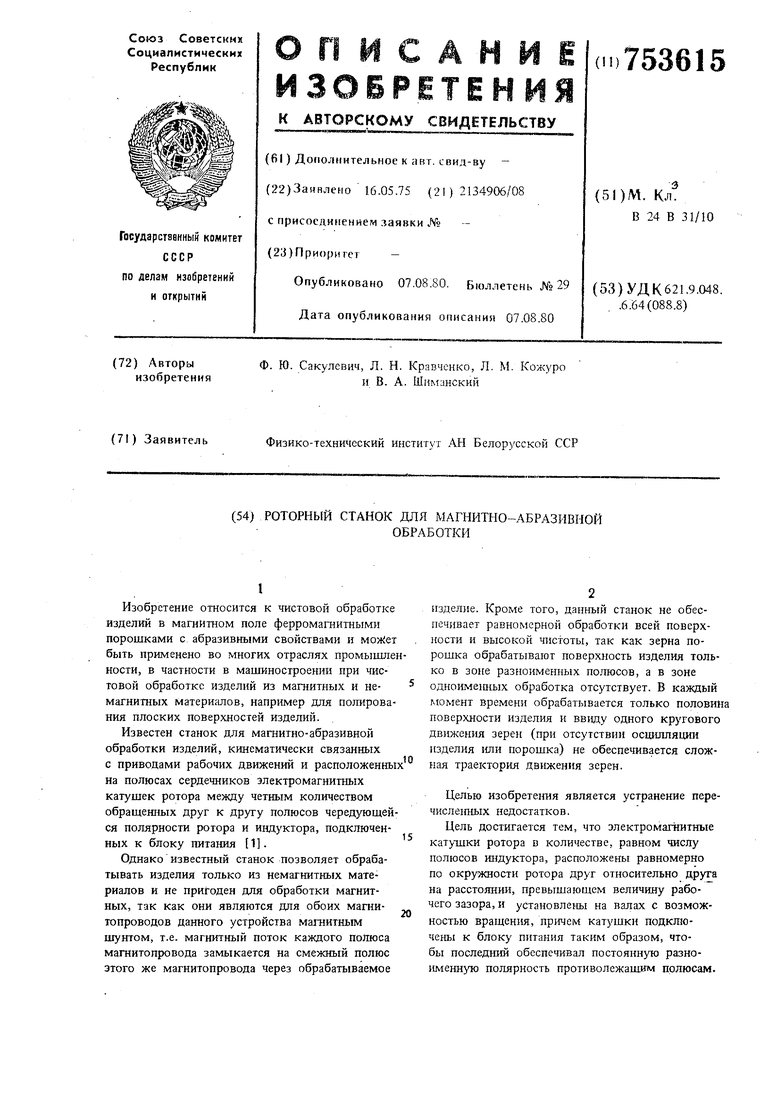
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для магнитно- абразивной обработки рулонного материала | 1988 |
|
SU1604574A1 |
| Устройство для обработки изделий в магнитном поле | 1976 |
|
SU603570A1 |
| Устройство для магнитно-абразивной обработки | 1985 |
|
SU1315257A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1996 |
|
RU2096890C1 |
| Способ магнитно-абразивной обработки изделий | 1977 |
|
SU677896A1 |
| САМОВОЗБУЖДАЮЩИЙСЯ ТОРЦОВЫЙ ГЕНЕРАТОР ПЕРЕМЕННОГО И ОДНОНАПРАВЛЕННОГО ТОКА | 1994 |
|
RU2095924C1 |
| Устройство для магнитно-абразивной обработки оптических деталей | 1973 |
|
SU480534A1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU931415A1 |
| ТОРЦЕВАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА (ТЭМВ) | 1993 |
|
RU2041546C1 |