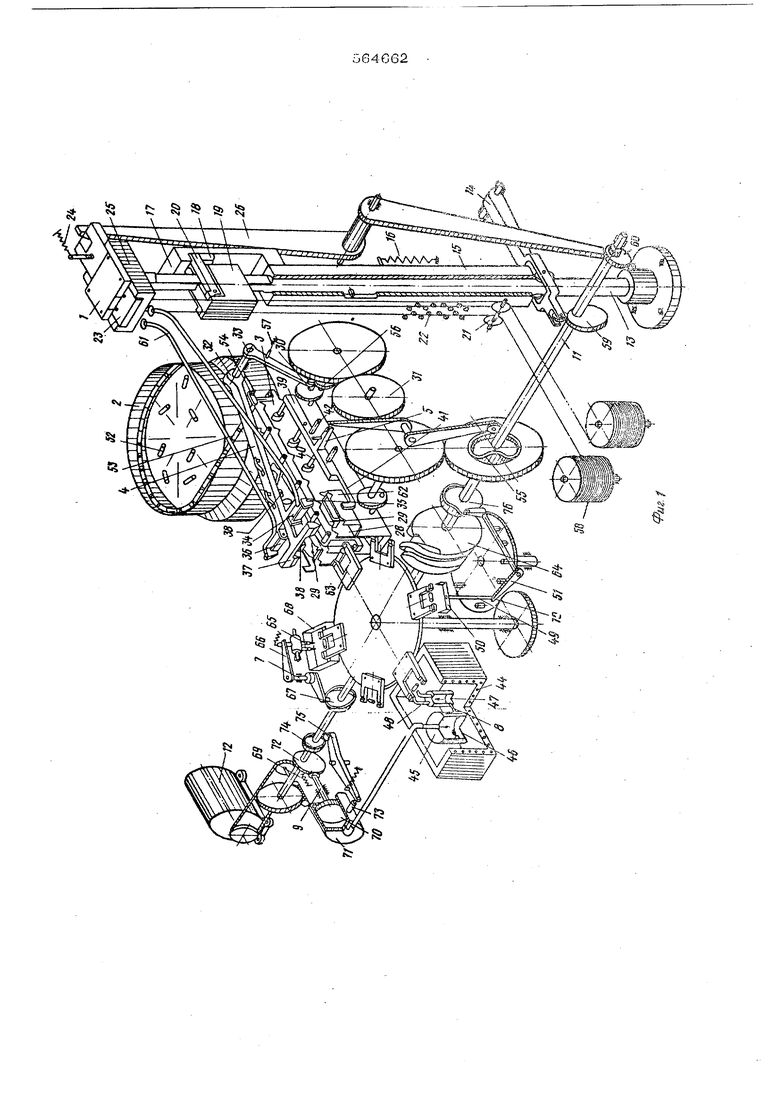
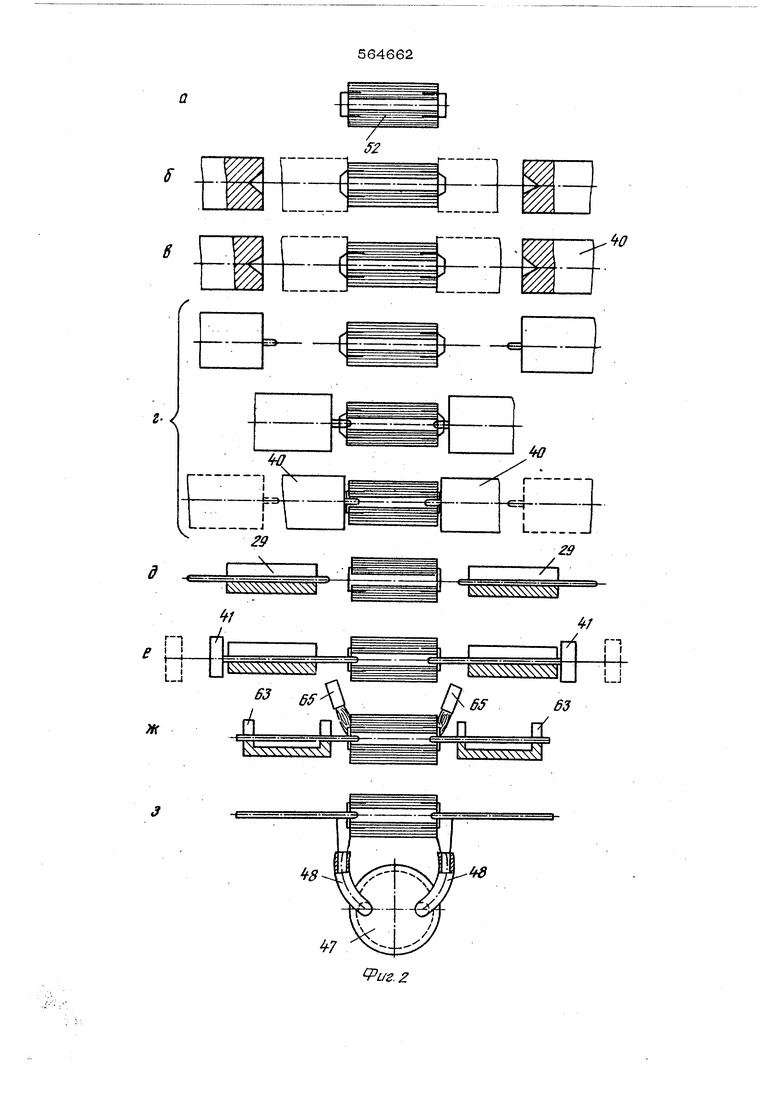
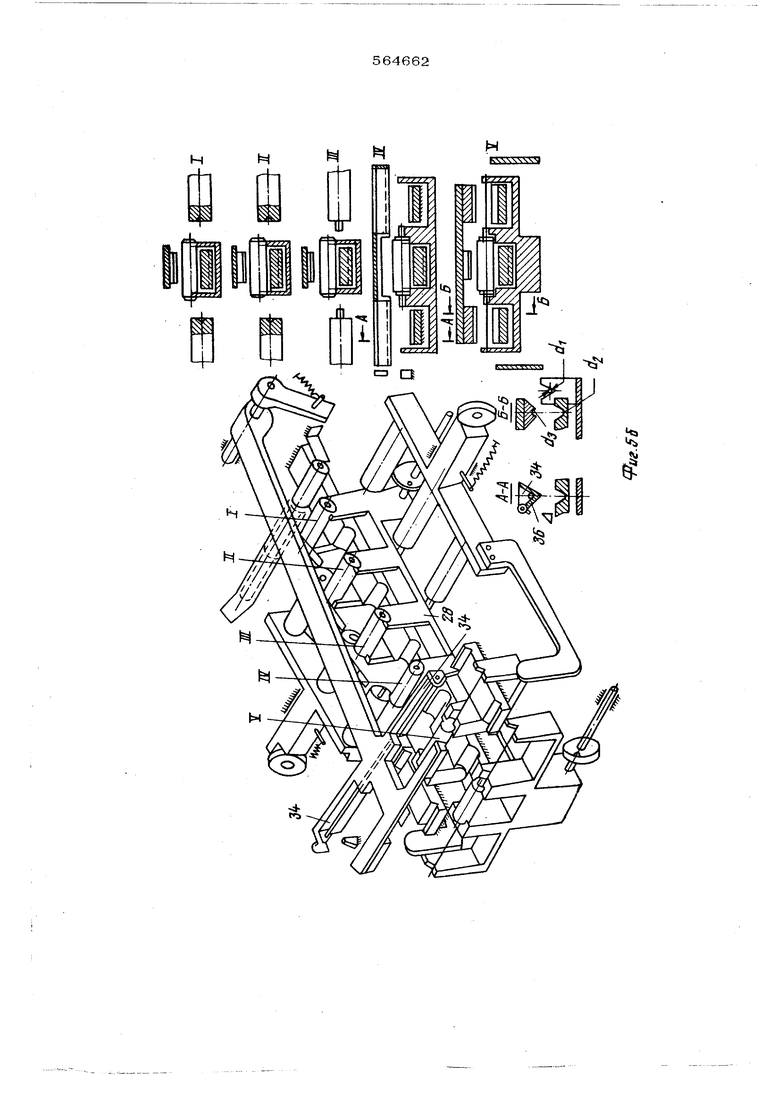
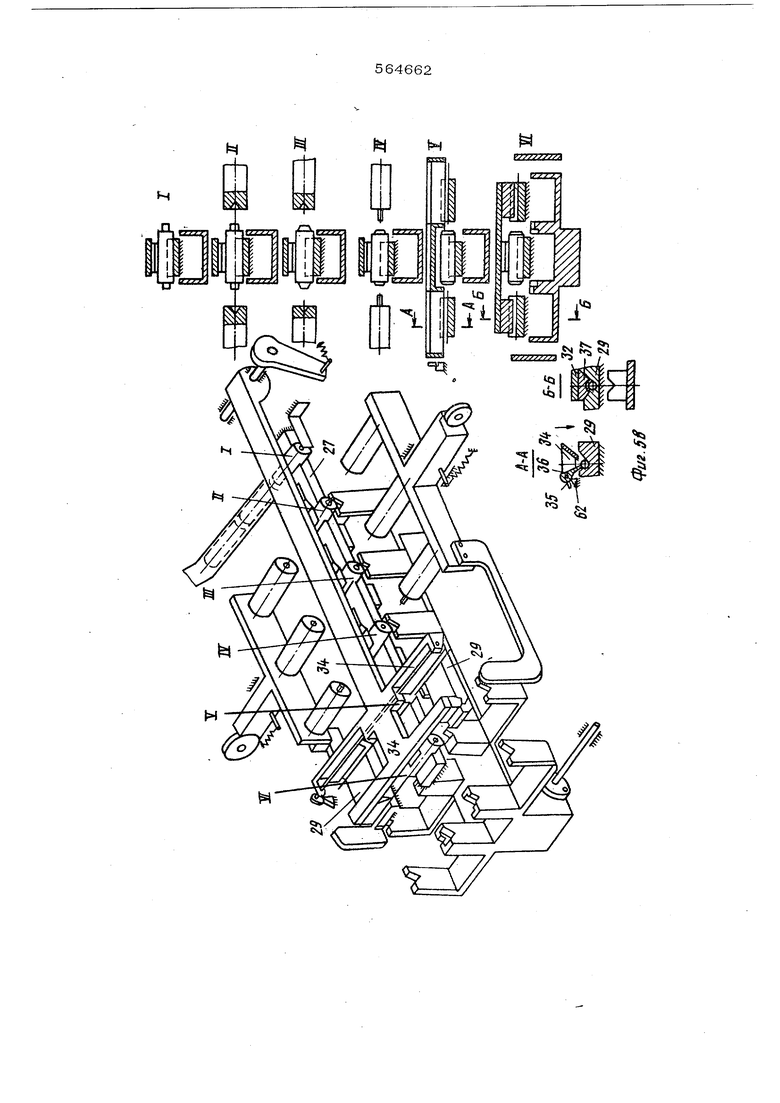
водами; на фиг. 26 - секция псюле первой ступени формовки выводов; на фиг. 2всекция после второй ступени ;-формовки выводов; на фиг, 2г - секция после третье ступени формовки выводов с образованием центральных отверстий; на фиг. 2 д- загрузка выводов на направляющие с гнездами; на фиг. 2 е- сборка проволочных выводов с секцией конденсатора; на фиг. 2жфлюсоваяве мест пайки;, на фиг. 2з - припайка проволочнык выводов к секции путем подачи припоя в виде двух струй на места соединения выводов с секцией; на фиг. 3 - схема формовки фольговых вьшодов секций; на фиг. 4 - схема сборки про-is волочных выводов с секцией конденсатора; на фиг, 5 - схема механизма формовки фольговьгх ; выводов секций и сборки сакции с проволочными выводами. Устройство содержит механизм изготовления выводов 1, вибробункер 2 для загрузки секций конденсаторов, шаговый транспортер 3, механизм 4 укладки выводов и прижима секций, два механизма 5 формовки фольговых вьшодоБ секций и сбор ки секции с проволочными :. выводами, транспортирующий диск 6, механизм флю ования 7, механизм пайки 8, насос 9, механизм 10 выгрузки запаянных изделий, распределительный вал 11 с кулачками и электромеханический привод 12. Механизм изготовления выводов состоит иа перемещающейся по стойке 13 поддействием рычага 14 карегки 15 с возвратной пружиной 16, связанной с кронштейном 17, имеющим шарнирный упор 18 и зажим 19 с собачками 20, направляющих и рихтующих роликов 2i я 22 и подвижного ножа 23 с пружиной 24, скользящаго по пазу укрепленного на конце стой ки 13 неподвижного ножа 25, при воздействии рычага 26.. Шаговый транспортер 3 содержит, неподвижную рейку 27, подвижную рейку 28, две двухпозиционные направляющие 29 с гнездами, основания которых имеют форму
полуцилиндров, диаметр которых равен диаметру проволочных выводов, эксцентриковые валы 30 и приводные шестерни 31.
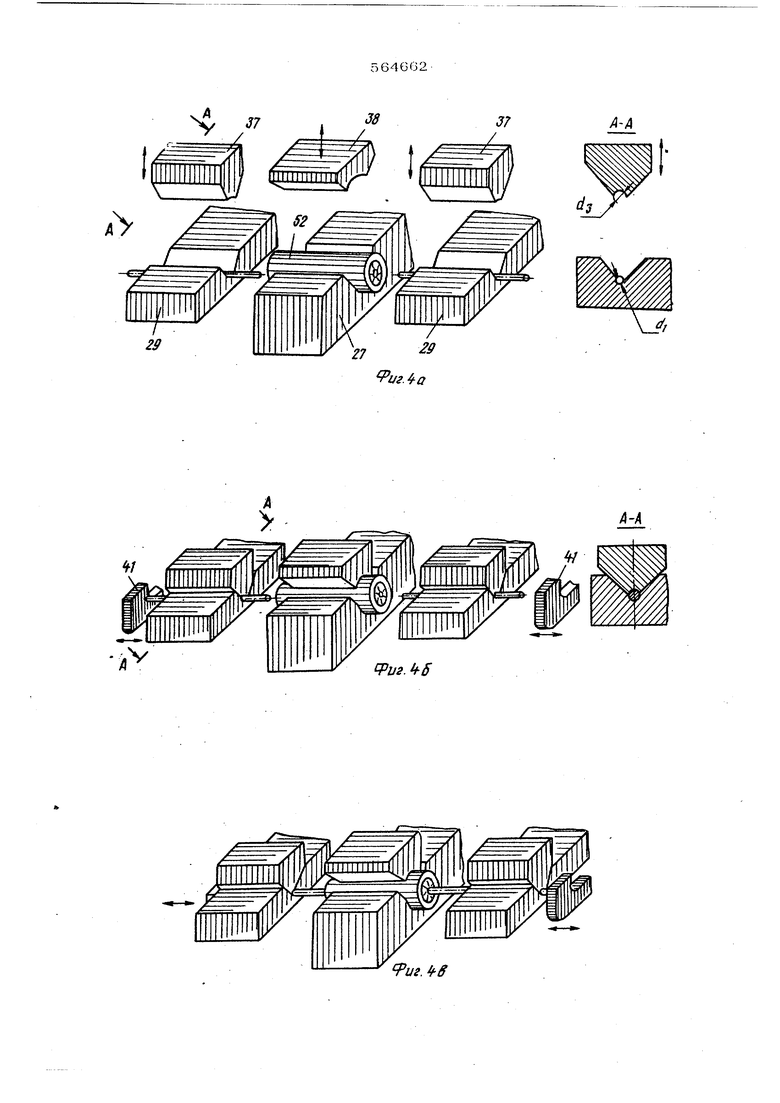
Механизм 4 укладки выводов и прижима секций выполнен в ви.це двух укрепленных на одной оси рычагов 32 и 33, причем на конце рычага 32 цмеются два гнезда 34 с упором 35 и заслонками 36 с пружиной и две призмы 37, основания которых имеют форму полуцилиндров, диаметр которых ( d и dj ) равен диаметру ( ) проволочных выводов,-а четыре подпружиненных прижима 38 расположены вдоль рычага 32.
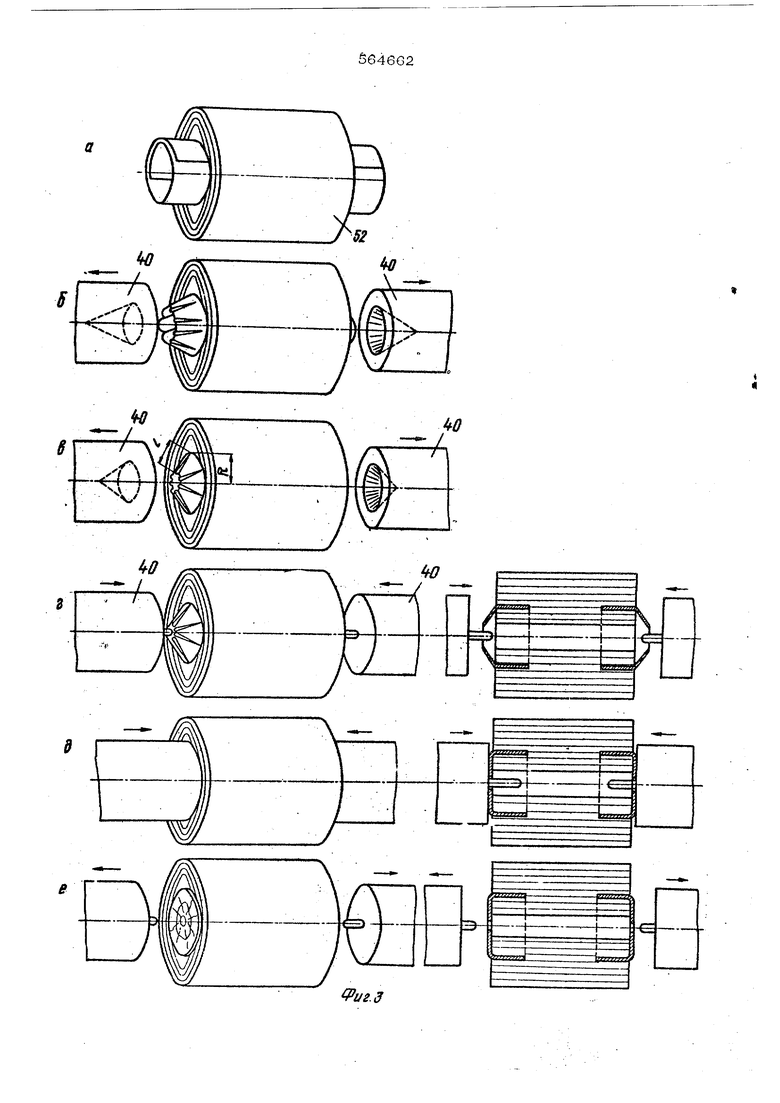
Механизм 5 формирования фольговых выводов секции и сборки секции с выводами содержит каретку 39 с тремя формирующими упорами 40, один из которых имеет стержень, длина которого больше длины фольгового вывода секции, образующий на, торцовой поверхности секции центральное отверстие диаметром,равным диаметру проволочных выводов, и толкателем 41, перемещающимся по двум направляющим 42 под действием двуипечего рычага 43.
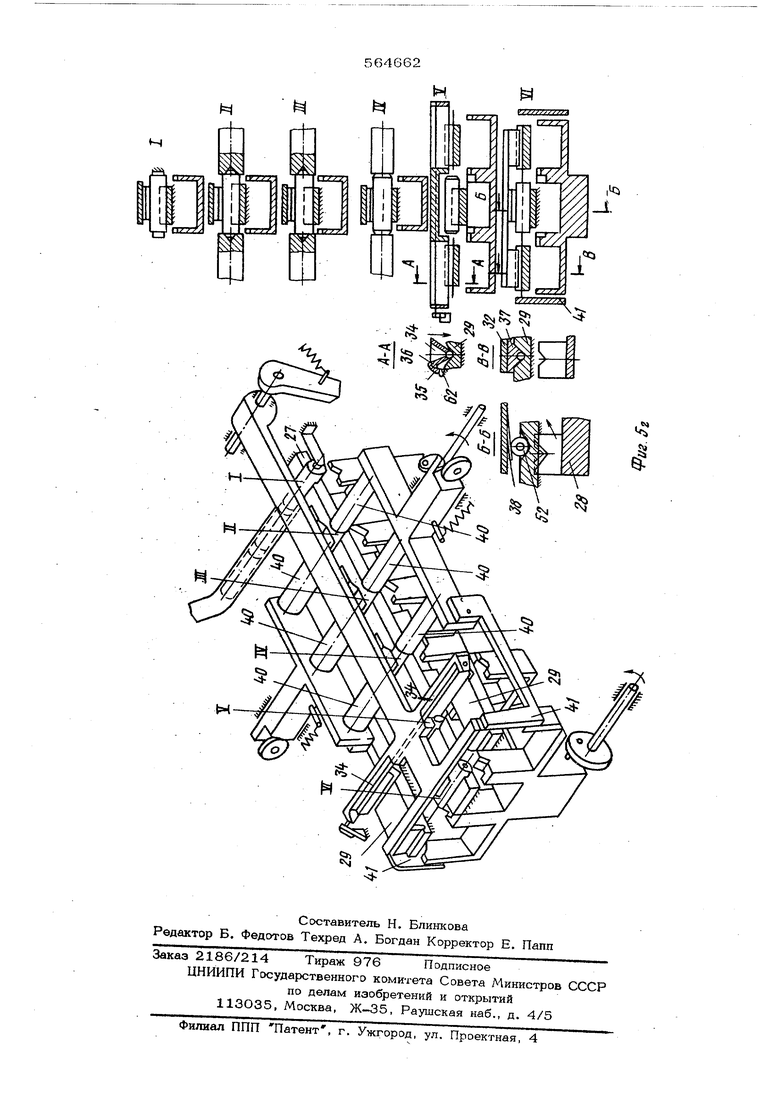
Механизм пайки 8 представляет собой обогреваемую ванну 44 с припоем, в коНОЙ рейки 27 (см. фиг. 5в). При дальнейшем опускании подвижной рейки 28 каретки 39 с формирующими упорами 40 сходятся и придают цилиндрическим, фольговым выводам коническую форму (см. фиг.5в, сечение пэз, II , фиг. За и Зб). После этого каретки 39 с упорами 40 расходятся, рьпаг 32 поднимается, и подвижная рейка 28 переносит секцию на поз. 111. Затем обжатие фольговых выводов секции 52 повторяется, т.е. рычаг 32 опускается, прижим 38 обеспечивает удержание секции в гнезде непо.цБИжной рейки 27 на поз. Ill , а при схож.цении кареток ЗО торую помещен соединенный с насосом 9 дозирующий цилиндр 45 с обратным клапаном 46 и патрубком 47 с двумя Г- образными трубками 48. Механизм 10 вьп рузки запаянных изделий выполнен в виде штока 49 со съемником 50, управляемого от двуплечего рычага 51. Описанное устройство работает следующим образом, Секции конденсаторов 52 поступают из вибробункера по лотку 53 в гнездо неподвижной рейки 27 шагового транспортера 3 на поз. 1 до упора 54 (фиг. 5а). Рейка 28 приводится в движение от эксцентриковых валов ЗО, переносит секции 52 на шаг, подавая их последовательно на позиции II , JII и IV к местам формовки цилиндрических фольговых выводов . в плоские торцовые с .образованием цент- ральных отверстий для соосной сборки секции с выводами путем последовательного обжатия секции упорами 40 кареток 39, совершающих возвратно-поступательные движения при помощи двухплечего рычага 43, взаимодействующего с кулачком 55 и пружиной. После подачи секции 52 подвижной рейкой 28 с поз. I на поз, II рычаг 32 опускается при взаимодействии рычага 33 с кулачком 56 и пружиной 57, в результате чего прижим 38 обеспечивает удерживание секции 52 в гнезде цеподвижконусы упоров 40 выполняют дальнейшую формовку, т.е. фольговый приобретает коническую форму с еше большим углом (см. фиг. 5 г, сечение поз. 111 , и фиг. Зв). На поз. W (см. фиг. 5г, сечение поз. W , и фиг. Зг, ) конические выводы становятся плоскими. Одновременно образуются центральные отверстия, необходимые для соосной сборки секций с выводами. ,
При схождении кареток 39 упоры -40, имеющие на торцовой .части стержни, диаметр которых равен диаметру выводов, обжимают конусные фольговые выводы, делая их. плоскими. Во время этого обжатия стержни упоров 40, проходя внутрь фольговых выводов,, способствуют образованию центральных отверстий. Так как образующая конусной части фольгового вывода больше радиуса К фольгового вывода .(см. фиг. Зв), то при его обжатии из конической формы в плоскую образуется плоский пятачок с отверстием в центре, диаметр которого равен диаметру стержня упора 40 (см.фи-г.Зе), который, в свою очередь, равен диаметру проволочного вывода. В связи с тем, что длина образующей конуса фольгового вывода несколько больше радиуса R , отверстие в плоском пятачке на торце секции образуется благодаря местным деформациям в виде гофр в фольговом выводе, так как толщина материала фольгового вывода (красномедная луженная фольга) составляет 20 мк (см. фиг. Зг, д, е,). На поз. V проволочные выводы укладываются в гнезда направляющих 29.
Проволоку с двух катушек 58 пропускают через направляющие ролики 21, рихтующие ролики 22„ зажим 19 и отверстие в неподвижном ноже 25 и подвижном ноже 23. При движении каретки 15 с кронштейном 17 вверх от кулачка 59 через рычаг 14 проволоки зажимаются шарнирным упором 18 и собачками 2О и подаются 4ejpe3 отверстия в неподвижном ноже 25 и подвижном ноже 23 в крайнее верхнее положение. Выводы Ътрезаются при перемещении ножа 23 от кулачка 60 через рычаг 26. Каретка 15 и нож 23 вовзращаются в исходное положение пружинами16 и 24. Выводы позле отрезки ножом 23 падают под собственной тяжестью в наклонные желоба 61 и скользя по ним, поступают в горизонтальном положении в гнезда 34 механизма укладки 4. При этом гнезда 34 (см. фиг.56 поз . IN , сечение А-А) закрыты заслонками 36 припомощи пружины. При движении рычага 32 в крайнее нижнее положение упор 35, наезжая на н(М10.ц 5чжный упор
62, поворотом заслонки 36 раскрывает гпечЗда 34, и проволочные выводы попадают в горизонтальном положении в г-нелда направляющих; 29 (см. фиг. 5в, поз. IV сечение А-А), а после подъема рычага 32 подвижная рейка 28 переносит одновременно секцию с обжатыми фольговыми | выводами и два проволочных вывода на noa.IV (см. фиг. 5в, сечение поз. VI ) для сборки проволочных выводов секции. Проволочные выводы на поз. Y1 укладываются рейкой 28 в призмообразные гнезда направляющей 29, основания которых, как указывалось выше, имеют форму полуцилиндров, диаметр которых равен диаметру проволочных выводов ; (см. фиг. 4,5). Для соосной сборки проволочных выводов секции гнезда поз. У1 неподвижной рейки 27 и призмообразные гнез.да направляющих 29 именэт одну общую ось (см. фиг. 5а, сечения поз. У и У1). При опускании рычага 32 секция удерживается в гнезде неподвижной рейки 27 прижимом 38, а выводы центрируются в призмообразных ее
5 гнездах призмами 37, основания которых имеют форму полуцилиндров. В .результате смыкания призм 37 с призмообразными гнездами 29 образуется цилиндрический канал, диаметр которого равен .диаметру
0 проволочного вывода (см. фиг. 4 и 5в, поз. У1, сечение Б-Б ). После; этого каретки 39 .сходятся при помощ.и толкателей 41 и проволочные выводы пере1ме.щаются по оси вдоль образовавшегося ци5линдрического канала, т.е. происходит сборка двух проволочных выводов с секцией (см. фиг. 5г, поз.VI). Затем рейка 28 перекладывает секцию с выводами в гнездо 63 транспортирующего диска 6,
0 совершающего прерывистое движение при помо.щи цевочного механизма 64. Выводы удерживаются в гнездах 63 диска 6 рычажными прижимами (на схеме не показаны) . При повороте диска на следующую по45зицию флюсуются места пайки (торцовые части секции). Две кисточки 65 механизма флюсования 7, совершая качательное движение при взаимодействии рычага 66 с кулачком 67 и пружиной, окунаются в
50 ванну 68 с флюсом и при обратном движении наносят флюс на торцовые поверхности секции (см. фиг. 2ж). Затем секция с выводами переносится диском 6 на позицию пайки. Под действием пружины 69
5S поршень 70, перемещаясь в цилиндре 71 насоса 9, создает разрежение, обратный клапан 46 открывается, и расплавленный припой поступает из ванны 44 в дозирую.щий цилиндр 4.Г) механизма пайки 8.
60 При обратном движении поршня 7О от
кулачха 72 в цилиндре 71 создается давл& нив, которое заквывает обратный клапан 46 и выжимает припой; на дозируюшего цилиндра 45 в патрубок 47, откуда он по Г-образным патрубкам |48 стекает на ториовые поверхности секции, обеспечивая Teiv самым припайку двух выводов секции конденсатора , (см. фиг. 2з). Для более точной регулировки длительности полива припоем торцовых поверхностей сехции с целью выбора необходимого режима пайки примене клапан 73, управляемый от кулачка 74 через рычаг 75. Это позволяет в процессе перемещения поршня 70 открывать клапан 73, в результате чего давление в цилиндре 71 падает, и подача припоя из дозирующего цилиндра 45 прекращается. Запаянная секция с выводами переносится диском 6 на следующую позицию, где выгружается |из гнезд 63 съемником 50 механизма выгрузки 10, управляемого от кулачка 76 через рычаг 51 и шток 49, При движении штока 49 вверх рычажные прижимы выводов секции поднимаются, секция извлекается съемником 5О и скатывается по скливу в приемный бункер (на схеме не показаны).
Форм у л а изобретения
Устройство для изготовления и припайки проволочных выводов к секции конденсатора, содержащее размещенные в корпусе и соединенные с приводным механизмом механизм изготовления выводов/ механизм пайки и выгрузки выводов, отличающееся тем, что, с делью повышения производительности и качества пайки, оно снабжено механизмами укладки выводов, прижима секций, формовки фольговых секций и сборки секций, причем механизм ук ладки вьюодов и прижима секций выполнен в виде закрепленного на оси приводного механизма подвижного рьмага с гнездами и прижимами для выводов, а механизм формовки фольговых выводов секций и сборки секций.- в виде подвижной каретки с закрепленными на ней толкателями для проволочных выводов и стержневыми упорами для формовки выводов.
Источники информации, принятые во внимание при к экспертизе:
1. Авторское свидетельство N 226726, Н 01 б 13/00, 1969.
3
7
.г
V.4

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1980 |
|
SU943880A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Устройство для изготовления и присоединения S например,пайкой проволочных разновысоких выводов к секциям конденсаторов | 1981 |
|
SU978215A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для приварки выводов к секциям конденсаторов | 1976 |
|
SU668021A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Автомат для сборки непроволочных трубчатых сопротивлений | 1958 |
|
SU120241A1 |
| Устройство для нанесения на изделия пластмассовой оболочки | 1972 |
|
SU482823A1 |
| Устройство для сборки элементов радиосхем | 1986 |
|
SU1378098A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |

ш
иг. if-8 .
N
E 2SSSSЗ
,n If
IJ gI f|
, iLRj ISLE
Ф1СЕа., - :./L
k,; . ivvvi
It i ЙР li Й и il k
iiiiJ Груш ,
Ш Й1Й illl Й P -l
t.iLtS
