Существующие устройства для нарезания зубьев несимметричного профиля, например сегментов к отрезным пилам, методом обкатки червячными фрезами, неэффективны вследствие трудности получения положительного угла передней грани нарезаемых зубьев со строго заданным профилем.
В описываемом устройстве применены обдирочная червячная фреза и насаженная с ней на одной оправке чистовая одновитковая червячная фреза. Вершины зубьев чистовой червячной фрезы расположены в плоскости, перпендикулярной к оси вращения по Архимедовой спирали.
Такое устройство обеспечивает получение положительного переднего угла у нарезаемых зубьев, отвечающих условию:
где: R - радиус нарезаемого инструмента, а - передний угол зуба инструмента, t - щаг зуба.
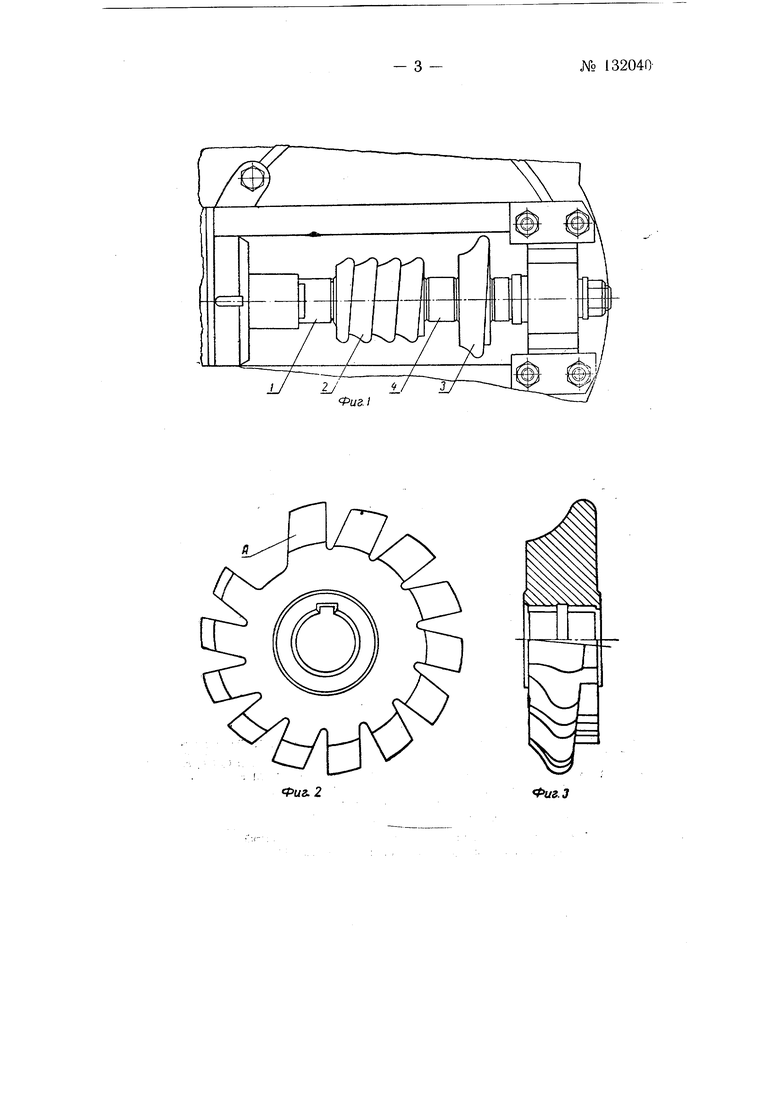
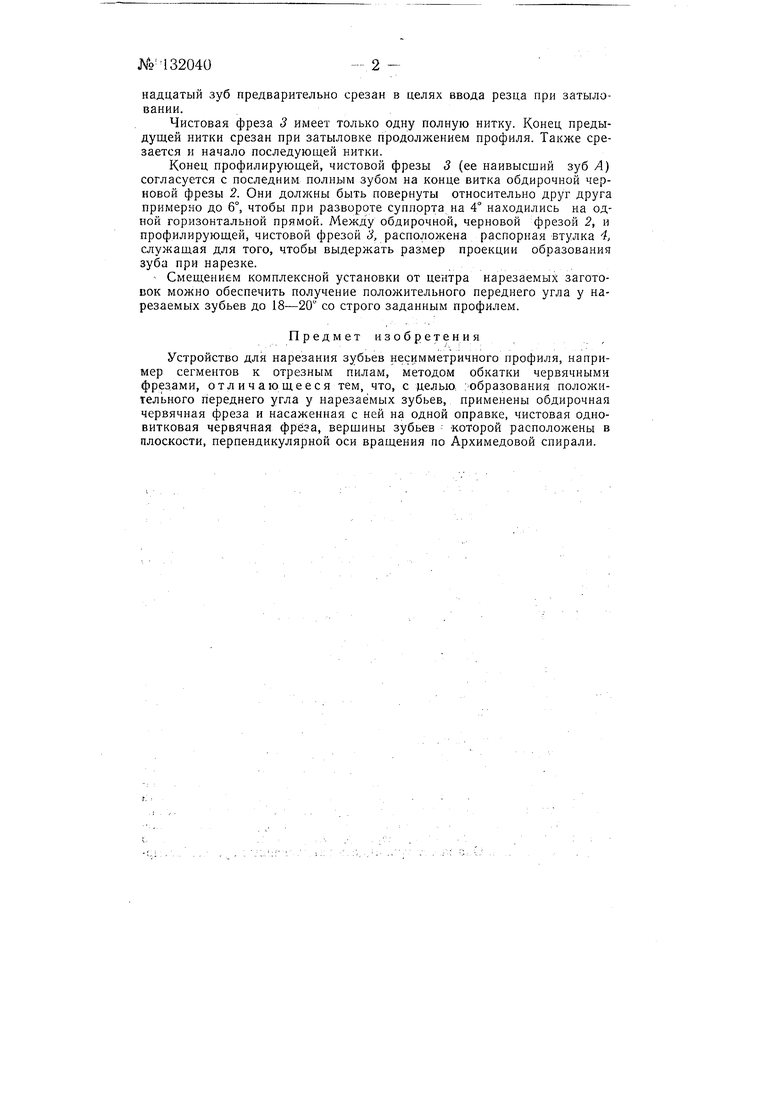
На фиг. 1 схематически изображено описываемое устройство; на фиг. 2 - изображена чистовая фреза; на фиг. 3 - то же, вид сбоку с частичным разрезом.
В устройстве на оправке / насажено две червячные фрезы: обдирочная, черновая 2 и чистовая 3.
Процесс нарезания зубьев при обкатке распадается на две самостоятельные операции: черновую и чистовую, выполняемые одновременно.
Обдирочная черновая фреза 2 по своей конструкции является обычной червячной фрезой. Для работы на увеличенных подачах и плавности резания эта фреза имеет наклонные под углом до 5° канавки и нитки.
Чистовая фреза 3 - однониточная червячная фреза с расположе-: вием верщин зуба в плоскости, перпендикулярной к оси вращения по спирали Архимеда. Она имеет тринадцать затылованных зубьев. Четыр-R sina t
№132040- 2 надцатый зуб предварительно срезан в целях ввода резца при затыловании.
Чистовая фреза 3 имеет только одну полную нитку. Конец предыдущей нитки срезан при затыловке продолжением профиля. Также срезается и начало последующей нитки.
Конец профилирующей, чистовой фрезы 3 (ее наивысший зуб Л) согласуется с последним полным зубом на конце витка обдирочной черновой фрезы 2. Они должны быть повернуты относительно друг друга примерно до 6°, чтобы при развороте суппорта на 4° находились на одной горизонтальной прямой. Между обдирочной, черновой фрезой 2, н профилирующей, чистовой фрезой 3, расположена распорная втулка 4, служащая для того, чтобы выдержать размер проекции образования зуба при нарезке.
Смещением комплексной установки от центра нарезаемых заготовок можно обеспечить получение положительного переднего угла у нарезаемых зубьев до 18-20 со строго заданным профилем.
Предмет изобретения
Устройство для нарезания зубьев несимметричного профиля, например сегментов к отрезным пилам, методом обкатки червячными фрезами, отличающееся тем, что, с целью .--образования положительного переднего угла у нарезаемых зубьев, применены обдирочная червячная фреза и насаженная с ней на одной оправке, чистовая одновитковая червячная фреза, вершины зубьев - которой расположены в плоскости, перпендикулярной оси вращения по Архимедовой спирали.
Фиг.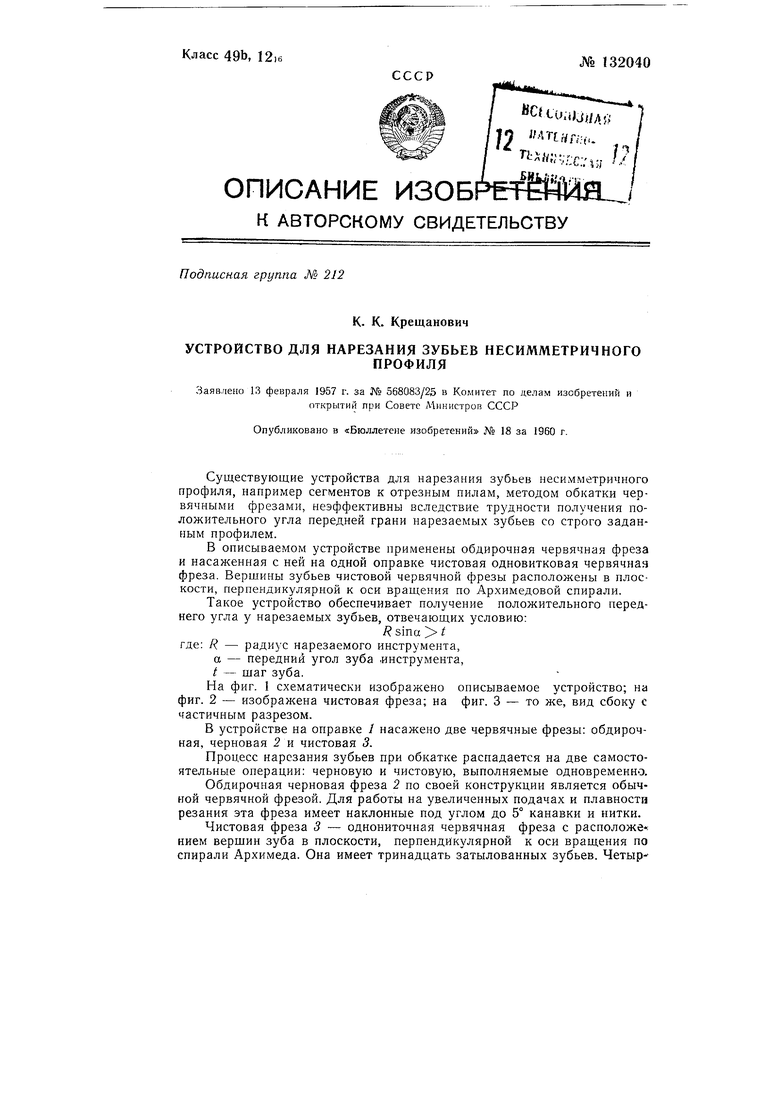
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2011 |
|
RU2467840C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| Многозаходная червячная фреза | 1982 |
|
SU1166929A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Червячная фреза | 1980 |
|
SU904927A2 |