1
Изобретение относится к металлургии, в частности к конструкции руд- но-термических печей, и может быть использовано для выплавки абразивных материалов.
Цель изобретения - повышение срока службы.
На чертеже представлена ванна, общий вид.
Составными элементами ванны являются металлический кожух I, асбетовая прокладка 2, шамотный кирпич подсыпка из электрокорунда 4, слои магнезитового кирпича 5 на подсыпке, магнезитовая футеровка 6, летка 7, дополнительная летка 8 и угольные блоки 9.
Основным отличием футеровки ванны рудно-термической электропечи является размещение увеличенного слоя засыпки (предпочтительно из электрокорунда фракции (0-160 мкм) с соотношением Н од /Нвд„ц(,, 238- 0,248, Для данного примера это составляет 1500-1700 мм.
При выбранном фракционном составе электрокорунда образуется наиболее плотная упаковка частиц без существенной усадочной деформации во время эксплуатации печи. Нижний предел лo,c./HJg,,yOбecпeчивaeт снижение теп- лопотерь, температуру слоя шамотного кирпича не вьше 400°С и минимальный уровень усадочной деформации. Выше верхнего предела нерационально возрастает высота печи практически без улучшения указанных факторов.
Из этих же соображений и во -взаимосвязи с толщиной подсыпки сделан выбор соотношений толщин горизонтальной кладки из угольных блоков и шамотного кирпича к HjQ,,. I
Выбор .толщины горизонтального слоя магнезитового кирпича относительно ,диктуется на пределе необходимой жесткостью, обеспечивающей устойчивость тигля из угольных блоков. Горизонтальный слой магнезитового кирпича и в первую очередь подсипка увеличенной толщины предохраняют ванну от разъедания расплавом в случае местного повреждения в слое угольных блоков. Выполнение центральной части футеровки боковых стен и футеровки леток из магнезитового кирпича также способствует повышению надежности их в
52
работе. Расположение верхнего обреза стенок из магнезитового кирпича ниже 0,81 высоты ванны приводит к нет допустимому повьпиению температуры
верхней части кладки нз шамотного кирпича, а вьш1е 0,825 имеет место неоправданный расход более дорогого и дефицитного магнезитового кирпича. В процессе производства электрокорунда нормального образуется два продукта: шлак (электрокорунд) и низкокремнистый ферросплав. Удельный вес ферросплава больше, чем электрокорунда, поэтому ферросплав
осаждается в нижние горизонты ванны печи и выпускается через летку, а электрокорунд , как более легкий продукт, располагается в более высоких горизонтах ванны печи и выпуск
его производят по уровню на 900-1000 мм выше уровня выпуска ферросплава. С целью обеспечения раздельного выпуска электрокорунда и ферросплава на печи устанавливается дополнительная летка. Благодаря низкой теплопроводности расплав электрокорунда очень быстро охлаждается и застывает на летке, образуя настыли. С целью сохранения времени прохождения расплава
по летке последняя выполняется с углом наклона 45-55°.
Выбор нижних пределов отношения внутреннего диаметра верхнего обреза магнезитовой кладки стен, подсыпки и кладки угольных блоков к диаметру кожуха определяется максимально допустимым уровнем теплопотерь через стенку, верхних пределов - рациональными размерами агрегата и расходом огнеупоров.
Оценка этих параметров идет от мощности печи, необходимого размера плавильного тигля и теплопроводности
огнеупорных материалов. Работа ванны печи дана на примере получения электрокорунда .нормального. В состав шихты, загружаемой в печь, входят агломерат бокситный и антрацит.
Q После очередного выпуска расплава электрокорунда .в плавильную ванну загружается шихта. Происходит восстановительный процесс плавки шихты, при котором расплав обогащается
окисью алюминия, а примеси, присутствующие а агломерате, восстанавливаются до металлов с образованием иизкокремнистого ферросплава, который вследствие большего удельного
313
веса, осаждается в нижние горизонты ванны печи. Ферросплав при этом перегрет до 1900-1950°С и обладает большой жидкоподвижностью. Конструк- Щ1Я футеровки ванны печи исключает проедание ванны благодаря увеличенному слою подсыпки из плавленного закристаллизованного электрокорунда фракции О -160 мкм, обладающего огнеупорностью и плотностью упаковки выше, чем у традиционных огнеупоров. Состояние футеровки ванны печи является основным критерием при определении межремонтного срока службы агрегата.
При выполнении предлагаемой футеровки ванны печи срок службы бе увеличивается до 6-7 лет, т.е. в 1,6-1,8 раза, сокращаются теплопоте- ри через кладку печи, при этом уменьшается на 10% удельный расход элект- роэнер1 ии, соответственно на 10-12% увеличивается производительность печи.
Формула изобретения
1. Ванна открытой рудно-термичёс- кой печи, содержащая металлический кожух, примыкающую к нему асбестовую прокладку, засыпку, кладку из шамотного кирпича и угольных блоков, футерованную летку, отличающаяся тем, что, с целью повы54
шения срока службы, кладка из шамотного кирпича выполнена на асбестовой прокладке, на ней размещена засыпка, поверх которой вьшожен слой магнезитового кирпича с расположением верхнего уровня боковых стен на высоте (0,81-0,825) высоты ванны.
2.Ванна по п. 1, отличающая с я тем, что.отношение тол-:
щин горизонтальных слоев шамотного кирпича, засыпки, магнезитового кирпича и угольных блоков к высоте ванны составляет соответственно (О,055-0,057):(О,238-0,248):(О,032:
:0,038):(0,175-0,190), а отношение внутреннего диаметра верхнего уровня магнезитовой кладки стен, засыпки и диаметра кладки угольных блоков к диаметру кожуха соответственно составляет (О,75-0,775):(0,89-0,91): :(0,81-0,82).
3.Ванна по пп. 1 и 2, о т л и - чающаяся тем, что внутренняя кладка магнезитового кирпича
над боковьп ш угольными блоками выполнена с укрытием их верхней части.
4.Ванна попп. 1-3, отличающаяся тем, что в качестве засыпки используется дробленый
плавленный закристаллизованный электрокорунд фракции О,-160 мкм.
5.Ванна попп. 1-4, отличающаяся тем, что футеровка леток выполнена с уклоном 45-55
вниз к периферии.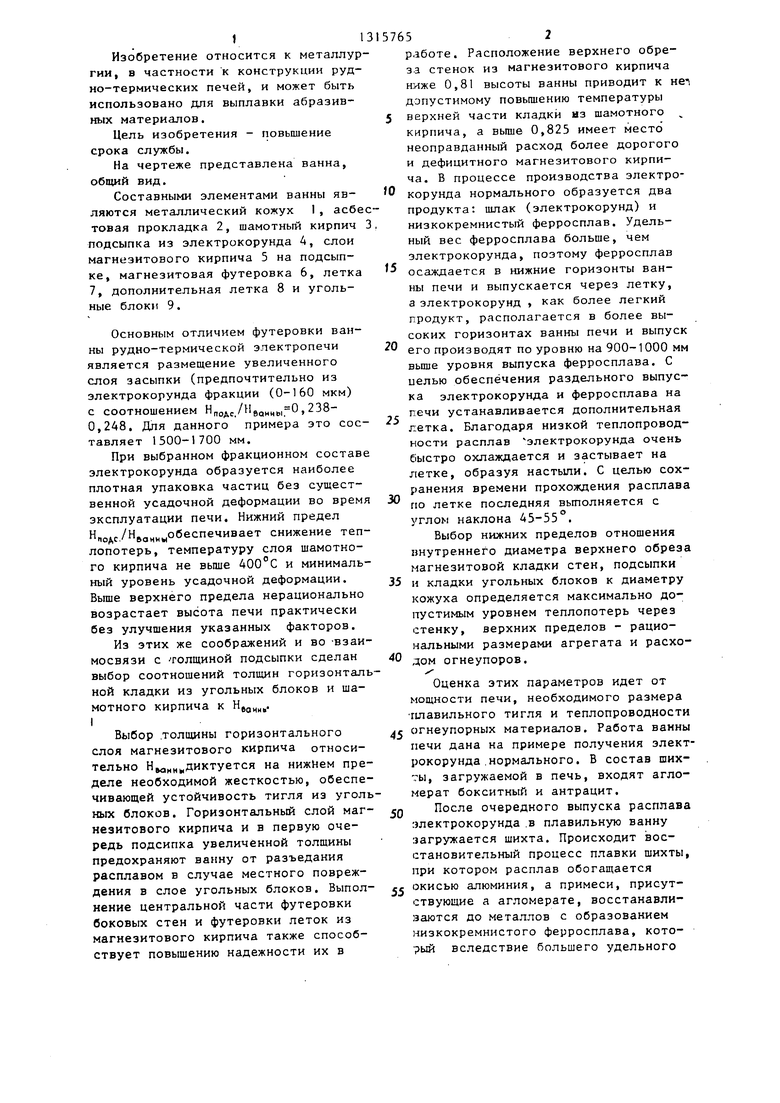
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка ванны плавильной печи | 1991 |
|
SU1806322A3 |
| ФУТЕРОВКА ВАННЫ ЭЛЕКТРОДУГОВОЙ ПЕЧИ ДЛЯ ВЫПЛАВКИ ПЕРЕДЕЛЬНОГО ФЕРРОХРОМА | 1993 |
|
RU2048668C1 |
| ФУТЕРОВКА ВАННЫ ЭЛЕКТРОДУГОВОЙ ПЕЧИ ДЛЯ ВЫПЛАВКИ ПЕРЕДЕЛЬНОГО ФЕРРОХРОМА | 1993 |
|
RU2048669C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361162C2 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| ФУТЕРОВКА ВАННЫ РУДНО-ТЕРМИЧЕСКОЙ ЭЛЕКТРОПЕЧИ | 1997 |
|
RU2115874C1 |
| Ванна дуговой электрической печи | 1977 |
|
SU737756A1 |
| УСТРОЙСТВО ФУТЕРОВКИ ВАННЫ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 2000 |
|
RU2194933C2 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2753926C1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2757773C1 |

Изобретение относится к металлургии и может использовано в рудно- термических печах для выплавки абразивных материалов. Целью изобретения является повышение срока службы.Ван- на открытой рудно-термической печи включает металлический кожух, примыкающую к нему асбестовую прокладку, размещенную на ней кладку из шамотного кирпича, на которой размещена засыпка преимущественно из дробленного плавленного закристаллизованного корунда. Поверх засыпки выложен слой магнезитового кирпича с расположением верхнего уровня боковых стен на высоте 0,81-0,825 высоты ванны. Отношение толщин слоев шамотного кирпича, засыпки, магнезитового кирпича и угольных блоков к высоте ванны составляет (0,055-0,57): :(О,238-0,248):(О,032-0,038): : (О,I75-0,190), а отношение внутренних диаметров верхнего уровня магнезитовой кладки, засыпки и диаметра кладки угольных блоков к диаметру кожуха составляет соответственно 
| Дюррер Р., Фолькерт Г | |||
| Метал-- лургия ферросплавов, М.: Металлурт гия, 1976, с | |||
| Счетный сектор | 1919 |
|
SU107A1 |
