Изобретение относится к полиграфии, а именно к способгш изготовления эластичной стереоскопической печатной продукции.
Цель изобретения - расширение технологических возможностей за счет увеличения ассортимента пленок при сохранении качества продукции.
Способ изготовления стереоскопи- ческой продукции осуществляется одно- .временным формированием линзового растра из нагретой пленки и соединением его с оттиском, при этом нагревание осуществляется со стороны пленки при температуре, определяемой по формуле
с (0, + 1,04) с,, где t, - эффективная температура данного типа пленки,С; FQ - число Фурье (безразмерное время) , определяемое по формуле
а-1 FO -
где а - коэффициент температуропроводности пленки;
h - BbicdTa рельефа на матрице; 1 - длина контакта пленки с термовоздействующей средой; V - скорость перемещения пленки
относительно этой среды. , Эффективная температура перерабатываемой массы(Т,т) - технологическая константа данного сырья, которая опре деляется по известному методу.
Числовые коэффициенты определяют экспериментально. При их определении учитывают реальное разнообразие полимерных материалов по t,B пределах от 138 до 188°С, температуропроводность этих материалов и необходимость прогрева конкретной пленки с поверхности на глубину, равную высоте рельефа на матрице, до соответ- ствуклцей этой пленке величины t,, .
Качество результата процесса формования стереопродукции оценивают по высоте воспроизведенного рельефа на пленке (мкм) , коэффи1диенту упрочнения бумажного оттиска в стерео- продукции (%), по наличию (есть, нет) самопроизвольного скручивания образца стереопродукции формата 140х х90 мм более 5 мм и адг«зионного (по термоклею) отслаивания раствора от оттиска в процессе обре; ки стереопродукции по формату.
5
5
05
0
5
0 5
0
Для расширения ассортимента используемых пленок при сохранении ка-- чества стереопродукции использованы разные по технологическим свойствам - пленки.
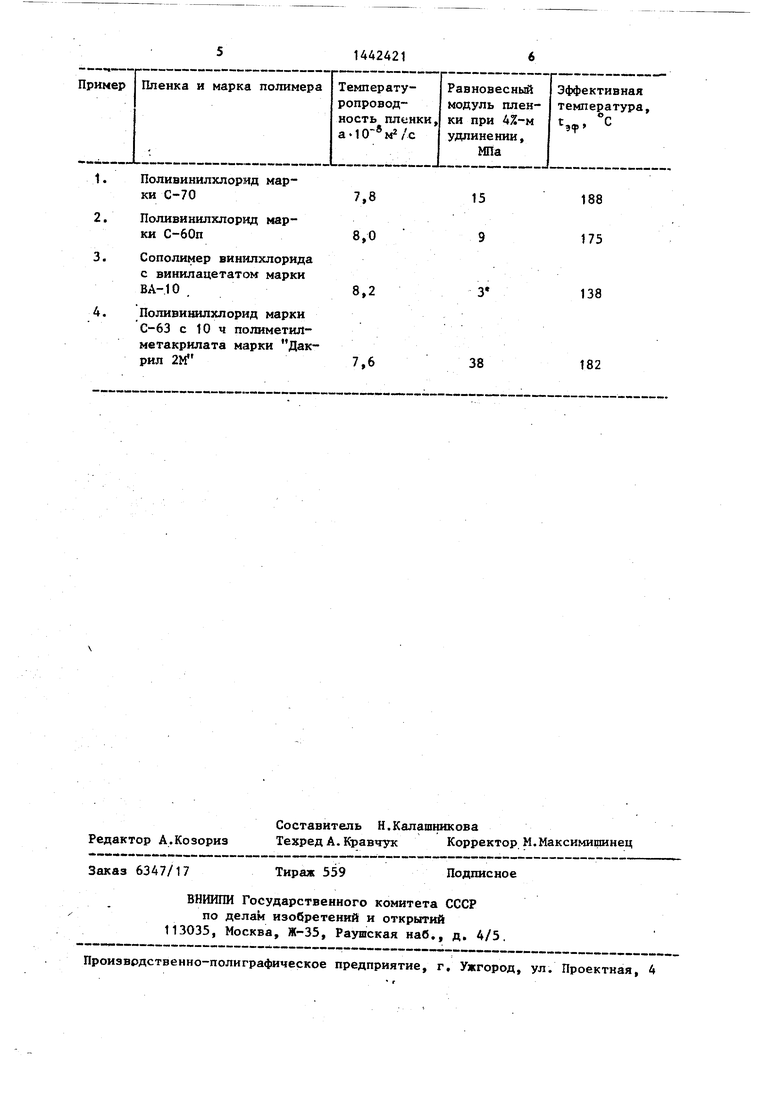
В таблице приведены характеристики этих пленок.
Пример 1. Используется пленка на основе 100 ч. поливинилхлорид- ной смолы (ПВХ) марки С-70 и 35 ч. дионтилфталата. Температуропроводность пленки а 7,8 10 .
Стереопродукцию изготавливают со скоростью V 0,05 м/с на валковом термоформующем устройстве, состоящем из нагретого растроформующего и давящего гуммированного валков, вращающихся один навстречу другому. Качество воспроизведения линзового растрового рельефа, оценивающегося по его высоте на пленке, должно обеспечить восприятие стереоэффекта. Требуемая высота этого рельефа зависит от параметров рельефа на валке (матрице). Высота рельефа на валке составляет h 105 10 м. Это верхний возможный предел для воспроизведения высоты рельефа на пленке. Нижний допустимый предел 85-10Г м.
Коэффициент упрочнения оттиска не должен быть менее 35,0%. Это гарантирует прочное сцепление пленки с оттиском и отсутствие пузьф1 ков и нёпроклеенных участков на границе их контакта.
На термоформующем устройстве конструктивно предусмотрены регулирование и установка длины контакта пленки с нагретым растровым валком. Длина контакта 1 0,0425 м. На оттиски предварительно наносят термоклей. Пленку с оттиском пропускают в межвалковый зазор. При их прохождении прогрев пленки осуществляют растроформующим валком с температурой, которую заранее рассчитывают следующим образом.
Определяют число Фурье F, . 6,01 йэффективную температуру данной пленки Г9ф 188 с. Подставляя , Бд и , в формулу, определяют температуру t 21 о С.
В момент прохождения пленки с оттиском между валками происходят формование линзового растрового рельефа на пленке и ее соединение с оттиском, а затем охлаждение продукции. Получают Стереопродукцию со следуюigg c.
щими показателями: высота рельефа 95 мкм, коэффициент упрочнения 48%, скручивание и отслаивание не происходят. Эти показатели соответствуют продукции требуемого качества.
Пример 2. Используется пленка на основе 100 ч. поливинилхлорид- ной смолы марки С-60 П и 40 ч. ди- окатилфталата, температуропроводност пленки а . Стереопродук- цию изготавливают аналогично на устройстве, описанном в примере 1. Скорость V получения продукции составляет 0,08 м/с. Длина 1 контакта плен ки с нагретым растроформирующим валком 0,052 м. Определяют число Фурье РЙ 4,72.
Эффективная температура данной пленки Сэ« 175 С.
Подставляют F и с,в формулу и определяют температуру, которую устанавливают на растроформунлцем валке для прогрева пленки t
Получают стереопродукцию со еле- дующими показателями: высота рельефа 96 мкм, коэффициент упрочнения 53Z, скручивание и отслаивание не происходят.
Пример 3. Используется пленка на основе 100 ч. сополимера . винилацетата с винилхлоридом марки ВА-10 и 40 ч. диокстилфталата. Температуропроводность пленки а 8,2 X X . Стереопродукцию изготавливают аналогично на устройстве, описанном в примере 1. Скорость ее получения составляет V 0,1 м/с. Длина контакта пленки с нагретым растрофор мующим валком 1 0,03 м. Определяют число Фурье FO 2,23.
Эффективная температура данной пленки t5, . Подставляют F,j и t-ga, в формулу и определяют температуру, которую устанавливают ка растро- формующем валке для прогрева пленки t 1724.
Получают стереопродукцию со сле- дукяцими показателями: высоте релье- фа 95 мкм, коэффициент упрочнения 50%, скручивание и отслаивание не происходят.
Пример 4. Используе ся пленка на основе 100 ч. поливинилхлори- да марки С-63 М, 10 ч. полиметилмет- акрилата марки Дакрил 2М и 20 ч.
Q 5
0
5
о д
д
„
5
5
диоктилфталата. Температуропроводность пленки а 7,6 1(7 .
Стереопродукцию изготавливали аналогично на устройстве, описанном в примере 1. Скорость ее получения составляет V 0,06 м/с. Длина контакта пленки с нагретым растрофор- мующим валком 1 0,03 м. Определяют число Фурье Fp 3,45.
Эффективная температура данной пленки t,m 182°С.
Подставляют F и с,рВ формулу и определяют температуру, которую устанавливают на ра строформукяцем валке для njporpeBa пленки с 214 С.
Получают стереопродукцию со следующими показателями: высота рельефа 99 мкм, коэффициент упрочнения 53%, скручивание и отслаивание не происходят .
Предлагаемый способ по сравнению с известными позволяет использовать разнообразные пленочные материалы с обеспечением требуемого качества стереопродукции.
Формула изобретения
Способ изготовления стереоскопической продукции, заключающийся в одновременном формировании линзового растра из нагретой пленки и соединении его с оттиском, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения ассортимента пленок при сохранении качества продукции, нагревание осуществляют со стороны пленки при температуре, определяемой по формуле
t (0,46-F; t- 1,04Xt, , где tjm эффективная температура
данного типа пленки,С; FP - число Фурье (безразмерное
время), рассчитываемое по
формуле
F 2-i- 0 h.v
где а - коэффициент температуропроводности пленки;
h - высота рельефа на матрице;
1 - длина контакта пленки с тер- мовоздействукяцей средой;
V - скорость перемещения пленки относительно этой среды.
Поливинилхлормд марки С-707,8
Поливинилхлорид марки С-бОп8,0
Сополимер вин11лхлорида с винилацетатом марки
ВА-10 .
Поливишшхлорид марки С-63 с 10 ч полиметил- метакрилата марки Дакрил ,6
188 175
138 182
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полиграфическойСТЕРЕОпРОдуКции | 1979 |
|
SU821220A1 |
| Способ получения рельефных оттисков на термопластичной пленке | 1988 |
|
SU1570932A1 |
| Клей | 1979 |
|
SU812816A1 |
| Способ изготовления линзорастровой стереоскопической изопродукции | 1982 |
|
SU1025527A1 |
| Способ исследования прочности адгезионного соединения ламинированного материала | 1977 |
|
SU662847A1 |
| Способ изготовления линзовых растров | 1986 |
|
SU1368844A1 |
| Устройство для изготовления стереопродукции | 1989 |
|
SU1699815A1 |
| Способ контроля совмещения красок при полиграфическом воспроизведении стереоскопических изображений и устройство для его осуществления | 1985 |
|
SU1313736A1 |
| КОНТАКТНО-КАПЕЛЬНЫЙ ВЫСОКИЙ СПОСОБ ПЕЧАТИ МИКРОЛИНЗ НА ПЛОСКОМ НОСИТЕЛЕ ИНФОРМАЦИИ И ЗАЩИТНЫЙ ЭЛЕМЕНТ НА ПЛОСКОМ НОСИТЕЛЕ ИНФОРМАЦИИ | 2014 |
|
RU2596949C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗОВЫХ РАСТРОВ | 1971 |
|
SU300871A1 |
Изобретение относится к полиграфии, а именно с способам изготовления стереоскопических открыток. Целью изобретения является расширение технологических возможностей. Способ осуществляется путем одновременного формирования линзового растра из нагретой до рассчитанного значения температуры пленки и соединения его с оттиском. 1 табл.
Редактор А.Козориз
Составитель Н.Калашникова
Техред А. Кравчук Корректор М.Максимищинец
Заказ 6347/17
Тираж 559
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113033, Москва, Ж-35, Раушская наб., д. А/5.
Подписное
| ОБЪЕМНОЕ УСТРОЙСТВО СЦЕПЛЕНИЯ. ПЕРЕДАЧА | 1994 |
|
RU2126500C1 |
| Солесос | 1922 |
|
SU29A1 |
