(54) ВАННА ДУГОВОЙ ЭЛЕКТРИЧЕСКОЙ ПЕЧй
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванна дуговой электрической печи | 1979 |
|
SU866388A2 |
| Способ выпуска попутного металла из стационарной шлакоплавильной печи | 1977 |
|
SU655728A1 |
| Футеровка ванны плавильной печи | 1991 |
|
SU1806322A3 |
| ЭЛЕКТРОПЕЧЬ ДЛЯ ВЫПЛАВКИ СИНТЕТИЧЕСКОГО ШЛАКА | 1995 |
|
RU2096490C1 |
| Способ выплавки синтетического шлака | 1978 |
|
SU662593A1 |
| Футеровка ванны электропечи | 1979 |
|
SU803600A1 |
| Дуговая сталеплавильная печь | 1979 |
|
SU863981A1 |
| Способ получения синтетического шлака | 1978 |
|
SU735643A1 |
| ФУТЕРОВКА ВАННЫ ЭЛЕКТРОДУГОВОЙ ПЕЧИ ДЛЯ ВЫПЛАВКИ ПЕРЕДЕЛЬНОГО ФЕРРОХРОМА | 1993 |
|
RU2048669C1 |
| ФУТЕРОВКА ВАННЫ ЭЛЕКТРОДУГОВОЙ ПЕЧИ ДЛЯ ВЫПЛАВКИ ПЕРЕДЕЛЬНОГО ФЕРРОХРОМА | 1993 |
|
RU2048668C1 |
1
Изобретение относится к металлургии, конкретно к печам для получения шлаковых расплавов, и может быть использовано в черной металлургии, например, при конструировании дуговых шлакоплавильных электрических печей, предназначенных для выплавки синтетических шлаков, используемых для рафинирования стали.
Известна дуговая электрическая шлакоплавильная печь для выплавки синтетических шлаков, ванна которой изготовлена следуюш.им образом. Подина печи выполнена из трех рядов горизонтально расположенных угольных блоков. Блоки откосов также выполнены из горизонтальных угольных блоков, а стены печи - из чередуюш,ихся рядов водоохлаждаемых латунных или бронзовых плитовых холодильников (семь секций по восемь рядов), чередуюшихся с рядами магнезитового кирпича, укладываемого между холодильниками насухо, на плашку. Латунные (бронзовые) холодильники сверху обрамляются чугунными водоохлаждаемыми холодильниками, являюш,имися опорой магнезитовой футеровки стен, находящейся выше уровня шлакового расплава. Ванна печи теплоизолирована слоем асбеста, магнезитовой засыпкой и электродной массой 1.
Недостаткбм такой ванны является низ-, кая стойкость футербвки подйньт и Откосов, обусловленная наличием теплоизоляционных слоев на подине и в районе угольных откосов, что приводит к работе угольных элементов футеровки в условиях высокой теплонапряженности. Высокая температура угольной футеровки ванны, граннчаш,ей с перегретыми расплавами агрессивного шлака и металла, приводит к быстрому износу такой футеровки. Кроме того, большое количество водоохлаждаемых холодильников (108шт.) усложняет обслуживание печи при проведении ремонтов подводяш;их и отводяших воду труб. Общая длительность одно го ремонта такой печи составляет 13-17 суток. Ремонты трудоемки и дороги, что, в конечном счете, повышает себестоимость получаемой продукции.
Целью изобретения являются повышение
да стойкости футеровки и упрош,ение обслуживания печи.
Цель достигается тем, что откосы выполнены высотой, равной 1,3-2,0 высоты блоков подины, а засыпка выполнена из материала с коэффициентом теплопроводности 0,05-0,5 от коэффициента теплопроводности блоков.
Предусматривается, что блоки подины и откосов выполнены составными в горизонтальной плоскости, причем уровень стыковки расположен на 0,2-0,5 ниже верхнего уровня блоков подины.
Также предусматривается, что водоохлаждаемые элементы стен собраны из вертикально расположенных прямоугольных медных плит с каналами для прохода воды.
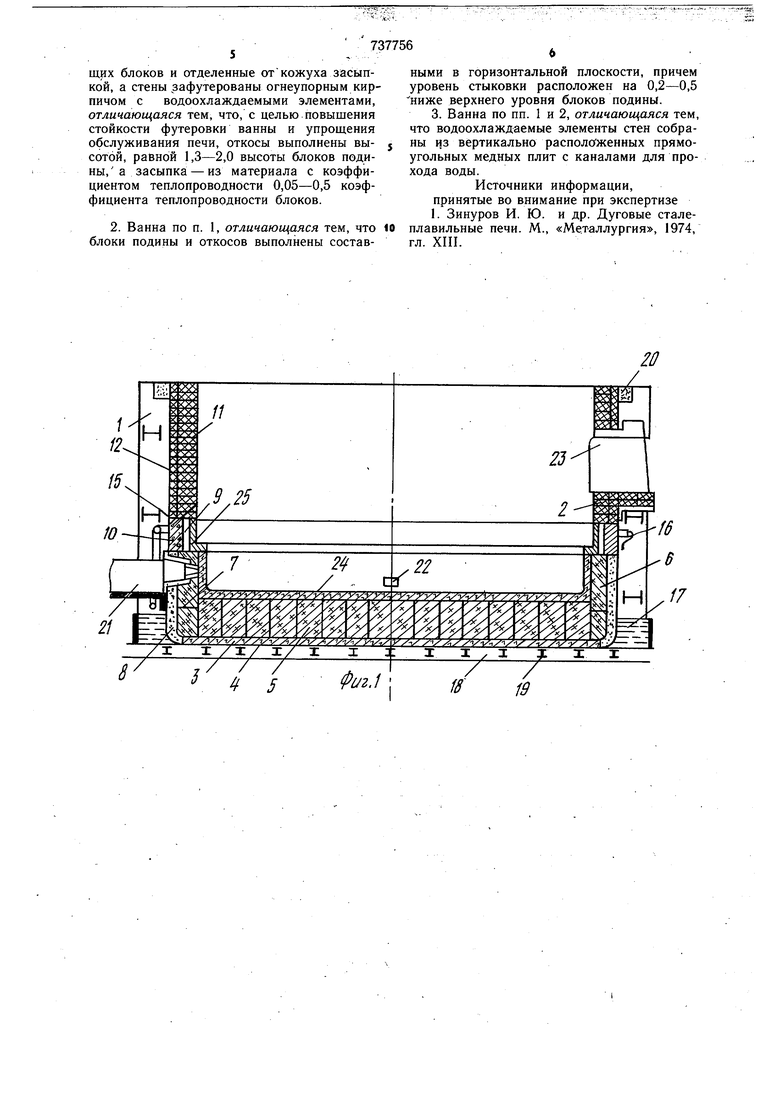
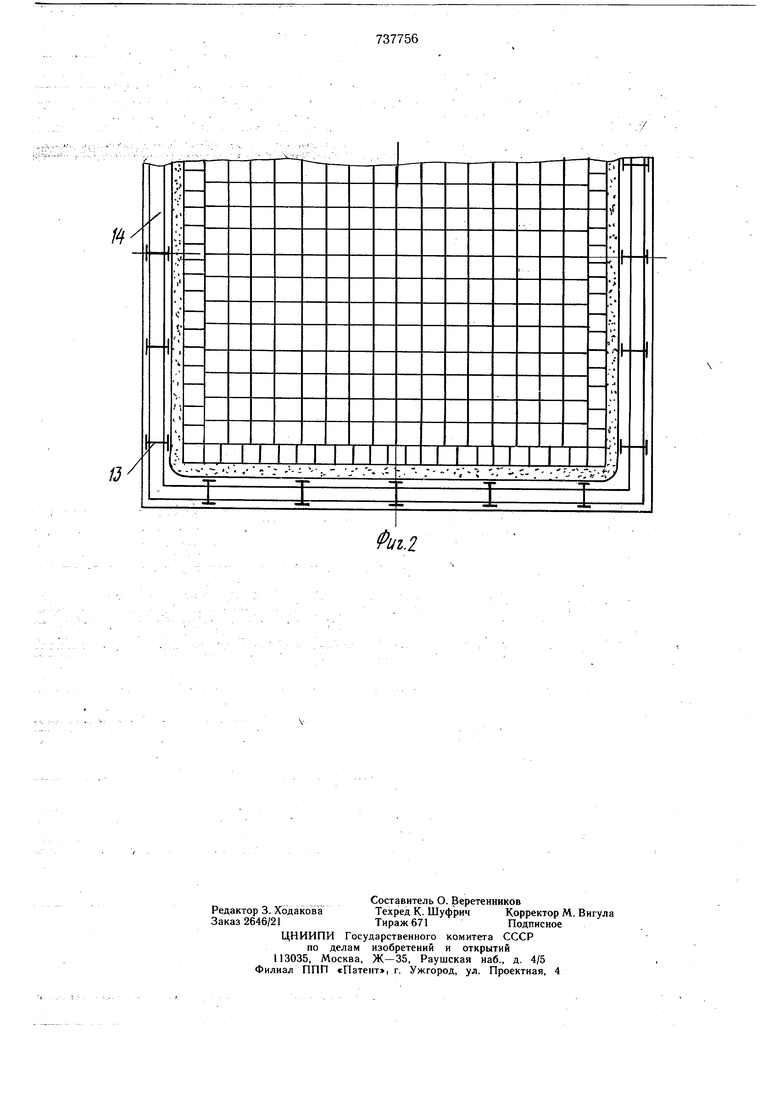
На фиг. 1 изображена ванна, вертикальный разрез; на фиг. 2 - ванна в плане, разрез на уровне подины.
Ванна содержит кожух 1 и футеровку 2, подина которой выполнена из вертикально установленных на тонком слое теплопроводящей набивки 3 днища 4 угольных блоков 5. Футеровка стен выполнена из графитированных блоков 6 общей высотой, равной 1,3-2,0 высоты подины. Графитированные блоки могут быть выполнены, либо цельными, либо разъемными по горизонтальной плоскости 7 ниже верхнего уровня подины на расстоянии 0,2-0,5 ее высоты. Пространство между графитированными блоками б и кожухом 1 заполнено углеродсодержащей компенсационной засыпкой 8 с коэффициентом теплопроводности, равным 0,05-0,5 коэффициента теплопроводности графитированных блоков. Сверху на графитированHbie блоки установлены по всему периметру ванны водоохлаждаемые элементы (холодильники) 9, выполненные из прямоугольных медных плит со сверленными каналами для прохода воды, высотой равной или выше уровня расплава в ванне. Пространство между холодильниками и кожухом заполнено углеродистой набивкой 10. Верхняя часть стен 11 выше холодильников выполнена из огнеупорного кирпича без теплоизоляционного слоя. Кожух ванн)1 состоит из стенки 12, набора вертикальных балок 13, приваренных к стенке, и по крайней мере одного горизонтального бандажа 14, охватывающего кожух с отверстиями 15, сопряженными с кожухом. Часть кожуха ниже холодильников орошается водой при помощи расположенного снаружи кожуха коллектора 16 с брызгалами. На днище 4 кожуха имеется сливное корыто 17 для сбора воды. Кроме того, на днище кожуха выполнены короба 18 из балок 19 для воздушного охлаждения. В верхней части имеется песочная коробка 20 для герметичной установки на него свода. В ванне также имеется щлаковая летка 21, металлическая летка 22 и рабочее окно 23 для загрузки щихты. На угольные и графитированные блоки нанесен слой защитной угольной набивки 24, а холодильники снаружи на период разогрева защищены слоем огнеупоров 25.
Ванна дуговой электрической печи работает следующим образом.
После выполнения всех монтажных и футеровочных работ в ванну печи загружают шихту и включают все системы, в том числе систему охлаждения холодильников, систему орошения кожуха печи, систему воздушного охлаждения днища печи, систему питания электроэнергией и т.п. Шихту расплавляют и доводят уровень расплава до верхнего уровня холодильников. После этого производят периодические выпуски шлака и дозагрузку шихты. Нижний уровень щлака
не должен опускаться ниже нижнего уровня холодильников.
Применение графитированных блоков для откосов ванны значительно увеличивает срок службы их до ремонта. Этому же способствует выполнение засыпки с коэффициентом теплопроводности, равным 0,05-0,5 коэффициента теплопроводности графитированных блоков, за счет увеличения теплоотвода от откосов, что делает их инертными к агрессивному воздействию щлака и металла. ...
Заглубление разъема блоков откосов на 0,2-0,5 высоты центральных блоков подины исключает разъедание стыков блоков металлом или щлаком, что увеличивает срок службы футеровки, а при капитальном ремонте печи позволяет заменять только верхнюю часть графитированных блоков, тем самым сократить расходы на капитальный ремонт печи.
Выполнение водоохлаждаемых элементов в виде собранных из вертикально расположенных медных прямоугольных плит с каналами для прохода воды позволяет сократить число таких охлаждаемых элементов в 5-6 раз и тем самым упростить обслуживание
печи, сократить простои на ремонтах.
Только сокрац1ение числа холодильников дает экономию меди на одной печи мощностью 16500 кВА 23 т, что соответствует 35 тыс. руб. У В настоящее время срок службы откосов на печах мощностью 16500кВА,
вьшлавляющих синтетический шлак на Новолипецком метзаводе, не превышает 3-4 месяцев, после чего требуется капитальный ремонт печи длительностью 13-17 суток. Предлагаемая конструкция откосов и подины позволяет увеличить срок службы ванны печи на срок не менее одного года, что дает только на сокращении капитальных ремонтов за год экономический эффект порядка 400-500 тыс. руб. Кроме того, увеличивается производительность печи за счет сокращения простоев на ремонты на 10-15%.
Общий расчетньш экономический эффект
на одну печь составляет 800 тыс. руб. в год.
55Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Зинуров И. Ю. и др. Дуговые сталеплавильные печи. М., «Металлургия, 1974, гл. XIII.
иг.2
