Изобретение относится к устройствам для пайки и может быть использовано в приборостроительной, судостроительной, электротехнической, автотракторной промышленности.
Цель изобретения - снижение энергоемкости устройства,
На фиг.1 представлено предлагаемое устройство, общий вид; на фиг.2- то же, вид сверху.
Устройство состоит из ванны в виде стакана 1 с коаксиально установленной в ней рабочей емкостью 2 в виде отрезка трубы. В кольцевой зазор между стенками ванны и рабочей емкости помещен поршень 3 с конусными каналами 4. На стенке ванны укреплена как минимум одна направляющая шпонка 5, удерживающая поршень от проворачивания. Поршень 3 выполнен из материала с меньшим удельным весом, чем у припоя (например из титанового сплава ВТ 1-0, ВТ5 и др., алюминиевых сплавов Д1, В95, АК4 и др.), поэтому он плавает на поверх- кости припоя, В нижней части рабочей емкости 2 выполнены окна 6 суммарной площадью не менее площади сечения рабочей емкости. Над поршнем располагается прижим 7 с комическими высту- пами 8 по числу конусных каналов в поршне, расположенных на одной с ним вертикальной оси. Прижим свободно проходит в кольцевой зазор и выполне в виде сектора для обеспечения сво- бодного прохождения припоя в период подъема прижима. Прижим 7 посредством .тяги 9 связан с силовым цилиндром 10, Рабочей зоной является площадь зеркала припоя, ограниченная стенками рабочей емкости 2.
Устройство работает следующим образом.
В рабочем положении поршень 3 плавает на поверхности припоя, не ка- саясь при этом прижима 7. Припой в рабочей емкости 2 и в кольцевом зазоре между стенками ванны и рабочей емкости находится на одном уровне.
. При образовании шлака на зеркале
припоя в рабочей зоне выше нормы включают рабочий ход силового цилиндра 10 и его поршень через тягу 9 опускает прижим 7, которь1й входит своими коническими выступами 8 в ко- нустные каналы 4 в поршне 3 и пере- крывает проход припою. Прижим продолжает движение вниз вместе с поршнем.
вытесняя припой из кольцевого зазора через окна 6 в рабочую емкость 2, При этом уровень припоя в рабочей емкости повьш1ается, а в кольцевом зазоре понижается. Поршень 3 опускается до тех пор, пока уровень припоя в рабочей зоне не превысит высоту стенок рабочей емкости и верхний загрязненный слой припоя не перельется в кольцевой зазор между стёлками ванны 1 и рабочей емкости 2, После этого поршень силового цилиндра совершает обратный ход и прижим возвращается в исходное положение. Уровень припоя в. рабочей емкости и в кольцевом зазоре выравнивается благодаря перетеканию припоя через окна 6. Поршень 3 всплывает, пропуская припой через открывшиеся после отхода прижима канал ы 4. При всплытии поршня шпонка 5 удерживает его от проворота, тем самым обеспечивая соосное расположение конусных каналов 4 на поршне и конических выступов 8 на прижиме. П осле выравнивания уровней припоя в рабо чей емкости и в кольцевом зазоре рабочая зона готова к пайке. Выбор площади сечения кольцевого зазора в пределах 0,5-1,0 площади сечения рабочей емкости определяется необходимостью превьштения объема вытесняемого поршнем припоя из кольцевого зазора как минимум в 1,2 раза объема рабочей емкости от верхнего уровня припоя до ее верхнего края. Количество припоя в рабочей емкости определяется только габаритами паяемых деталей, так как в рабочей емкости никаких механизмов и деталей устройства не размещается.
Формула изобретен.ия
Устройство для пайки и лужения, содержащее ванну для расплавленного припоя с закрепленной в ней открытой рабочей емкостью, в нижней части которой выполнено по крайней мере одно окно с площадью сечения, равной или большей площади сечения рабочей емкости, и механизм перемещения припоя в виде поршня со сквозными осевыми каналами, отличающееся тем, что, с целью снижения энерго емкости устройства, оно снабжено кинематически связанным с механизмом перемещения приводным прижимом с коническими выступами, установленным с возможностью периодического перекрытия каналов поршня, при этом поршень
вьтолнен из материала, удельный вес которого меньше удельного веса припоя, и установлен в кольцевом зазоре между ванной и рабочей емкостью.
его каналы выполнены конусными по числу конических выступов прижима, а рабочая емкость установлена коакси- ально внутренней поверхности ванны.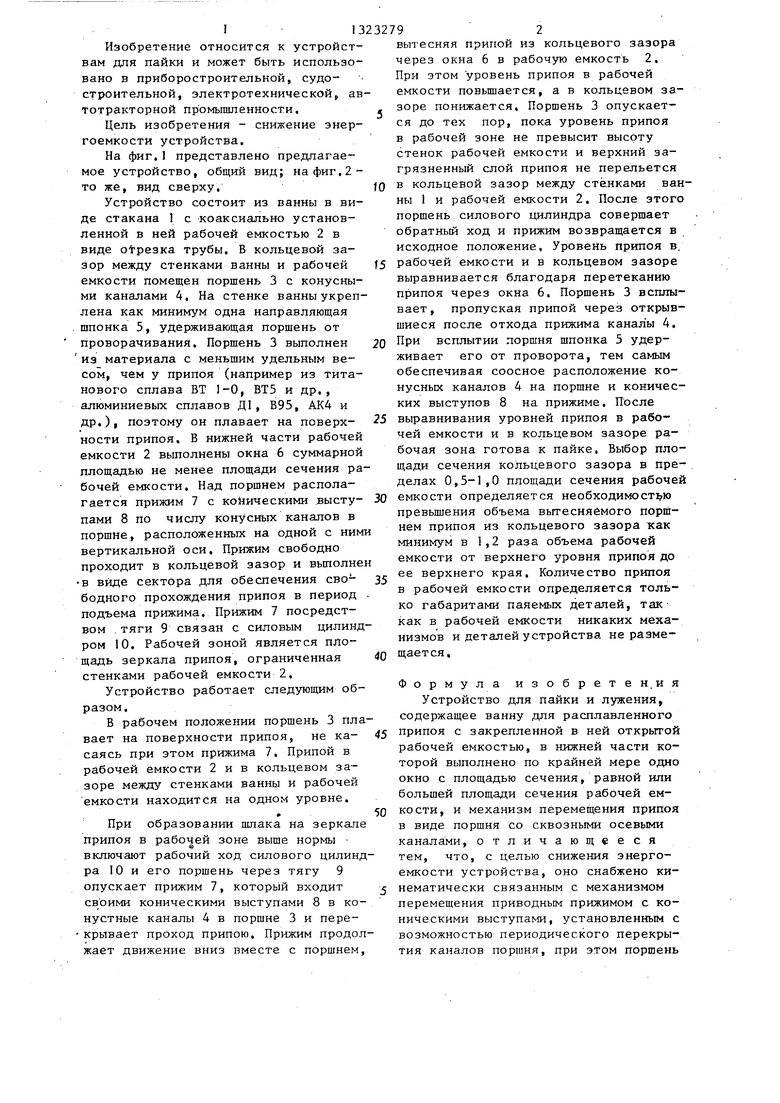
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отсоса припоя | 1987 |
|
SU1671422A1 |
| Устройство для пайки | 1982 |
|
SU1110568A1 |
| Устройство для пайки выводов микросхем | 1987 |
|
SU1581494A1 |
| Устройство для пайки погружением | 1980 |
|
SU961884A1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 1956 |
|
SU112950A1 |
| Устройство для пайки деталей погружением | 1975 |
|
SU534321A2 |
| Устройство для пайки деталей | 1982 |
|
SU1087280A1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| Устройство для пайки деталей погружением | 1980 |
|
SU889323A2 |
| Установка для получения шариков припоя | 1986 |
|
SU1320041A1 |

фи2.1
CPU г. г
| Устройство для пайки | 1982 |
|
SU1110568A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
