Изобретение относится к смазочным материалам, предназначенным для литья слитков из алюминия и его сплавов.
Целью изобретения является повышение термостабильности и смазывающих свойств смазки.
Для приготовления смазки используют атактический полипропилен (ТУ 6-05-1902-81), окись алюминия (МРТУ 6-09-5296-68), дифениламин (ГОСТ 5825-70), в качестве алкоголятов металлов используют изопропилат алюминия (ТУ 6-09-13-869-82), трет-бутилат лития (трет-бутиловый спирт, МРТУ 6-09-4069-75), гексилат алюминия (гексиловый спирт, МРТУ 6-09-5532-68), полиэтилсилоксановую жидкость (ГОСТ 13004-77), минеральное масло цилиндровое масло 52 (ГОСТ 6411-76) и полифениленсульфид (ТУ 6-05-231-234-82) следующей структурной формулы:
Cl S
S Cl мол. м. 5500-14000.
Cl мол. м. 5500-14000.
Смазку готовят следующим образом. В цилиндровое масло 52, предварительно обезвоженное, добавляют полиэтилсилоксановую жидкость и нагревают до 130оС. При этой температуре в полученную масляную основу вводят окись алюминия, которую предварительно подвергают активации в течение 6 ч, после чего в полученную смесь вводят дифениламин и полифениленсульфид. Смесь выдерживают в течение 20 мин при 130оС. Затем температуру полученной смеси поднимают до 140оС и вводят алкоголят лития или алюминия. После этого смесь нагревают до 180оС и вводят атактический полипропилен. После полного расплавления атактического полипропилена полученную смесь нагревают до 200оС. При этой температуре выдерживают смазку в течение 1,5 ч, затем охлаждают и гомогенизируют. В процессе всего времени приготовления смазки производят непрерывное перемешивание.
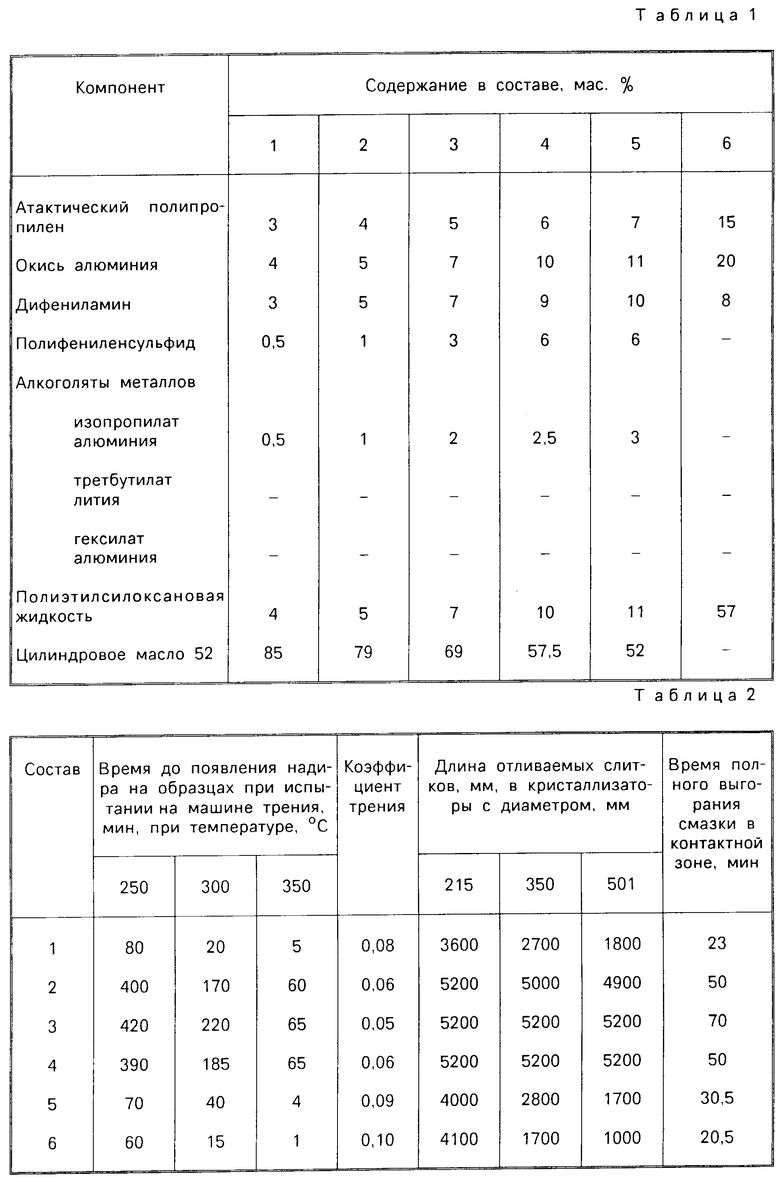
Были приготовлены смазки с различным содержанием компонентов предлагаемого состава и известного, которые представлены в табл. 1.
Приготовленные смазки были испытаны на машине трения на образцах, приготовленных из сплава Д1. Неподвижный образец в форме кольца (внутренний диаметр 30 мм, наружный диаметр 50 мм, высота 10 мм) фиксировали в обойме. На образец наносили тонким слоем смазку. Подвижный образец в форме пластины прижимали к неподвижному с нагрузкой 25 кг/см2 и приводили во вращение со скоростью 2 об/мин. Испытания проводили при температурах образцов 250, 300 и 350оС. Фиксировали время до появления надиров на образцах и определяли коэффициент трения. По этим характеристикам судили о смазывающих свойствах композиций.
Приготовленные смазки также были испытаны в промышленных условиях при литье слитков из алюминиевых сплавов АД31, Д16 с температурой расплава 695-710оС, скорости литья 20-110 мм/мин, времени литья 45-260 мин. Слитки отливали в кристаллизаторы диаметром 215, 350 и 501 мм. Перед началом разливки на поверхность водоохлаждаемого кристаллизатора наносили одинаковые порции смазок соответствующих составов (1-6). Термостабильность смазок оценивали по времени полного выгорания смазки в контактной зоне, которое фиксировали при появлении разрывов на слитке, свидетельствующих о том, что в контактной зоне смазки нет, а также по максимальной длине слитка с удовлетворительным качеством поверхности, которую можно отлить при одноразовом нанесении смазки. Результаты испытаний представлены в табл. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитно-смазывающая смесь для полунепрерывного литья слитков | 1982 |
|
SU1069934A1 |
| ПЛАСТИЧНАЯ СМАЗКА ДЛЯ ТЯЖЕЛОНАГРУЖЕННЫХ УЗЛОВ ТРЕНИЯ СКОЛЬЖЕНИЯ | 2002 |
|
RU2224010C1 |
| ПЛАСТИЧНАЯ СМАЗКА | 2001 |
|
RU2214449C2 |
| Вакуумная уплотнительная смазка | 1983 |
|
SU1165708A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ФЛЮСА ДЛЯ ЛИТЬЯ АЛЮМИНИЕВО-ЛИТИЕВЫХ СПЛАВОВ | 1993 |
|
RU2048552C1 |
| ПЛАСТИЧНАЯ СМАЗКА ДЛЯ ТЯЖЕЛОНАГРУЖЕННЫХ УЗЛОВ ТРЕНИЯ СКОЛЬЖЕНИЯ | 2013 |
|
RU2555710C1 |
| Технологическая смазка для холодной обработки металлов давлением | 1987 |
|
SU1479492A1 |
| Пластичная смазка | 2020 |
|
RU2764435C1 |
| КЛЕЙ | 1978 |
|
SU731794A1 |
| Защитная смазка | 1974 |
|
SU503896A1 |
Изобретение относится к смазочным материалам, используемым для литья алюминия и его сплавов. Целью изобретения является повышение термостабильности и смазывающих свойств смазки. Смазка содержит, мас. атактический полипропилен 4 6; окись алюминия 5 10; дифениламин 5 9; полифениленсульфид с мол. м. 5500 14000 1 5; C3-C6 алкоголяты лития или алюминия 1 - 2,5; полиэтилсилоксановая жидкость 5 10 и минеральное масло-остальное. Применение смазки позволяет снизить коэффициент трения с 0,1 до 0,05 и повысить более чем в 10 раз время до появления надиров на образцах при температуре испытания около 300°С. 2 табл.
СМАЗКА ДЛЯ ЛИТЬЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ, содержащая полиэтилсилоксановую жидкость, окись алюминия, дифениламин и атактический полипропилен, отличающаяся тем, что, с целью повышения термостабильности и смазывающих свойств, смазка дополнительно содержит алкоголяты лития или алюминия с числом углеродных атомов 3 6, минеральное масло и полифениленсульфид структурной формулы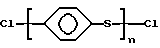
мол.м. 5500 14000, при следующем соотношении компонентов, мас.
Атактический полипропилен 4 6
Окись алюминия 5 10
Дифениламин 6 9
Полифениленсульфид с мол.м. 5500 14000 1 5
Алкоголяты лития или алюминия с числом углеродных атомов 3 6 1 - 2,5
Полиэтилсилоксановая жидкость 5 10
Минеральное масло Остальное
| Авторское свидетельство СССР N 1203899, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
