Изобретение относится к машиностроению, в частности к термообработке сталей, преимущественно среднеуглеро дистых комплексно-легированных, используемых для изготовления прессового инструмента, работающего в термоциклическом режиме.
Цель изобретения - повьшение прочности, твердости и теплостойкости стали.
I Термомеханическое нагружение по предлагаемому способу, осуществляемо в теч ение 150-200 циклов кратковременным нагревом и охлаждением в интервале температур ЗОО-бОО С при на- :грузке 100-200 МПа, растягивающей на стадии нагрева и сжимающей на стадии охлаждения, обеспечивает образование большого количества равномерно расположенных дислокаций и мелкоблочной структуры, на границах которой |выделяются карбиды ванадия. Мелкодисперсные карбиды ванадия упрочняют сталь и не склонны к коагуляции как при длительных нагревах, так и при термоциклах. Обладая свойством растворять в себе большое количество атомов молибдена и хрома, они предотвращают вьщеление самостоятельных карбидов этих элементов, склонных к коагуляции в процессе эксплуатации, что приводит к разупрочнению стали щэи работе горячих штампов Предлагаемый способ термообработки сталей, обеспечивая выделение мелкодисперсных частиц карбидов ванадия, позволяет затормозить развитие рекристалли- зационных процессов и тем самым повысить термическую стабильность стали.
Способ иллюстрируется следующими примерами.
Образцы, изготовленные из стали 4ХЗВМФ, перед циклическим термомеханическим нагружением подвергают , закалке в масло с температуры 1150 С и отпуску при 200°С в течение 2 ч.
Циклическое термомеханическое нагружение осуществляют в течение 150- 200 циклов кратковременного нагрева и охлаждения в интервале температур ЗОО-бОО С при нагрузке 100-200 МПа, растягивающей на стадии нагрева и сжимающей на стадии охлаждения. Термомеханическое нагружение образцов
0
5
5
осуществляют на установке УТМ-1, В момент приложения растягивающей нагрузки начинается нагрев образца, осуществляемый прямым пропусканием тока , при приложении сжимающей нагрузки нагрев прекращается и образец охлаждается сжатым воздухом. Общая длительность цикла 12,5 с, из них стадия нагрева 5,1 с, стадия охлаждения 7,4 с. Термомеханическое нагружение изделий (матриц горячих штампов) осуществляют нагретым пуансоном. Деформация образцов при циклическом термомеханическом нагружении составляет 1,0-1,25%.
По известному способу циклическое термомеханическое нагружение проводилось в течение 50 циклов в интерваlO,
0
5
при нагрузке
ле температур 480-760 С 120 МПа.
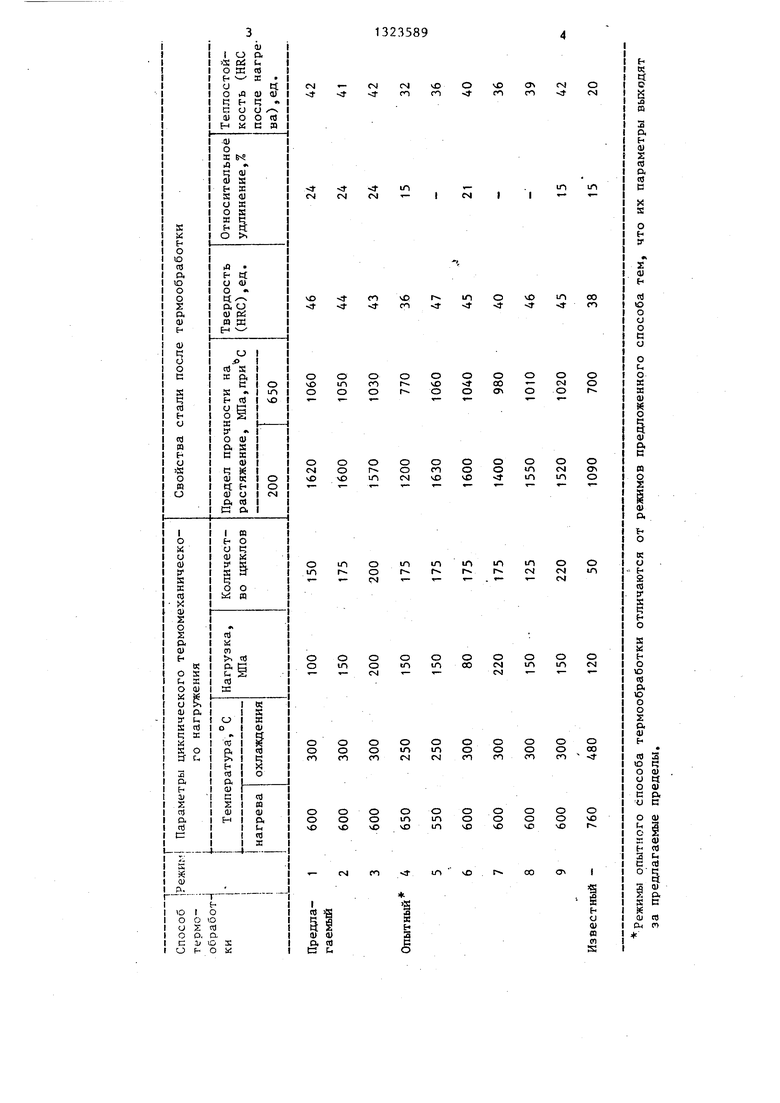
Параметры идгклического термомеханического нагружения по предлагаемому и известному способам, а также свойства стали после термообработки приведены в таблице,
Теплостойкость стали оценивалась
по га
ее твердости при
20°С
после отжив течение 4 ч при 650 С,
Как следует из приведенных в таблице данных,, предлагаемый способ термообработки сталей обеспечивает по сравнению с известным повьш1ение предела прочности на растяжение на
44-51%, твердости на 13-21% и теплостойкости на 105-110%.
Формула изобрет
е н и я
Способ термообработки сталей, преимущественно среднеуглеродистых Комплексно-легированных, включающий закалку, отпуск и циклическое термомеханическое нагружение, отличающийся тем, что, с целью повышения прочности, твердости и теплостойкости стали, термомеханическое нагружение осуществляют в течение 150-200 циклов кратковременным нагревом и охлаждением в интервале температур 300-600°С при нагрузке 100-200 МПа, при зтом на стадии нагрева прикладывают растягивающие, а на стадии охлаждения - сжимающие нагрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА МИКРОСТРУКТУРЫ СТАЛИ | 2003 |
|
RU2248403C2 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813064C1 |
| Способ термической обработки легированных сталей | 1982 |
|
SU1090734A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА | 2007 |
|
RU2355787C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| Способ определения теплостойкости материалов для штампового инструмента | 1983 |
|
SU1173253A1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813066C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2358019C1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813069C1 |
| ВЫСОКОПРОЧНАЯ СТОЙКАЯ ПРИ ДИНАМИЧЕСКОМ ВОЗДЕЙСТВИИ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2011 |
|
RU2456368C1 |
Изобретение относится к термообработке сталей, преимущественно среднеуглеродистых комплексно-легированных, используемых для изготовления прессового инструмента, работающего в термоциклическом режиме. Целью изобретения является повьшение прочности, твердости и теплостойкости стали. Изделия из среднеуглеродистых комплекснолегированных сталей подвергают закалке,.отпуску и термомеханическому нагружению в течение 150-200 циклов кратковременного нагрева и охлаяодения в интервале температур ЗОО-бОО С при нагрузке 100- 200 МПа, растягивающей на стадии нагрева и сжимающей на стадии охлаждения. Циклическое термомеханическое нагружение по предлагаемому режиму повышает предел прочности на растяжение стали 4ХЗВМФ до 1570-1620 (), 1030-1060 (650°С) МПа, твердость (HRC) до 43-46 ед. и теплостойкость (HRC при 20 С после отжига в течение 4 ч при ) до 41-42 ед. 1 табл. (Л
| Способ термической обработки изделий | 1981 |
|
SU1013499A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пневмобаллонная крепь | 1979 |
|
SU812936A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
