113
Изобретение относится к машино- строени}о, в частности к неразъемным соединениям цилиндрических детален, и может быть использовано в случаях, где требуется неразъемное прочное герметичное соединение детален, а сварка по техническим причинам не может быть применена, например для соединения крьппек с корпусом гидроцилиндра .
Цель изобретения - снижение энергозатрат на пластическое деформирование закладного элемента в процессе образования соединения, а также уменьшение массогабаритных параметров соединения.
На фиг. 1 показаны соединяемые цилиндрические детали до стыковки; на фиг. 2 - то же, после стыковки; на фиг.З - соединение двух цилиндрических деталей с предварительно нанесенными на них покрытиями, например с теплозащитным покрытием; на фиг. 4 - винтовое самоконтрящееся герметичное соединение.
Узел соединения состоит из охватывающей 1 и охватьшаемой 2 соединяемых деталей, сопряженных по двум цилиндрическим поверхностям, и закладного элемента 3, установленного в совмещенных кольцевых проточках 4 и 5 соединяемых деталей. Закладной элемент выполнен в виде цилиндрической втулки, а соединяемые детали выполнены со смещенными вдоль оси соединения равными по высоте буртиками, опорные поверхности 6 в которых расположены перпендикулярно оси соединения и сопряжены с боковыми противолежащими поверхностями проточек 4 и 5, профили поперечного сечения которых выполнены в виде равнобедренных треугольников с основанием, равным h. Глубина каждой из проточек с и толщина закладного элемента в исходном состоянии (до деформирования) равны высоте буртиков.
Узел соединения собирается следующим образом.
В проточку 4, расположенную на внутренней поверхности охватывающей детали, устанавливается закладной элемент 3, после чего устанавливают охватьшаемую деталь 2, к которой прикладьгаают необходимое усилие для деформации закладного элемента 3 и заполнения им проточек 4 и 5.
02
В зависимости от заданного усилия расстыковки и материала соединяемых деталей необходимо выбрать материал закладного элемента так, чтобы его предел текучести бьш меньше, чем у соединяемых деталей, для того, ч Робы избежать . нарушения геометрической формы соединяемых деталей в процессе стыковки.
Смещение плоскостей разъема соединяемых деталей обеспечивает работу закладного элвмента на сдвиг. Это . приводит к тому, что при соединении деталей все усилие стыковки приходится на торцовую поверхность закладной втулки и материал течет, а при расстыковке закладной элемент работает на сдвиг: боковые поверхности канавок уплотняют металл, создавая при этом дополнительную герметичность, а на срез работает высота закладного элемента.
Совмещенные проточки и сопряженные с ними опорные поверхности буртиков расположены так, что полость, ограниченная ими в радиальном сечении, имеет форму усеченного параллелограмма.
Такая форма полости позволяет при
минимальном объеме закладного элемента, а следовательно, с меньшим усилием стыковки получить расчетную прочность соединения.
Проведенные расчеты показали, что соединение цилиндрических деталей закладным элементом позволяет обеспечить прочное герметичное неразъемное соединение из высоколегированных о и высокоуглеродистых сталей, дюралей и высокопрочных алюминиевых сплавов, стеклопластиков, а также производить соединения деталей с различными комбинациями материалов. Кроме того, усилие, необходимое для соединения деталей меньше, чем усилие при расстыковке.
Формула изобретения
Неразъемное соединение деталей, содержащее сопряженные по двум цилиндрическим поверхностям охватывающую и охватываемую детали, выполненные со смещенными вдоль оси соединения равными по высоте буртиками,опорные поверхности которых расположены перпендикулярно указанной оси, и
313
совмещеии1,1ми кольцевыми проточками, с расположенным в них закла;1ным фиксирующим элементом, о т л и ч а ю - щ е е С я тем, что, с целью снижения энергозатрат на пластическое деформи- рование закладного элемента в процессе образования соединения, а также уменьшения массогабаритных параметров последнего, профиль поперечного сече704
яич каждс из проточек пыполне) в виде рлинобедренного треугольника, ori(pH,ie поверхности буртиков сопряжены с соответствующими противолежащими боковыми поверхностями кольцевых проточек, а глубина каждой из проточек и толщина закладного элемента в исходном состоянии равны В1,1соте буртиков.
Pue.f
Фиг.:
Фив.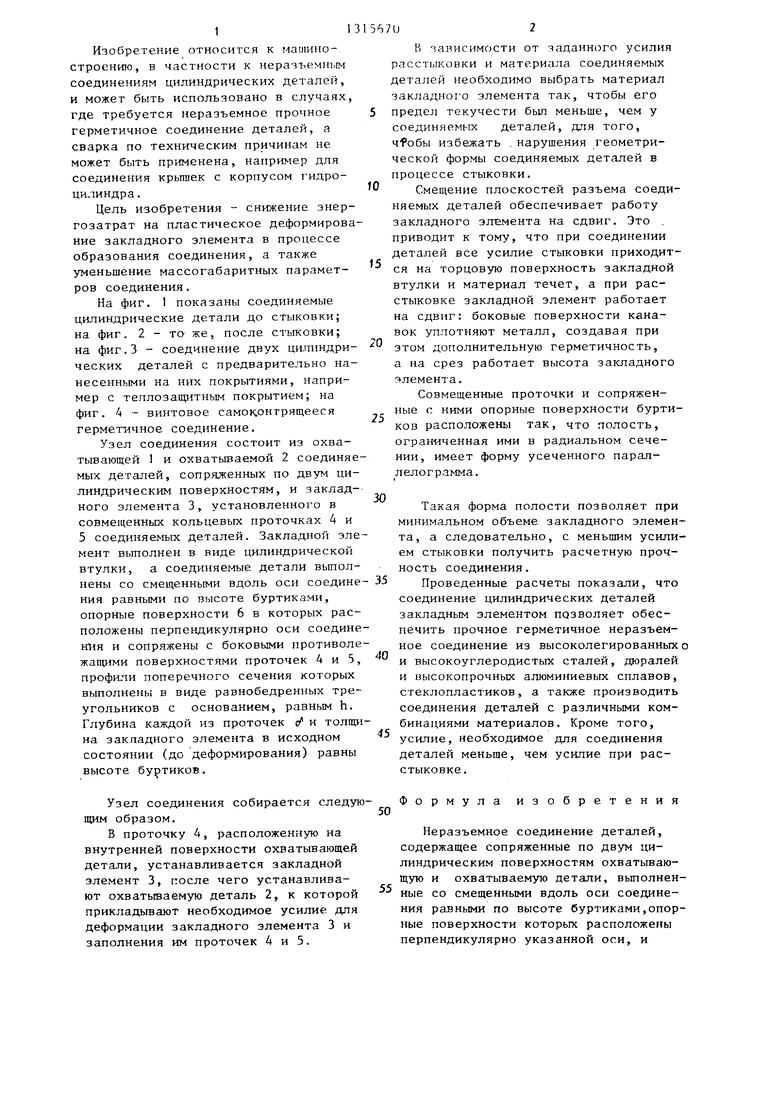
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение цилиндрических деталей | 2021 |
|
RU2772564C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2079765C1 |
| Неразъемное соединение | 1985 |
|
SU1390447A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2079764C1 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 2007 |
|
RU2344334C1 |
| ЗАМКОВОЕ УСТРОЙСТВО | 2008 |
|
RU2364758C1 |
| Заклепочное соединение деталей | 1978 |
|
SU806916A1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ | 2011 |
|
RU2469237C2 |
| МНОГОШТУЦЕРНЫЙ РАЗЪЕМНЫЙ АГРЕГАТ | 1997 |
|
RU2135878C1 |
| Способ получения неразъемного соединения осесимметричных полых деталей из разнородных материалов | 2016 |
|
RU2636962C1 |
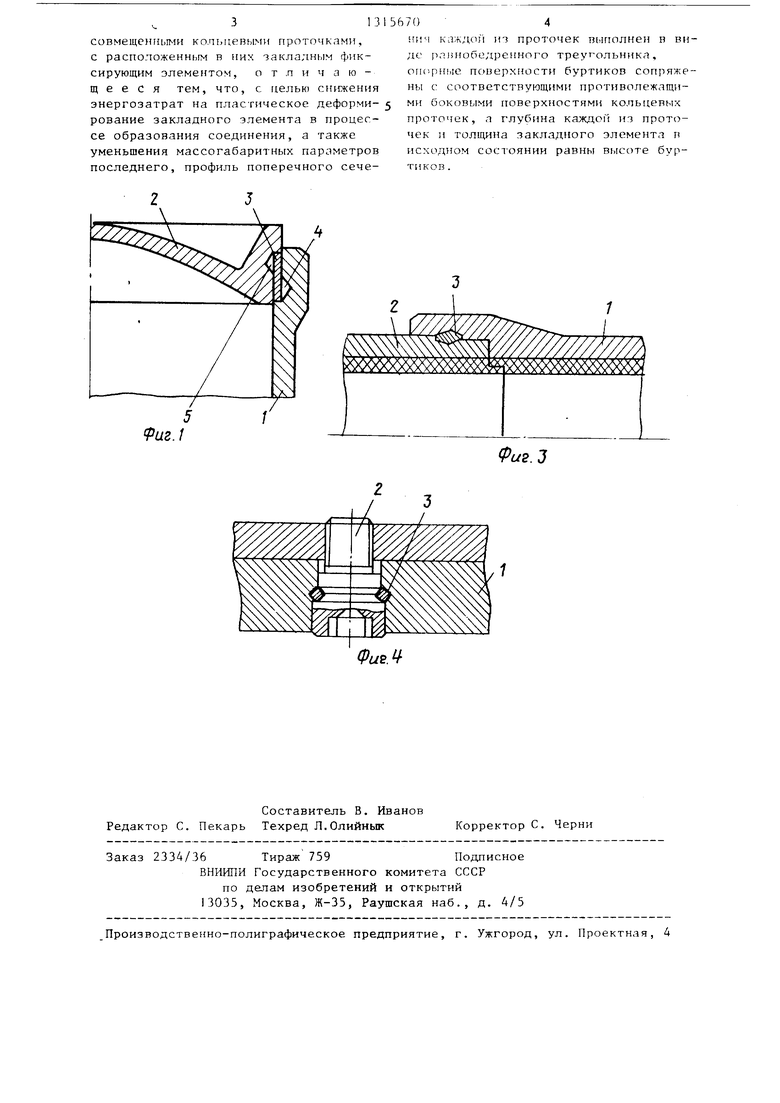
Изобретение относится к области машиностроения и может быть использовано для герметичного неразъемного соединения деталей (Д), сопряженных по двум цилиндрическим поверхностям разного диаметра. Целью изобретения является снижение энергозатрат на пластическое деформирование закладного элемента (ЗЭ) в процессе образования соединения. Соединение состоит из охватьшающей Д 1 и охватьшающей Д 2 с кольцевыми совмещенными.проточками (П) 4 и 5, в которых установлен ЗЭ 3, выполненный из материала с пределом текучести меньшим, чем у материала соединяемых Д. Взаимообращенные поверхности Д I и 2 выполнены со смещенными вдоль оси соединения буртиками. Опорные поверхности 6 сопряжены с соответствующими боковыми поверхностями П 4 и 3, профиль которых имеет форму равнобедренного треугольника. Совмещенные П 4 и 5 и сопряженные с ними опорные поверхности 6 буртиков образуют полость под ЗЭ 3 в форме усеченного параллелограмма. Такая форма полости обеспечивает рациональную схему приложения усилий к 33 3 в процессе сборки при минимальном его обьеме, а следовательно, с меньшим усилием стыковки (т.е. с меньшими энергозатратами) получить расчетную прочность соединения. 4 ил. с (Л со сд Од Фиг. 2
Составитель В. Иванов Редактор С. Пекарь Техред Л.Олийнык
Заказ 2334/36 Тираж 759Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор С. Черни
| СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ СОПРЯГАЕМЫХ ДЕТАЛЕЙ | 0 |
|
SU195259A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
