(54) УСТРОЙСТВО ДЛЯ ПАЙКИ ДЕТАЛЕЙ ПОГРУЖЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки деталей погружением | 1975 |
|
SU534321A2 |
| Устройство для лужения погружением | 1975 |
|
SU565786A1 |
| Устройство для пайки и лужения деталей погружением | 1980 |
|
SU912426A1 |
| Способ лужения деталей | 1983 |
|
SU1225731A1 |
| СПОСОБ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2005 |
|
RU2372175C2 |
| Способ лужения и пайки | 1983 |
|
SU1143541A1 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| Способ определения температуры адгезионного контакта припоя с паяемым материалом | 1988 |
|
SU1648655A1 |
| Устройство для пайки печатных плат | 1979 |
|
SU1038127A1 |
| Способ пайки погружением | 1976 |
|
SU575183A1 |
I
У стройство относится к пайке, ;а более конкретно к паяльному оборудованию для пайки изделий погружением в расплав припоя.
По основному авт.св. № 288524 известно устройство для пайки деталей погружением в расплав припоя, которое вьшолнено в виде резервуара для пайки с помещенным в него поршневым цилиндром с радиальными отверстиями, расположенными ниже уровня припоя, при этом ванна для пайки размещена на рабочем торце поршня f 1 .
Однако при выполнении поршия и, следовательно, ванны для пайки из несмачиваемого припоем металла, конфигурация поверхности припоя в зоне контакта поверхности расплава с цилиндрической стенкой ванны будет такой, что в кольцевой зоне мениска находится вещество, защищающее зеркало расплава от окисления (например 1глицерин, масло и т.п.), что загрязняет всю поверхность расплава
припоя в ванне на поршне и ухудшает качество пайки (лужения) изделия. При выполнении всей ванны (и поршня) из смачиваемого припоем материала наблюдается повьш1енное содержание материала поршня в расплаве припоя, вследствие растворения металла поршня, что ухудшает технологические .свойства припоя.
Цель изобретения - получение поверх; ности припоя в ванне поршня, в том Числе и в периферийной зоне, свободной от вещества, защищаемого зеркало расплава, в резервуаре с припоем от
IS окисления.
Цель достигается тем, что в устройстве для пайки деталей погружением верхняя часть ванны на поршне выполрена в виде кольца с заплечиками из рмачиваемого припоем металла, причем заплечики кольца перекрывают толщину стенки ванны.
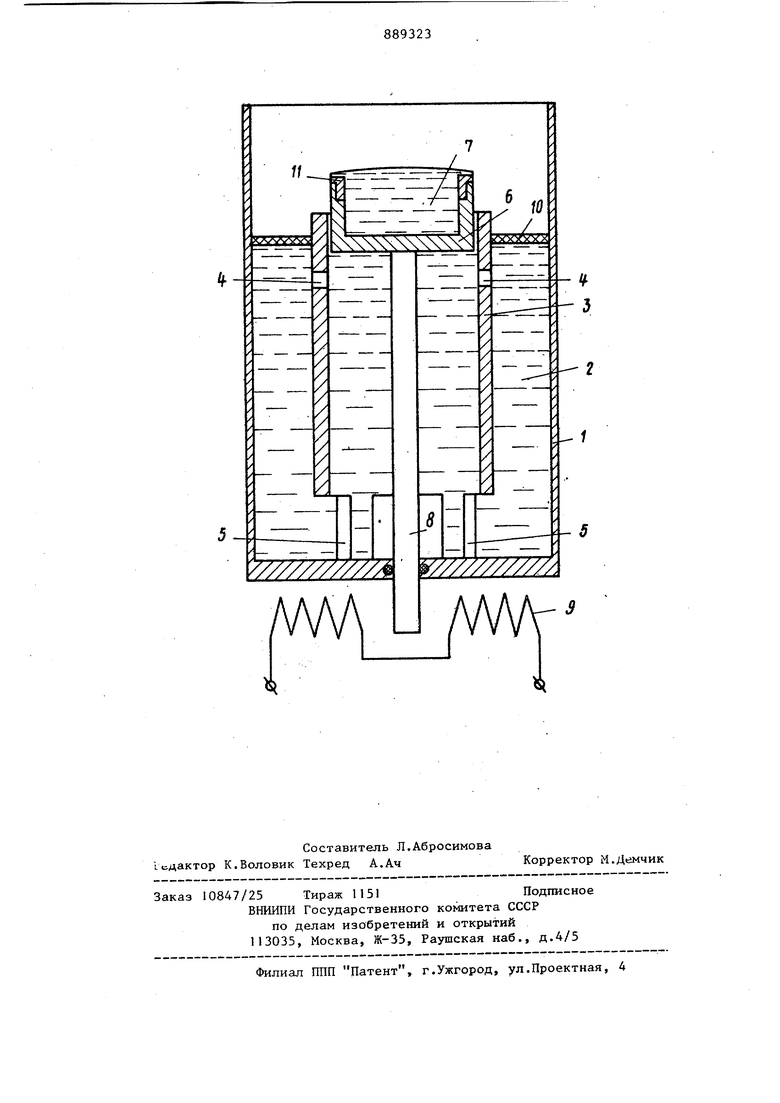
На чертеже изображено устройство для пайки деталей погружением в рабочем положении, общий вид, разрез.
Устройство состоит из резервуара 1, заполненного расплавом припоя 2, полого рабочего цилиндра 3 с отверстиями 4 и 5, скрепленного с резервуаром 1, поршня 6, на рабочем торце которого выполнена ванна 7, штока 8, нагревателя 9. Поверхность расплава припоя 2 в резервуаре 1 покрыта слоем вещества 10, защищающего расплав от окисления, например глицерином, маслом и т.п. Верхняя часть ванны 7 выполнена в виде кольца 11 из смачиваемого припоем металла и механически соединенного с остальной частью ванны, например напрессовкой.
Устройство работает следующим образом.
В исходном положении поршень 6 находится ниже уровня отверстий 4. Резервуар 1 заполняется расплавленным припоем 2, который через отверстия 4 поступает в цилиндр 3. При перемещении поршня 6 вверх перекрываются отверстия 4 и столб припоя,заключенный в цилиндре 3 над поршнем 6, вытесняется вверх. При этом лишний припой стекает в резервуар 1, унося с собой .поверхностньш слой припоя, загрязненный окислами, остатками флюса и защитным веществом 10, а в ванне 7 остается чистый припой. Ванна готова к пайке (лужению) за счет выполнени верхней части ванны 7 из смачиваемого припоем металла, исключается возможность сохранения в ванне в кольцевой зоне контакта поверхности расплава с кольцом 11 каких-либо посторонних загрязняющих веществ.
Таким образом, выполнение верхней кромки ванны в виде кольца из смачиваемого припоем металла определяет качественное улучшение данной конструкции по сравнению с известной, так как позволяет получить более чистую поверхность расплава припоя в ванне. При этом можно производить пайк-у (лужение) в любой точке ванны, так как ни на ее поверхности, ни в периферийной зоне нет загрязнений, что позволяет снизить требования к точности работы транспортирующих паяемое изделие устройств и с большим допуском задавать пространственное положение паяемых (облуживаемых) изделий.
Формула изобретения
Устройство для пайки.деталей погружением по авт.св. № 288524, отличающееся тем, что, с целью получения поверхности расплава припоя в ванне чистой от вещества, защищающего расплав от окисления, в том числе и в периферийной зоне, верхняя часть ванны на поршне выполнена в виде кольца с заплечиками из смачиваемого припоем металла, причем заплечики кольца перекрывают толщину стенки ванны.
Источники информации, принятые во внимание при экспертизе
