Способ относится к области машиностроения и может применяться при изготовлении деталей машин и конструкций из среднеуглеродистых легированных высокопрочных сталей, контроле их качества, а также при анализе причин неожиданного разрушения.
Известны способы металлургического контроля качества стали по микроструктуре, в том числе контроля карбидной сетки, снижающей механические свойства стали, особенно в закаленном состоянии. Карбидная сетка может быть в структуре металлопроката в состоянии поставки (первичная) или возникает при медленном охлаждении после аустенитизации стали (вторичная). Известны способы контроля карбидной сетки после закалки с отпуском.
В стандартах на инструментальные стали предусмотрены контроль и ограничение балла карбидной сетки. Это касается ГОСТ 1435-99 на инструментальные углеродистые стали, ГОСТ 5950-2000 на легированные стали. Подшипниковая сталь также выпускается с ограничением балла остатков карбидной сетки - ГОСТ 801-78. Все эти стандарты содержат свои шкалы микроструктуры для определения балла карбидной сетки. Имеются шкалы определения и ограничения более грубых скоплений карбидов - карбидной неоднородности в инструментальных сталях, в том числе в виде сетки по границам зерен, например по ГОСТ 19265-73 на быстрорежущие стали.
Однако нет стандартов, предусматривающих шкалу определения и, тем более, ограничения карбидной сетки в конструкционных легированных сталях. ГОСТ 5640-68 распространяется только на малоуглеродистые и углеродистые стали. Есть отдельные стандарты на металлопродукцию, где предусмотрен контроль и даже ограничение карбидной сетки легированных сталей, например ГОСТ 24885-91 на сепараторы центробежные жидкостные (детали из стали 07Х16Н6). Здесь, очевидно, ограничение карбидной сетки и даже ее запрет связан с гарантированием высокой стойкости деталей из коррозионностойких сталей к межкристаллитной коррозии. При этом метод определения карбидной сетки предусмотрен по ГОСТ 8233-56 "Сталь. Эталоны микроструктуры". ГОСТ 8233-56 содержит шестибалльную шкалу микроструктур при увеличении 500 для определения балла карбидной сетки контролируемых деталей, для которых в нормативно-технической документации имеется ссылка на этот стандарт. Балл 6 - сплошная сетка карбидов.
В легированных сталях низкоуглеродистых карбидная сетка или отдельные карбиды, ориентированные по границам зерен, четко выделяются от основной структуры, например, аустенитной в стали типа 12Х18Н10Т или аустенитно-мартенситной в стали 07Х16Н6 и др. Для стали 07Х16Н6 нами установлена значимая линейная зависимость падения механических свойств с ростом балла карбидной сетки (Кс):
σв(МПа)=1273,6-15 Кс,
σ0,2(МПа)=1099,6-23 Кс,
Ψ(%)=74-1,8 Кс,
КСU (МДж/М2)=2,52-0,26 Кс.
В сталях же среднеуглеродистых, легированных карбидообразующими элементами (ванадий, титан, молибден, вольфрам, ниобий, хром, марганец, цирконий, тантал), карбидов достаточно много и располагаются они не только по границам зерен, но и внутри зерен. Может быть поэтому карбидную сетку здесь выявлять труднее, ее влияние на механические свойства несколько сглаживается. Все это привело к тому, что на влияние карбидной сетки в легированных среднеуглеродистых сталях мало обращается внимания при анализе потери пластичности сталью и других механических свойств и анализе причин разрушения детали.
За ближайший аналог взят ГОСТ 8233-56. Недостаток прототипа: не регламентированы марки сталей, подлежащие контролю карбидной сетки по шестибалльной шкале.
Задача изобретения: не допускать изготовления высокопрочных деталей из среднеуглеродистых легированных сталей с микроструктурой, содержащей грубую карбидную сетку.
Поставленная задача решается тем, что:
1) контролируют карбидную сетку в каждой партии деталей после закалки, выполненной в вакуумных печах, а годность партии деталей оценивают по допустимому значению балла карбидной сетки не более четырех;
2) для устранения грубой или сплошной карбидной сетки в заготовках проводят термоциклическую обработку (ТЦО);
3) для предотвращения грубой или сплошной карбидной сетки в деталях проводят ускоренное охлаждение при закалке.
Для реализации способа выполняют операции:
1. Контролируют карбидную сетку в заготовках стали. При наличии грубой сетки или сплошной вводят ТЦО (Л.П.Карпов, Е.М.Чертовикова. Влияние предварительной и повторной термической обработки на пластичность и структуру стали 25Х17Н2Б//МиТОМ. 1995, №8, с.9-11).
2. Изготавливают партию образцов, включая термообработку по режимам, принятым для деталей.
3. Контролируют свойства образцов и карбидную сетку на соответствие требованиям нормативной документации.
4. При несоответствии выполняют предварительную термообработку.
5. При необходимости устранения грубой первичной карбидной сетки делают ТЦО, а вторичной - ускоренное охлаждение при закалке,
Способ проверен практически при изготовлении промышленных деталей из прутков диаметром 16 мм стали 25Х17Н2Б-Ш.
ПРИМЕР 1. При вакуумной закалке шпилек М8 обнаружена партия хрупких деталей с карбидной сеткой и крупным зерном. Проверка закалки образцов-свидетелей и шпилек в вакуумных печах разных типов показала наличие в микроструктуре карбидной сетки (см. таблицу), снижающей ударную вязкость стали. В состоянии поставки сталь имела карбидную сетку до 5 балла.
Приняты технологические меры, исключающие перегрев стали и рост карбидной сетки.
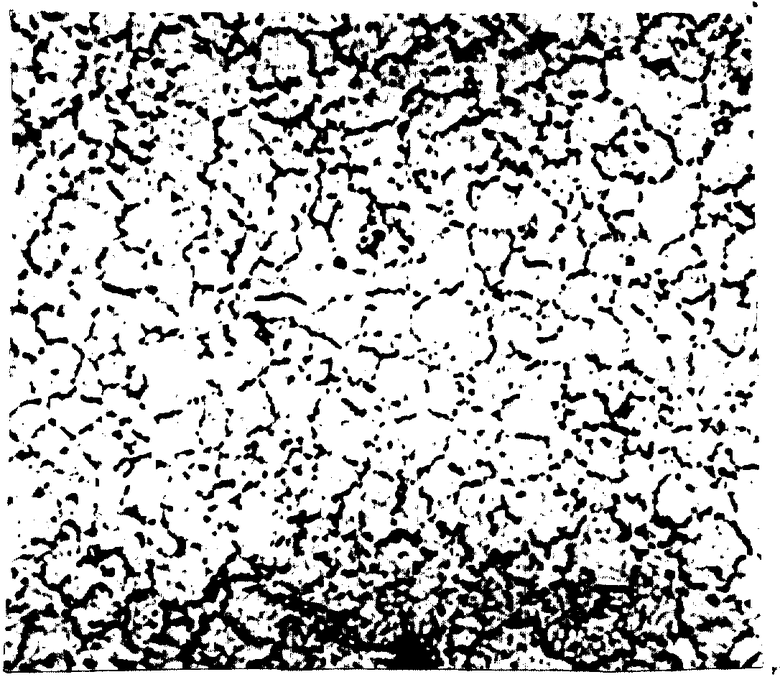
ПРИМЕР 2. Детали из стали 25Х17Н2Б-Ш на твердость 45-50 НRС, ударную вязкость не менее 8 кгс·м/см2, предел текучести 120-150 кгс/мм2 закаливали с нагревом 1100°С в соляной хлор-бариевой ванне и охлаждением в масле. После обработки холодом и отпуска проверяли твердость и механические свойства, при этом ударная вязкость не всегда укладывалась в норму. В микроструктуре деталей обнаружена карбидная сетка (см. чертеж) от 1 до 5 балла на разных партиях закалки, т.е. закалка не стабильна. Карбидная сетка наблюдалась и в состоянии поставки прутков диаметром 16 мм - до 5 балла.
С ростом балла карбидной сетки твердость деталей падает, т.к. твердый раствор обедняется легирующими элементами. Приняты меры, исключающие подстуживание деталей при закалке, что приводит к выделению сетки карбидов.
На чертеже приведена карбидная сетка 5-го балла термообработанной стали 25Х17Н2Б-Ш, х 500.
Технический результат предлагаемого способа заключается в повышении механических свойств деталей, снижении вероятности неожиданных хрупких разрушений высокопрочных деталей. В отраслевой стандарт РД95 3410-88 "Анализ причин разрушения и лабораторные исследования металлических деталей" введено требование о контроле карбидной сетки.
Карбидная сетка в стали 25Х17Н2Б-Ш после закалки в вакуумных печах разного типа
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1990 |
|
SU1812798A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ДЕТАЛЕЙ МАШИН ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2003 |
|
RU2247786C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНЫХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2007 |
|
RU2344182C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ПОДШИПНИКОВ ИЗ ТЕПЛОСТОЙКОЙ ПОДШИПНИКОВОЙ СТАЛИ (ВАРИАНТЫ) И ДЕТАЛЬ ПОДШИПНИКА, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2021 |
|
RU2776341C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| СПОСОБ НИТРОЗАКАЛКИ СТАЛИ С ДВОЙНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2000 |
|
RU2184796C2 |
| Способ закалки деталей из низкоуглеродистой борсодержащей стали | 2018 |
|
RU2690386C1 |
| Способ производства подката из заэвтектоидных сталей в бунтах большой массы | 1989 |
|
SU1775195A1 |
| Способ оценки ударной вязкости изделий из закаленной на бейнит конструкционной стали | 2022 |
|
RU2795997C1 |
| СПОСОБ ОЦЕНКИ РАБОТОСПОСОБНОСТИ ТРУБ ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2009 |
|
RU2418076C2 |
Изобретение относится к области машиностроения. При изготовлении деталей из среднеуглеродистой легированной высокопрочной стали поставляют заготовки и контролируют микроструктуру стали заготовок на карбидную сетку на микрошлифах с их травлением на выявление карбидной сетки. Получают партию деталей и контролируют микроструктуру стали деталей на микрошлифах с их травлением на выявление карбидной сетки. Определяют балл карбидной сетки по шестибальной шкале ГОСТ 8233-65. При наличии грубой или сплошной карбидной сетки в заготовках и деталях проводят их термическую обработку. Контролируют микроструктуру стали на карбидную сетку в каждой партии деталей после закалки, выполненной в вакуумных печах. Годность партии деталей оценивают по допустимому значению балла карбидной сетки не более четырех. Изобретение позволяет повысить механические свойства деталей и снизить вероятность неожиданных хрупких разрушений высокопрочных деталей. 2 з.п. ф-лы, 1 ил., 1 табл.
| КАРПОВ Л.П | |||
| и др | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Металловедение и термическая обработка металлов | |||
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| Способ термической обработки заготовок из доэвтектоидных легированных карбидообразующими элементами сталей | 1990 |
|
SU1781310A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ НАЧАЛА МАРТЕНСИТНОГО ПРЕВРАЩЕНИЯ | 0 |
|
SU241479A1 |

