(54) УСТРОЙСТВО для ПАЙКИ ДЕТАЛЕЙ ПОГРУЖЕНИЕМ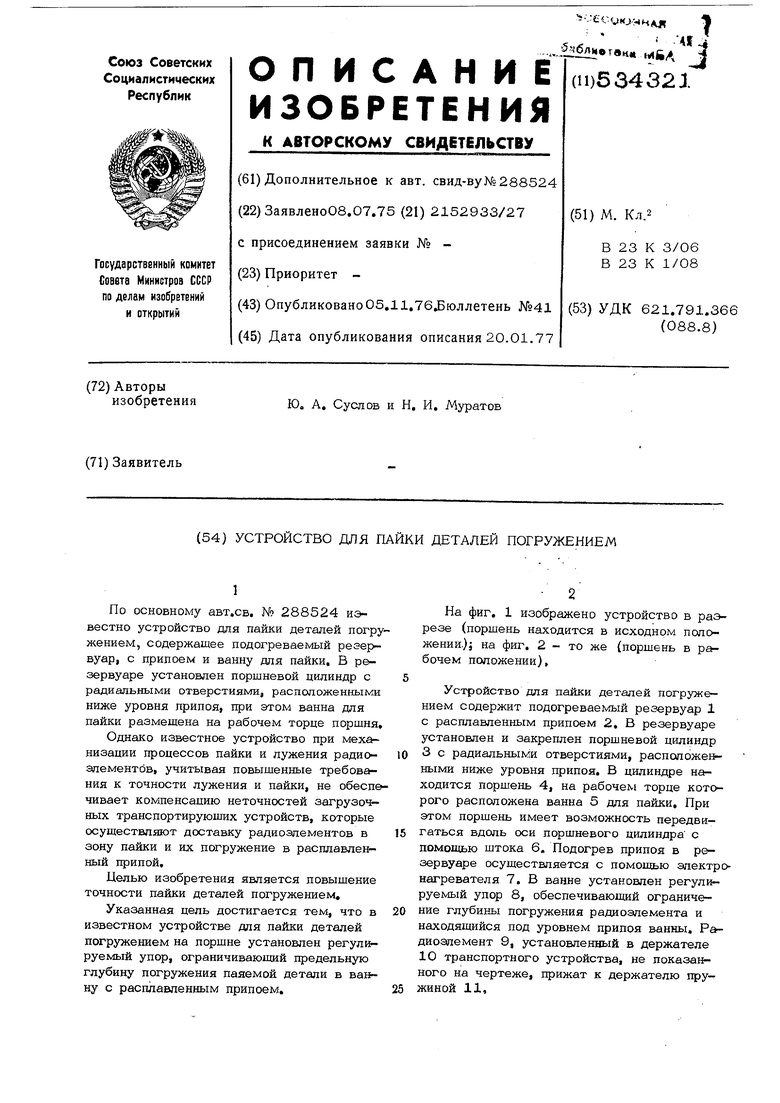
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения погружением | 1975 |
|
SU565786A1 |
| Устройство для пайки деталей погружением | 1980 |
|
SU889323A2 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ ДЕТАЛЕЙ ПОГРУЖЕНИЕМ | 1970 |
|
SU288524A1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Устройство для пайки и лужения деталей погружением | 1980 |
|
SU912426A1 |
| Устройство для пайки и лужения погружением в расплавленный припой | 1978 |
|
SU780994A1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2022734C1 |
| Устройство для лужения | 1985 |
|
SU1323277A1 |
| Устройство лужения струей припоя | 1986 |
|
SU1388214A1 |
| Устройство для пайки и лужения | 1986 |
|
SU1323279A1 |
1
По основному авт.св. N9 288524 известно устройство для пайки деталей погружением, содержащее подогреваемый резервуар, с припоем и ванну для пайки, В резервуаре установлен поршневой цилиндр с радиальными отверстиями, расположенными ниже уровня припоя, при этом ванна для пайки размещена на рабочем торце порщня
Однако известное устройство при механизации процессов пайки и лужения радиоэлементов, учитывая повыщенные требования к точности лужения и пайки, не обеспечивает компенсацию неточностей загрузочных транспортирующих устройств, которые осуществляют доставку радиоэлементов в зону пайки и юс погружение в расплавленный припой.
Целью изобретения является повыщение точности пайки деталей погружением.
Указанная цель достигается тем, что в известном устройстве для пайки деталей погружением на порщне установлен регулируемый упор, ограничивающий предельную глубину погружения паяемой детали в ванну с расплавленным припоем,
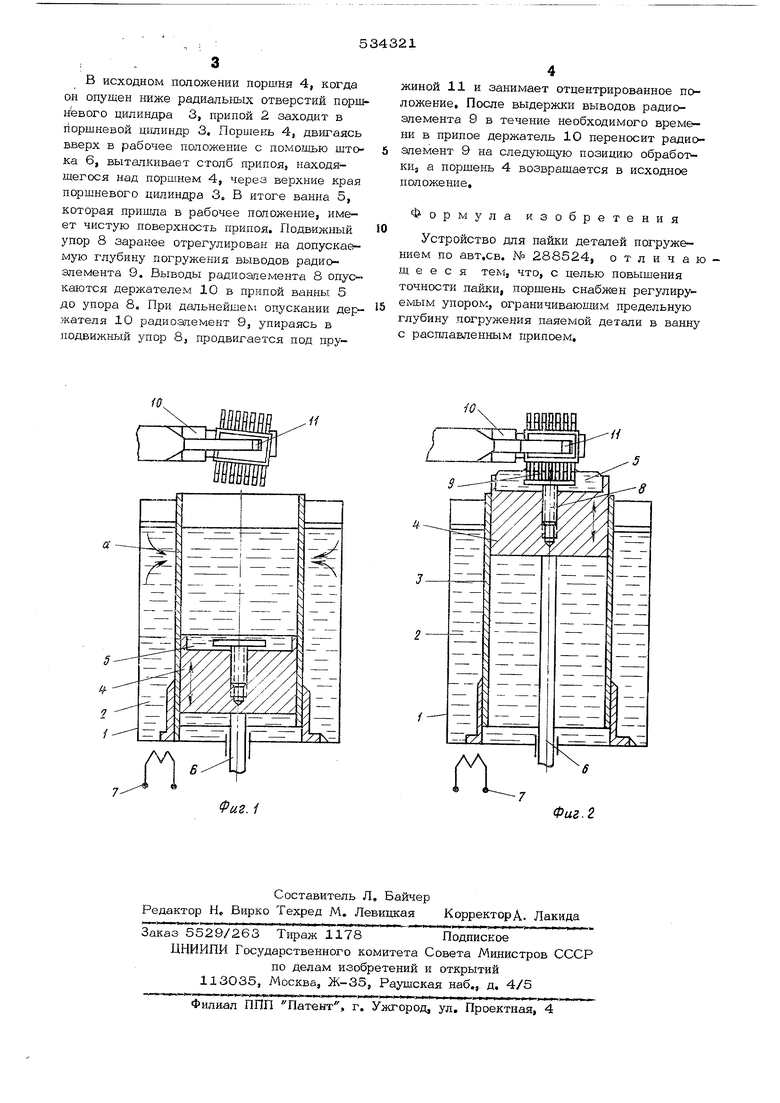
На фиг, 1 изображено устройство в разрезе (поршень находится в исходном положении,)} на фиг. 2 - то же (порщень в рабочем положении),
Устройство для пайки деталей погружением содержит подогреваемый резервуар 1 с расплавленным припоем 2. В резервуаре установлен и закреплен порщневой цилиндр 3 с радиальными отверстиями, расположенными ниже уровня припоя. В цилиндре находится поршень 4, на рабочем торце которого расположена ванна 5 для пайки. При этом порщень имеет возможность передвигаться вдоль оск поршневого цилиндра с помо1цью штока 6. Подогрев припоя в резервуаре осуществляется с помощью электр нагревателя 7. В ванне установлен регулируемый упор 8, обеспечивающий ограничение глубины погружения радиоэлемента и находящийся под уровнем припоя ванны. Р&диоэпемент 9, установленный в держателе 10 транспортного устройства, не показанного на чертеже, прижат к держателю пружиной 11, В исходном положении поршня 4, когда он опущен ниже радиальных отверстий поршневого цилиндра 3, припой 2 заходит в поршневой цЕшиндр 3, Поршень 4, двигаясь вверх в рабочее положение с помощью штока 6, выталкивает столб припоЯ} находящегося над поршнем 4, через верхние края поршневого цилиндра 3. В итоге ванна 5, которая пришла в рабочее положение, имеет чистую поверхность припоя. Подвижный упор 8 заранее отрегулирован на допускаемую глубину погружения выводов радиозпемента 9. Выводы радиоаяемента 8 опускаются держателем 10 в припой ванны 5 до упора 8. При дальнейшего-, опускании держателя 10 радиоэлемент 9, упираясь в подвижный упор 8j продвигается под пружиной 11 и занимает отцентрированное положение. После выдержки выводов радиоэлемента 9 в течение необходимого времени в припое держатель 10 переносит радиоэлемент 9 на следующую позицию обработ киэ а поршень 4 возвращается в исходное положение. Формула изобретения Устройство для пайки деталей погружением по авт.св. № 288524, отличаю щ е е с я тем, что, с целью повышения точности пайки, поршень снабжен регулиру мьш упором, ограничивающим предельную глубину погружения паяемой детали в ванну с расплавленнь1м припоем.
//
