Изобретение относится к полиграфическому производству стереоизображений и может быть использовано при тиражировании продукции с жестким линзовым растром.
Целью изобретения является повышение качества получаемой изопродукции путем компенсации ее дугообразной деформации.
На фиг. 1 изображены схемы возникновения деформаций линзорастровой изопродукции; на фиг. 2 - принципиальная схема предложенной пресс-формы.
Устройство содержит две плиты 1 и 2, одна из которых несет средство для крепления печатного оттиска, а вторая - матрицу. Средство для крепления печатного оттиска и матрица выполнены в виде шарнир- но установленных на соответствующих плитах 1 и 2 упругих параллельных пластин 3 и 4, при этом один из противоположных торцов обеих пластин снабжен средством для изменения их изгиба, выполненным в виде регулировочных винтов 5 и 6,связанных с торцами посредством ползунов 7 и 8. Каждая плита пресс-формы имеет полость 9 для заливки масла и полость 10, расположенную за соответствующей пластиной 3 и 4. Для подачи масла в полости 9 и 10 имеются патрубки 11 м 12 с вентилями 13 и 14.
Устройство работает следующим образом.
При открыть1х вентилях 13 и 14 производится регулировка степени изгиба пластин 3 и 4, для чего ввинчивают или вывинчивают винты 5 и. 6. Вентили 13 и 14 должны быть открыты при регулировке изгиба пластин, чтобы.-Изменение объема масла в полостях происходило при нулевом давлении. Далее в обе полости 9 и 10 закачивают насосом масло, установив давление, соответствующее давлению выпрыска расплава, и закрывают вентили 13 и 14. На пластине 3 устанавливают печатный оттиск и производят смыкание плит 1 и 2 пресс-формы и вспрыск полистирола.
Процесс совместного литья происходит следующим образом.
В пресс-форме свариваются по всей площади при 200°С два первоначально плоских компонента: печатный оттиск и линзовый растр (фиг. 1а). Далее по мере ох
0
5
0
5
0
5
лаждения растр изменяет продольный размер, а бумага остается неизменной, в результате происходит изгиб по дуге, как показано на фиг. 16. Если же ввести еще до литья такую же дугу противоположного направления, то в результате аналогичного процесса усадки и коробления изделие приходит к плоской форме после остывания (фиг. г).
Использование изобретения позволяет получить плоскую линзорастровую продукцию высокого качества. При этом получают четкие зоны избирательного видения в пространстве перед плоскостью линзорастрово- го стереоизображения, что облегчает наблюдение стереоэффекта, а хорощий оптический контакт между растром и кодированным изображением повыщает четкость воспроизведения мелких элементов кодированного изображения, а также их контраст, что также ведет к повышению стереоэффекта. Кроме того, отсутствие клея исключает появление с течением времени мелких сверкающих точек, которые имеются на всех склеенных образцах стереопродук- ции. Приваривание компонент стабильно.
Формула изобретения
1.Пресс-форма для изготовления лин- зорастрОвой стереоскопической изопродукции, содержащая две плиты, одна из которых несет средство для крепления печатного оттиска, а вторая - матрицу, отличающаяся тем, что, с целью повышения качества получаемой изопродукции путем компенсации ее дугообразной деформации, средство для крепления печатного оттиска и матрица выполнены в виде шарнирно установленных на соответствующих плитах упругих параллельных пластин, при этом один из противоположных торцов обеих пластин снабжен средством для изменения их изгиба.
2.Пресс-форма по п. 1, отличающаяся тем, что средство для изменения изгиба выполнено в виде регулировочных винтов.
3.Пресс-форма по п. 1, отличающаяся тем, что каждая плита пресс-формы имеет полость для заливки масла, расположенную за соответствующей упругой пластиной.
7 200 с
т-20°с Т гоп с
Фиг. г
Г-го С
ВНИИПИЗаказ 3233/13Тираж 348Подписное
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Г-го С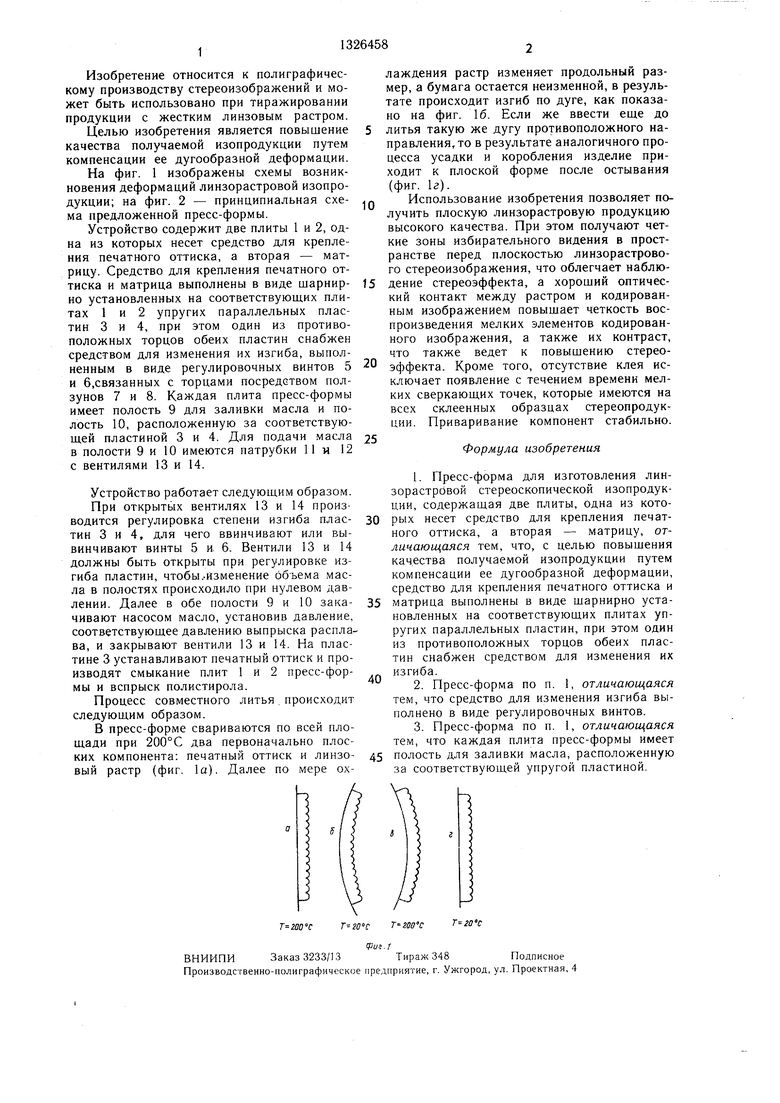
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления линзорастровой стереоскопической изопродукции | 1975 |
|
SU560769A1 |
| Способ изготовления линзорастровой стереоскопической изопродукции | 1982 |
|
SU1025527A1 |
| Устройство для прессования стереоскопической линзорастровой изопродукции | 1976 |
|
SU596489A1 |
| Способ изготовления полиграфическойСТЕРЕОпРОдуКции | 1979 |
|
SU821220A1 |
| Устройство для формирования линзовых растров из термопластических материалов, преимущественно для изготовления стереоизображений | 1987 |
|
SU1499306A1 |
| АВТОСТЕРЕОСКОПИЧЕСКАЯ СИСТЕМА | 2013 |
|
RU2643917C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕРЕОСКОПИЧЕСКИХ ИЗОБРАЖЕНИЙ | 1970 |
|
SU277591A1 |
| Способ полиграфического воспроизведения кодированных изображений | 1978 |
|
SU946993A1 |
| СТЕРЕОСКОПИЧЕСКАЯ СИСТЕМА | 1999 |
|
RU2221350C2 |
| Способ изготовления стереоскопической продукции | 1986 |
|
SU1442421A1 |
Изобретение относится к полиграфическому производству линзорастровых стереоскопических изображений. Цель изобретения - повышение качества получаемой изоч продукции путем компенсации ее дугообразной деформации. Пресс-форма состоит из двух плит 1 и 2, образующих полости 9 и 10, перекрытые упругими пластииами 3 и 4, один торец которых через щарнир упирается в стенку пресс-формы, а к другому торцу через шарнир и ползуны 7 и 8 подведены регулировочные винты 5 и 6. Винты 5 и б осуществляют давление на торцы пластин 3 и 4 и изгибают эти пластины по дуге с величиной радиуса в зависимости от нажима. Для сохранения установленной заранее дугообразной формы в моменты вспрыска расплава образованные позади изогнутых пластин полости заполнены маслом под давлением, равным давлению вспрыскиваемого расплава. 2 з.п. ф-лы, 2 ил. е (Л 00 ю О5 сд оо 0/4сриг.2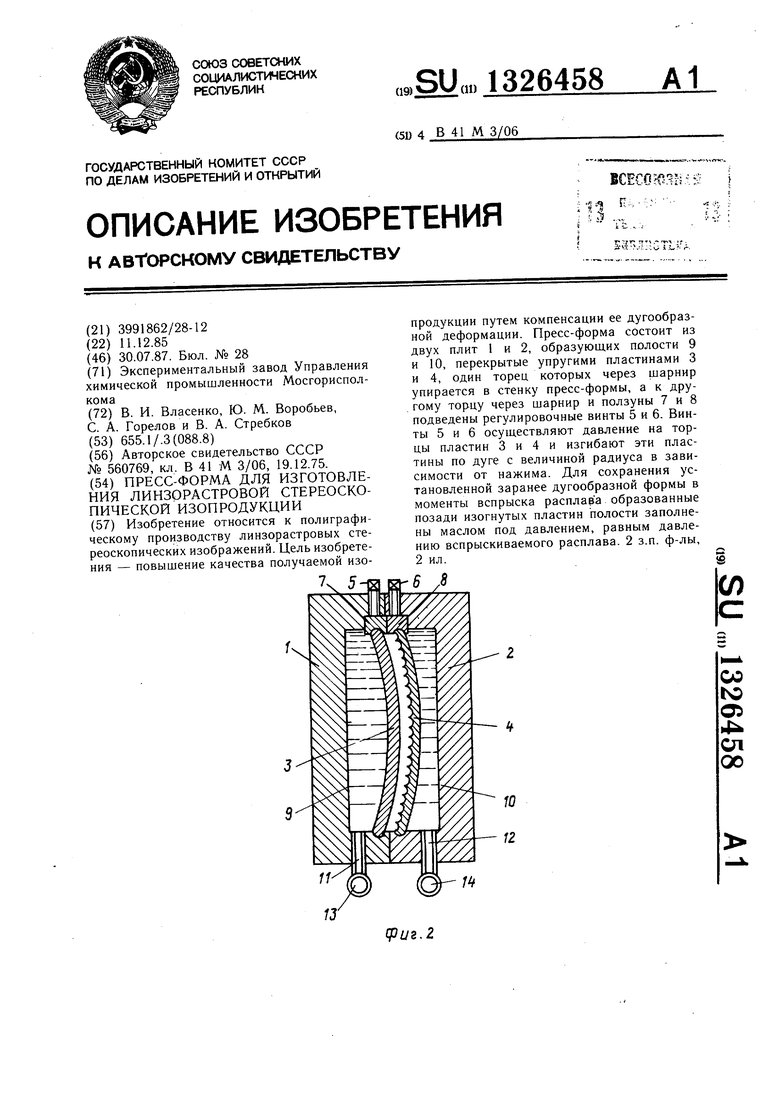
| Способ изготовления линзорастровой стереоскопической изопродукции | 1975 |
|
SU560769A1 |
| Механический грохот | 1922 |
|
SU41A1 |
