Изобретение относится к металлургии легких сплавов и может быть использовано при производстве слябов и круглых слитков из магниевых сплавов, а именно, для плавки, приготовления, рафинирования и модифицирования магниевых сплавов.
Известна прямоугольная плавильная отражательная печь для изготовления магниевых сплавов, содержащая заключенную в стальной каркас огнеупорную кладку свода из шамотного кирпича и расположенной под сводом ванны, состоящей из стен из магнезитового кирпича, черновой подины из шамотного кирпича и рабочей подины из магнезитового кирпича, разделенных засыпкой, выполненной из магнезитового порошка (см. Справочник "Магниевые сплавы"./Под ред. И.И. Гурьева и др., 1978, с. 59-61).
К недостаткам известной печи можно отнести ее низкую длительность работы. Углы такой печи практически невозможно очистить от флюса и шлаков, что снижает чистоту металла по неметаллическим включениям. Капитальный ремонт таких печей проводят, как правило, через полгода работы.
Задачей изобретения является повышение длительности эксплуатации печи и повышение чистоты металла за счет более полного удаления шлаков с ее стен.
Поставленная задача решается тем, что в плавильной отражательной печи для изготовления магниевых сплавов, содержащей заключенную в стальной каркас огнеупорную кладку свода и расположенную под сводом ванну, состоящую из примыкающей к стальному каркасу внешней и внутренней кладки стен, черновой и рабочей подин, разделенных засыпкой из магнийсодержащего материала, причем кладка черновой подины и свода выполнена из шамотного кирпича, кладка рабочей подины выполнена из магнезитового кирпича, внешняя кладка стен, по меньшей мере, выше уровня металла выполнена из шамотного, или диатомитового, или периклазового легковесов, внутренняя кладка стен выше уровня металла состоит из магнезитового или шамотного кирпича, внутренняя кладка стен на уровне металла и ниже него выполнена из магнезитового кирпича, а засыпка выполнена из порошка периклаза.
В частных воплощениях изобретения поставленная задача решается тем, что печь снабжена, по меньшей мере, одним переливным карманом. При этом подина ванны может быть выполнена с уклоном в сторону переливного кармана 3-20o.
Указанный уклон может быть обеспечен выполнением засыпки между черновой и рабочей подинами с уклоном в сторону переливного кармана 3-20o.
Между каркасом и огнеупорной кладкой может быть расположен теплоизоляционный слой, выполненный из асбеста, асботермосиликата или волластонита.
Огнеупорная кладка рабочей подины может быть выполнена с дополнительной засыпкой порошком периклаза поверх магнезитового кирпича.
В этом случае указанный выше уклон может быть обеспечен выполнением дополнительной засыпки.
Кладка черновой подины может быть выполнена, по меньшей мере, в два слоя шамотного кирпича с засыпкой между слоями диатомитового или периклазового порошка фракцией не более 1,0 мм.
Сущность изобретения состоит в следующем.
Магниевые сплавы отличаются высокой активностью, особенно в расплавленном состоянии, поэтому плавка и литье этих сплавов имеют определенные трудности. Прежде всего, это активное взаимодействие расплава с материалом футеровки и его высокая жидкотекучесть при температуре плавки (650-850oС), что позволяет жидкому металлу проходить сквозь швы футеровки на достаточно большую глубину и взаимодействовать с внутренними ее слоями.
Известно, что расплавленный магний взаимодействует с огнеупорами, имеющими в своем составе оксиды кремния (SiO2) и оксиды алюминия (Аl2О3). При этом взаимодействии кремний и алюминий переходят в расплав, а магний образует с огнеупором муллитовые комплексы, состоящие из оксидов кремния, алюминия и магния. Но поскольку в магнии и его сплавах содержание кремния жестко ограничено и не превышает по ГОСТ 14957 0,1%, а в некоторых сплавах, например, МА14, МА15, МА17, МА20 - 0,05%, этот процесс приводит к полному забраковыванию металла. Аналогично в сплавах МА14, МА15, МА20 и ряде других, ограничено содержание алюминия в пределах 0,05-0,1%.
Наиболее пригодными для работы с расплавленным магнием являются магнезитовый кирпич марки МО-91 ГОСТ 46Щ-74 и периклазовый порошок ППЭК-8 ГОСТ 24862-61, состоящие, практически, на 100% из оксида магния (MgO). Но у магнезитового кирпича есть существенный недостаток - этот кирпич выдерживает не более 1-2 теплосмен, в то время как шамотный (смесь SiO2 и Аl2О3) выдерживает до 20 теплосмен, т. е. на порядок больше. Магнезитовый кирпич также склонен к разрушению при перепаде температур более 200oС по его сечению, что, безусловно, также не обеспечивает прочности и долговечности кладки, выполненной из такого кирпича, особенно в ее периферийной зоне, т.е. при контакте с корпусом, поскольку на внешней поверхности корпуса температура не должна превышать 50oС.
Подобное различие в свойствах футеровочных материалов заставляет предпринимать меры по их использованию с учетом их свойств в определенных сочетаниях, т.е. непосредственно контактирует с жидким металлом магнезит, а шамот и диатомит используются во внешних слоях футеровки, примыкающей к корпусу печи. Соотношение между этими слоями и промежуточными сыпучими материалами является определяющим звеном при создании плавильной печи для магниевых сплавов.
Следует также учесть, что плавка магниевых сплавов ведется с применением флюса, в состав которого входят хлористые и фтористые соли галоидных металлов, причем эта смесь имеет эвтектический состав и, как следствие, низкую, порядка 440oС, температуру плавления. К тому же расплавленный флюс имеет жидкотекучесть, равную воде, и поэтому может проникнуть во все щели, имеющиеся в кладке печи. Поэтому одной из важнейших операций при создании футеровки печи является применение периклазовой засыпки, перекрывающей щели между кирпичной кладкой. Следует отметить, что кладка магнезитового кирпича осуществляется всухую с максимальным зазором между кирпичами 1 мм.
На чертеже изображена конструкция печи.
Печь состоит из стального каркаса (1), изолированного асбестовой, асботермосиликатной или волластонитовой плитой (2) толщиной 15-20 мм от черновой подины (3), выполненной из шамотного кирпича. Черновая подина (3) отделена прослойкой из периклаза (4) толщиной 50-100 мм от рабочей подины (5), выполненной из магнезитового кирпича. Рабочая подина (5) заполнена расплавленным металлом (6). Нагрев в печи осуществляется газовыми или мазутными горелками (не приведены). В печах (миксерах) обычно выполняются один или несколько переливных карманов (7) для установки насоса и загрузочное окно (8). Стены ванны (целиком или только выше уровня металла) футеруют диатомитовыми или шамотным, или периклазовым легковесом (9), а затем по нему выкладывают магнезитовый или шамотный кирпич (10). Стены нижней части ванны на уровне металла и ниже него могут быть напрямую футерованы магниевым кирпичом или поверх кладки из диатомитового, или шамотного, или периклазового кирпича.
Стенки верхней части ванны выше уровня металла всегда футеруют кирпичом легковесом - диатомитовым, или шамотным, или периклазовым, а поверх него укладывают шамотный или магнезитовый кирпич. Свод (не приведен) выкладывают из шамотного кирпича.
Изобретение может быть проиллюстрировано следующими примерами.
Пример 1. Магниевая плавильная печь с мазутным нагревом. Кладка магниевой плавильной печи имеет в горизонтальной плоскости прямоугольное сечение. Корпус представляет собой стальной сварной каркас 1 толщиной 8-10 мм, обклеенный изнутри листовым асбестом 2 на мергельном связующем. Толщина листов асбеста 10 мм марки КАОН-1 или 2. Кладку черновой подины 3 выполняют из шамотного кирпича толщиной 250 мм в четыре ряда на "плошку", с засыпкой каждого ряда сухим диатомитовым порошком (фракция не более 0,1 мм). Поверх черновой подины засыпается слой 4 периклазового порошка (фракция <0,1 мм). Затем укладывается магнезитовый кирпич рабочей подины 5 насухо толщиной 230 мм (2 ряда на ребро), далее укладывается второй слой периклазового порошка с уклоном к переливному карману 5o. Стенки ванны от черновой подины 3 до уровня порога рабочего (загрузочного) окна 8 футеруют прямым магнезитовым кирпичом марки МО-91-1 толщиной 345 мм на растворе мертеля. Стенки выше уровня металла футеруют шамотным легковесом марки ШБЛ-1,3 в один кирпич насухо, затем шамотным кирпичом марок Ш-5 и Ш-49 на растворе шамотного мертеля. На верхнюю часть стены устанавливают под свод пятовый кирпич 10 марки Ш-70 на растворе шамотного мертеля.
Пример 2. Магниевая плавильная печь с газовым обогревом. Кладка магниевой печи (миксера) имеет в горизонтальной плоскости круглое сечение. Круглая печь (миксер) для плавки магниевых сплавов емкостью по расплавленному магнию 12 тонн состоит из стального каркаса 1 толщиной 10 мм, установленного на бетонном основании со стяжкой, и имеет четыре ребра жесткости в виде колонн, выполненных из стальных швеллеров 20 размера. Эти швеллера служат так же опорой для механизма подъема дверцы, закрывающей загрузочное окно.
Внутренняя сторона корпуса печи может быть оклеена асбестовым листом 2, но наиболее эффективным является применение плит асботермосиликата или волластонита толщиной от 10 до 20 мм. Черновую подину 3 выкладывают шамотным кирпичом в пять рядов с засыпкой каждого ряда периклазовым порошком, невзаимодействующим с расплавом магния и образующим с жидким флюсом конгломератную смесь, не обладающую жидкотекучестью. Поверх черновой подины 3 на периклазовую засыпку 4 кладут два слоя магнезитового кирпича, при этом в слое 4 периклазового порошка создается уклон к переливному карману 5-10o, и кирпичная магнезитовая кладка получает необходимый уклон. Стены карманов 7 и каркаса 1 футеруют диатомитовым легковесом толщиной 64 мм (в один кирпич на ребро) насухо, затем выкладывают слой магнезитового кирпича толщиной 345 (1,5 кирпича на плашке) на растворе мертеля. Зазор шириной 50 мм между легковесом и магнезитовым кирпичом засыпают сухим периклазовым порошком. Рабочую подину 5 выкладывают магнезитовым кирпичом толщиной 230 мм (2 ряда на "ребро") насухо с уклоном 15o в сторону торцовой части кармана 7. На верхнюю часть стены устанавливают под свод пятовый кирпич марки Ш-70 на растворе мертеля.
Свод печи (миксера) выкладывают по деревянной опалубке нестандартным купольным шамотным кирпичом марки Ш-8 на растворе мертеля. Арки рабочих окон печи (миксера) выкладывают по деревянной опалубке шамотным кирпичом марки Ш-47, Ш-25, Ш-8 на растворе мертеля.
После футеровки черновой подины 3, стен и свода производится предварительная сушка печи (миксера) с целью удаления основного количества влаги во всех слоях кладки. Сушку производят в течение 3 суток с достижением температуры 450oС в печи (миксере). В печи (миксере), охлажденной до 30oС, выполняют кладку рабочей подины 3 магнезитовым кирпичом марки МО-914 насухо, толщиной 230 мм.
Форкамеру выкладывают магнезитовым кирпичом марки МО-91-1 насухо толщиной 115 мм (в один ряд на "ребро") на предварительно выложенный шамотный кирпич и засыпанный периклазовым порошком, швы между кирпичами затирают мелким <0,1 мм периклазовым порошком. Рабочую подину 5 засыпают ровным, тонким слоем периклазового порошка.
Футеровка газовых печей и миксеров для магниевых сплавов в соответствии с изобретением отвечает следующим требованиям:
имеет необходимую механическую прочность, т.е. не разрушается от воздействия механических нагрузок при работе механизмом и от воздействия тепловых напряжений;
обладает достаточной газоплотностью и химической устойчивостью, т.е. не пропускает газ и воздух и не разрушается от химического воздействия, расплава, флюса и шлаков;
имеет высокую термическую стойкость;
обеспечивает высокую чистоту металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2406953C1 |
| Футеровка ванны плавильной печи | 1991 |
|
SU1806322A3 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2011 |
|
RU2480694C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2017 |
|
RU2656426C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| ФУТЕРОВКА ВАННЫ ВАКУУМНОГО МИКСЕРА | 1990 |
|
RU1777435C |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361161C2 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2023 |
|
RU2824148C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2013 |
|
RU2542031C1 |
Изобретение относится к металлургии легких сплавов и может быть использовано для плавки, рафинирования и модифицирования магниевых сплавов. Плавильная отражательная печь для изготовления магниевых сплавов состоит из заключенной в стальной каркас огнеупорной кладки свода и ванны, состоящей из внешней и внутренней кладки стен, черновой и рабочей подин, разделенных засыпкой из порошка периклаза. Кладка черновой подины и свода выполнена из шамотного кирпича. Внешняя кладка стен, по меньшей мере, выше уровня металла выполнена из шамотного, или диатомитового, или периклазового легковесов. Внутренняя кладка стен, по меньшей мере, на уровне металла и ниже него и кладка рабочей подины выполнены из магнезитового кирпича. Внутренняя кладка стен выше уровня металла выполнена из магнезитового или шамотного кирпича. Технический результат - повышение длительности эксплуатации печи и повышение чистоты металла за счет более полного удаления шлаков со стен печи. 7 з.п. ф-лы, 1 ил.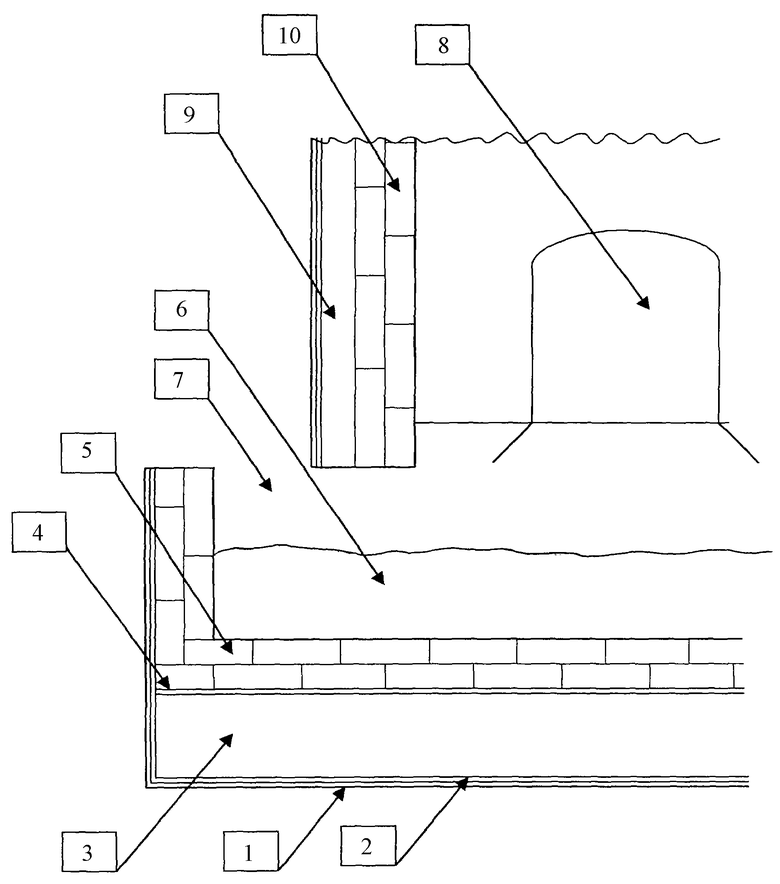
| ГУРЬЕВ И.И | |||
| Магниевые сплавы | |||
| - М.: Металлургия, 1978, ч.2, с.59-61 | |||
| ФУТЕРОВКА ПОДИНЫ И ОТКОСОВ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1988 |
|
SU1528062A1 |
| ФУТЕРОВКА ВАННЫ ВАКУУМНОГО МИКСЕРА | 1990 |
|
RU1777435C |
| US 4294431, 13.10.1981 | |||
| US 3973076, 03.08.1976. | |||

