Изобретение отнсзсится к способу изготовления изделия, на поверхности которого нанесена толстая вставка из антифрикционной смолы, в частности из политетрафторэтилена, более известного под названием тефлон или фторопласт.
Целью изобретения является повышение сцепления антифрикционной вставки из чистого или наполненного политетрафторэтилена .
На фиг. I изображено частично кольцо, на верхней поверхности которого образованы кольцевые канавки согласно предлагаемому способу, аксонометрия; на фиг. 2 - то же, вид спереди; на фиг. 3 - процесс холод-: ной высадки ребер, расположенных между смежными канавками кольца с помощью инструмента с насадками, аксонометрия; нл фпг. 4 - кольцо, на котором осуществлена чередующаяся высадка на ребрах, вид спереди; на фиг.5 - то же, аксонометрия; на фиг. 6 - частично кольцо с антифрикционной вставкой, аксонометрия (поперечное сечение показано в соответствии с высадкой ребер); на фиг. 7 - то же, на участке, где производилась осадка, вид спереди.
Способ нанесения толстой антифрикционной вставки на верхнюю поверхность кольца 1, имеющего прямоугольные поперечное сечение, осуществляется следующлм образом.
На перхпей поверхности кольца 1 токарной обработкой получают ряд па- раллельн111х канавок 2, причем канавки, расположенные с внешней 3 и внут- 40 Кроме того, толщина ребер должна
ранней 4 сторон указанной поверхности, имеют глубину 0,5 мм, а канавки, расположенные между ними, имеют глубину 2 мм. Указанные канавки имеют ширину 2 t-пл и разделены между собой ребрами 5, имеющими 0,5 мм. Затем осуществляют поочередное выса- живание на ребрах 5 выступов 6 с помощью ролика 7, имеющего пiэoдoль- ные насечки 8 (фиг. 3). Ролик 7, установленный свободно на валу 9, прижимается с .усилием Р к указанным ребрам 5 таким образом, что насечки 8 ролика фасположены перпендикулярно ребрам, при этом кольцо 1 вращают под роликом в направлении, указанном стрелкой 10 (фиг. 3). В результате такой обработки получают на ребрах 5 чередующуюся последовательность
229702
выступов 6 и выдавленных участков в
fO
15
20
продольном направлении ребер (фиг.4). Выдавленные участки образуют насечки 11, которые свисают над внутренней полостью канавок 2 и образуют поднутрения.
На участках ребер, на которых отсутствовало действие вьщавливания образуются выступы 6. После такой обработки на верхнюю поверхность кольца 1 наносят чистый политетрафторэтилен (тефлон) или наполненный политетрафторэтилен (тефлон), который затем спекают и получают вставку 12.
Полученная таким образом вставка 12, благодаря хорошему сцеплению с металлической поверхностью кольца, . может быть обработана на станке (фиг. 6 и 7), где полученный антифрик- ЦИОННЫР1 слой показан равным с обработанными торцами и участками 13,
Для обеспечения хорошего сцепления антифрикционного покрытия с поверхностью детали необходимо, чтобы размер канавок обеспечивал размещение такого количества антифрик- ционной смолы, которое было бы достаточно для эффективного сцепления с поверхностью, но не слишком большое, чтобы избежать излишнего расхода смолы и должна быть такой, чтобы обеспечить возможность получения на материале основания (детали) соответствующего количества канавок, обеспечивающих хорошее удержание вставки антифрикционной.
быть такой, чтобы обеспечить при высадке надежное получение на ребрах насечек, образующих поднутрения во внутренней полости канавок, а не 4 простое изгибание ребер, что становится возможным, если ребра будут слишком тонкие.
При рабочих испытаниях было уста- 50 новлено, что для получения хорошего сцепления толстой вставки с основанием оптимальная толйр на ребер может изменяться от 0,1 до 1,0 мм в зависимости QT толщины получаемой встав- 25 ки и что размеры ребер изменяются от их толщины, при этом глубина канавки должна быть в 3,5-А,5 раза больше толщины ребер, а ширина канавки в 2,5-3,5 раза больше толщины ребер.
Формула изобретения
Способ нанесения толстой вставки из антифрикционной смолы на металлическую поверхность путем образования на ней токарной обработкой ряда параллельных и смежных канавок, разделенных ребрами с последующей накаткой роликом насечек, расположенных поперек канавок и образующих поднутрег кия в канавках и нанесения на обра
ботанную металлическ то поверхность антифрикционной смолы, отличающийся тем, что, с целью повьпие- ния сцепления антифрикционной вставки из чистого или наполненного политетрафторэтилена, на плоской металлической поверхности ребра выполняют толщиной 0,1-1 мм, а канавки - с глу- биной в 3,5-4,5 раза больше толщины ребер и шириной в 2,3-3,5 раза больше толщины ребер.
Фиг.З
//
Фи.б
12
/3
(Риг.7
Составитель И. Фролова Редактор Г. Волкова Техред Л.Сердюкова Корректор И. Муска
Заказ 2881/50 Тираж 564Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35 Раушская наб., д. 4/5
Проичводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4


ИэобретеШ1е относится к переработке пластмасс и может быть использовано при получении металлоттолимер- ных изделий. Цель изобретения - повышение сцепления антифрикционной вставки из чистого или наполненного политетрафторэтилена. Дня этого на плоской металлической поверхности 4 ребра 6 выполняют толщиной 0,1-1 мм, а канавки 2 - глубиной в 3,5-4,5 раза больше толщины ребер 6 и шириной в 2,5-3,5 раза больше толщины. 7 ил. § у/ 623 СО Ю СМ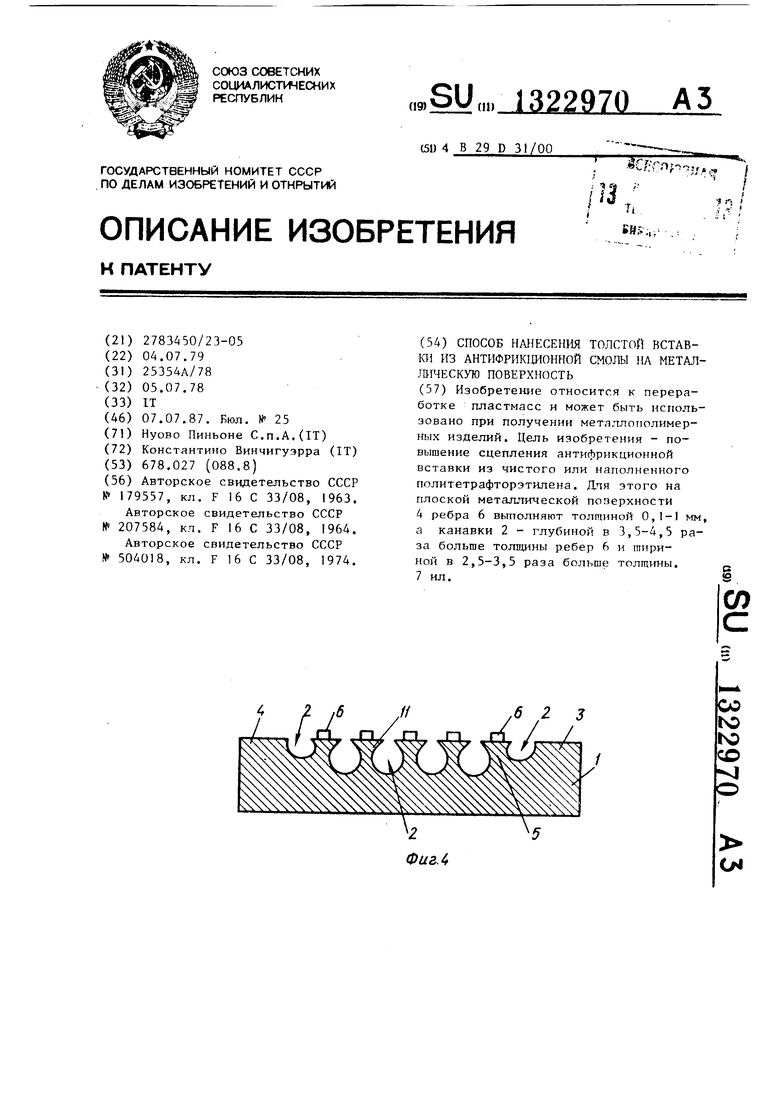
| СОСТАВНОЙ ПОДШИПНИК СКОЛЬЖЕНИЯ | 0 |
|
SU179557A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ | 0 |
|
SU207584A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Многослойный вкладыш подшипника скольжения | 1974 |
|
SU504018A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
