Изобретение относится к области зуборезных инструментов, а именно к червячно-модульным фрезам, и может быть использовано при зубофрезеровании зубчатых колес с эвольвентным профилем зубьев.
Известна червячно-модульная фреза для нарезания зубчатых колес с эвольвентным профилем зубьев, содержащая зубья с передней поверхностью, выполненной в виде плоскости и имеющей положительный передний угол на их вершине [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (с.53)].
К причине, препятствующей достижению указанного ниже технического результата, а именно обеспечению высокой точности профиля зубьев колеса при использовании известной червячно-модульной фрезы, относится то, что при положительных значениях переднего угла точность профиля зубьев колеса меньше, чем при использовании червячно-модульной фрезы с передним углом, равным нулю, причем с увеличением значения переднего угла точность профиля зубьев колеса снижается [см. Иноземцев Г.Г. Червячные фрезы с рациональными геометрическими и конструктивными параметрами. - Саратов: Изд. Саратовского университета, 1961. - 224 с. (с.134)].
Наиболее близким по технической сущности к заявленному изобретению является выбранная в качестве прототипа червячно-модульная фреза для нарезания зубчатых колес с эвольвентным профилем зубьев, содержащая зубья с профилирующими режущими кромками на их боковых сторонах в осевой плоскости фрезы и с непрофилирующими режущими кромками на их вершинной части, которые расположены в этой же осевой плоскости фрезы, т.е. вся передняя поверхность зуба выполнена в виде осевой плоскости с передним углом, равным нулю [см. ГОСТ 9324-80 «Фрезы червячные чистовые однозаходные для цилиндрических зубчатых колес с эвольвентным профилем. Технические условия.»]. Расположение профилирующих режущих кромкок зубьев на их боковых сторонах в осевой плоскости червячно-модульной фрезы обеспечивает высокую точность профиля зубьев колеса.
К причине, препятствующей достижению указанного ниже технического результата, а именно повышению периода стойкости червячно-модульной фрезы, принятой за прототип, относится то, что наибольший износ фрезы, определяющий ее период стойкости, происходит на наиболее нагруженной вершинной части ее зубьев с непрофилирующими режущими кромками [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (с.203)]. Наличие на этой части зубьев фрезы переднего угла, равного нулю, способствует повышению их износа, так как при таком значении переднего угла наблюдаются повышенные деформации срезаемых слоев металла, приводящие к повышению сил и температуры в зоне резания, а следовательно, к снижению периода стойкости червячной фрезы [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.34)].
Сущность изобретения заключается в следующем. Известно, что вершинная часть зуба червячно-модульной фрезы является наиболее нагруженной, вследствие чего на ней наблюдается наибольший износ зубьев, определяющий ее период стойкости [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007 - 240 с. (с.203)]. Известно также, что наличие положительных передних углов на режущей части любого инструмента, в том числе и червячно-модульной фрезы, повышает его режущую способность, а следовательно, повышает и его период стойкости [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (с.28)]. В то же время при положительных значениях переднего угла на части плоскости передней поверхности зубьев червячно-модульной фрезы, где расположены боковые профилирующие режущие кромки, точность профиля зубьев колеса меньше, чем при использовании червячно-модульной фрезы с передним углом, равным нулю, причем с увеличением значения переднего угла точность профиля зубьев колеса снижается [см. Иноземцев Г.Г. Червячные фрезы с рациональными геометрическими и конструктивными параметрами. - Саратов: Изд. Саратовского университета, 1961. - 224 с. (с.134)]. Выполнение передней поверхности зубьев червячно-модульной фрезы из двух участков: участка на наиболее нагруженной вершинной части зубьев с непрофилирующими режущими кромками, на котором передняя поверхность имеет положительный передний угол, и участка с боковыми профилирующими режущими кромками в осевой плоскости фрезы, - обеспечивает повышение периода стойкости червячно-модульной фрезы при обеспечении высокой точности профиля зубьев колеса. Участок с непрофилирующими режущими кромками целесообразно выполнить в виде простой технологичной поверхности: либо в виде плоскости, расположенной под заданным положительным передним углом к осевой плоскости фрезы, проходящей через вершину зуба; либо в виде цилиндрической поверхности, касательной к участку передней поверхности зуба с профилирующими режущими кромками и проходящей через вершину зуба. Выполнение радиуса цилиндрической поверхности в соответствии с зависимостью, приведенной в формуле изобретения, обеспечивает заданный положительный передний угол на вершине зуба фрезы и плавное сопряжение передней поверхности зуба на участке с непрофилирующими режущими кромками с передней поверхностью зуба на участке с профилирующими режущими кромками.
Технический результат - повышение периода стойкости червячно-модульной фрезы при обеспечении высокой точности профиля зубьев колеса.
Указанный технический результат при осуществлении изобретения достигается тем, что у известной червячно-модульной фрезы для нарезания зубчатых колес с эвольвентным профилем зубьев, содержащей зубья с профилирующими режущими кромками на их боковых сторонах в осевой плоскости фрезы и с непрофилирующими режущими кромками на их вершинной части.
Особенность заключается в том, что передняя поверхность зубьев выполнена из двух участков: участка с профилирующими режущими кромками и участка с непрофилирующими режущими кромками в виде плоскости, расположенной под положительным передним углом к осевой плоскости фрезы, проходящей через вершину зуба, или в виде цилиндрической поверхности, касательной к участку передней поверхности зуба с профилирующими режущими кромками и проходящей через вершину зуба, а радиус цилиндрической поверхности выполнен в соответствии с зависимостью

где R - радиус цилиндрической поверхности;
Б - высота участка передней поверхности зуба с непрофилирующими режущими кромками;
γa - положительный передний угол на вершине зуба фрезы.
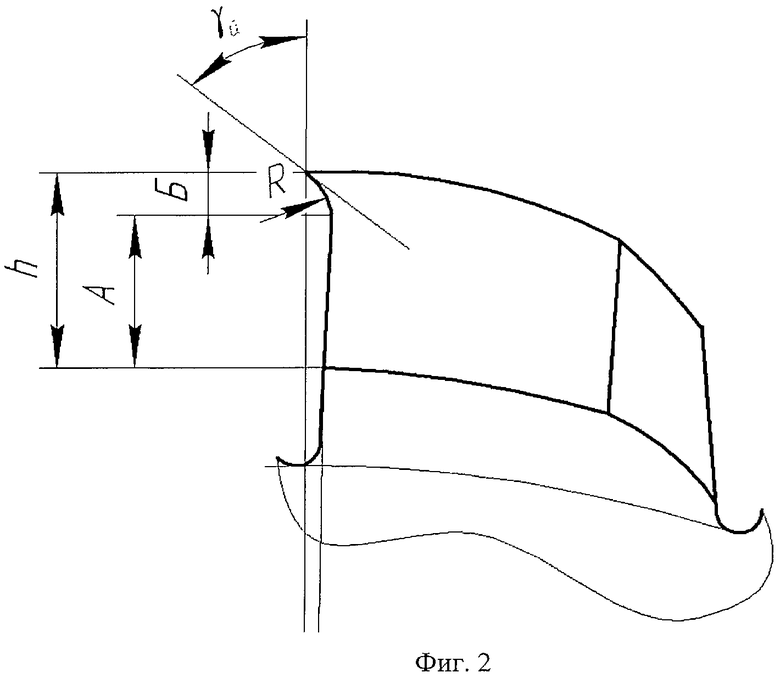
На чертежах представлено: на фиг.1 изображен профиль зуба червячно-модульной фрезы в плоскости, перпендикулярной к ее оси при выполнении передней поверхности зуба на его вершинной части с непрофилирующими режущими кромками в виде плоскости (первый вариант); на фиг.2 изображен профиль зуба червячно-модульной фрезы в плоскости, перпендикулярной к ее оси при выполнении передней поверхности зуба на его вершинной части с непрофилирующими режущими кромками в виде цилиндрической поверхности (второй вариант).
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Червячно-модульная фреза для нарезания зубчатых колес с эвольвентным профилем зубьев содержит зубья с полной высотой профиля h (фиг.1 и 2), передняя поверхность которых выполнена из двух участков: участка с профилирующими режущими кромками (участок высотой А на фиг.1 и 2) и участка с непрофилирующими режущими кромками в виде плоскости, расположенной под положительным передним углом γa к осевой плоскости фрезы, проходящей через вершину зуба (участок высотой Б на фиг.1), или в виде цилиндрической поверхности, касательной к участку передней поверхности зуба с профилирующими режущими кромками и проходящей через вершину зуба, а радиус цилиндрической поверхности выполнен в соответствии с зависимостью, приведенной в формуле изобретения (участок высотой Б фиг.2). Выполнение радиуса R цилиндрической поверхности в соответствии с зависимостью, приведенной в формуле изобретения, обеспечивает заданный положительный передний угол γa на вершине зуба фрезы и плавное сопряжение передней поверхности зуба на участке с непрофилирующими режущими кромками (участок высотой Б на фиг.2) с передней поверхностью зуба на участке с профилирующими режущими кромками (участок высотой А на фиг.2).
Работа червячно-модульной фрезы для нарезания зубчатых колес с эвольвентным профилем зубьев осуществляется следующим образом.
При работе червячно-модульной фрезы срезаемый слой металла сходит по передней поверхности зуба фрезы, подвергаясь на наиболее нагруженной вершинной ее части с непрофилирующими режущими кромками (участок высотой Б на фиг.1 и 2) минимальным деформациям благодаря положительному переднему углу γа на вершине зуба. В результате снижаются сила и температура в зоне резания, что приводит к повышению периода стойкости червячно-модульной фрезы [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.34)]. Расположение профилирующих режущих кромок на боковых сторонах зубьев в осевой плоскости червячно-модульной фрезы (участок высотой А на фиг.1 и 2) обеспечивает высокую точность профиля зубьев колеса [см. Иноземцев Г.Г. Червячные фрезы с рациональными геометрическими и конструктивными параметрами. - Саратов: Изд. Саратовского университета, 1961. - 224 с. (с.134)].
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| Червячная фреза | 1987 |
|
SU1537425A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2442678C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2396152C1 |
| ФРЕЗА | 1998 |
|
RU2131796C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| Способ контроля сложных профилей зубьев | 1982 |
|
SU1106977A1 |
Фреза содержит зубья с профилирующими режущими кромками на их боковых сторонах в осевой плоскости фрезы и с непрофилирующими режущими кромками на их вершинной части. Для увеличения периода стойкости при обеспечении высокой точности нарезаемых колес передняя поверхность зубьев выполнена из двух участков, участка с профилирующими режущими кромками и участка с непрофилирующими режущими кромками в виде плоскости, расположенной под положительным передним углом к осевой плоскости фрезы, проходящей через вершину зуба, или в виде цилиндрической поверхности, касательной к участку передней поверхности зуба с профилирующими режущими кромками и проходящей через вершину зуба. 2 ил.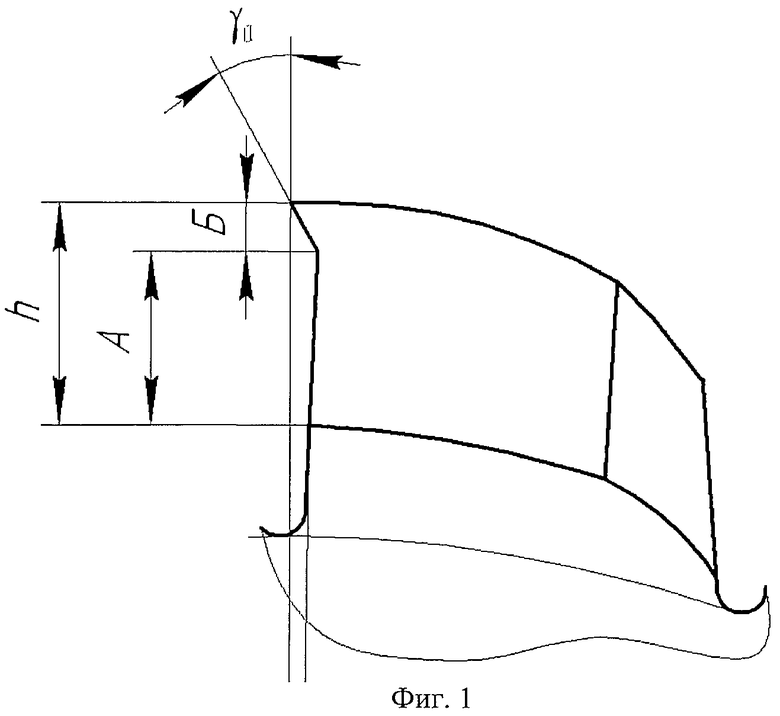
Червячно-модульная фреза для нарезания зубчатых колес с эвольвентным профилем зубьев, содержащая зубья с профилирующими режущими кромками на их боковых сторонах в осевой плоскости фрезы и с непрофилирующими режущими кромками на их вершинной части, отличающаяся тем, что передняя поверхность зубьев выполнена из двух участков, участка с профилирующими режущими кромками и участка с непрофилирующими режущими кромками в виде плоскости, расположенной под положительным передним углом к осевой плоскости фрезы, проходящей через вершину зуба, или в виде цилиндрической поверхности, касательной к участку передней поверхности зуба с профилирующими режущими кромками и проходящей через вершину зуба.
| СЕМЕНЧЕНКО И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| - М.: Машгиз, 1962, с.684, 694, 695, фиг.418 | |||
| ЧЕРВЯЧНАЯ ФРЕЗА | 0 |
|
SU404583A1 |
| SU 914210 А, 25.03.1982 | |||
| Режущий инструмент | 1984 |
|
SU1220896A1 |
| US 3106765 А, 15.10.1963. | |||

