Изобретение относится к неразрушающему контролю и может быть использовано во всех отраслях народного хозяйства, где необходимо проиэ водить сортировку металлоизделий по их толщине.
Цель изобретения - повышение производительности и точности контроля за счет повьшения быстродействия и реализации периодического самоконтроля работы устройства.
На чертеже приведена блок-схема устройства для вихретокового контроля.
Предлагаемое устройство содержит автогенератор 1, подключенные к его выходу два измерительных канала, каж дый из которых содержит последовательно соединенные вихретоковый преобразователь 2 (3), амплитудный детектор 4 (5) и блок 6 (7) выборки и хранения, последовательно соединенные коммутатор 8, первый и второй входы которого подключены к выходам БВХ соответственно аналого-цифровой преобразователь 9, вычислительный блок 10 и индикатор 1 Ч, толкатель 12 контролируемого изделия (на чертеже не показано), выполненный в виде эталона толщины, последовательно соединенные датчик 13 положения толкателя блок 14 управления, второй выход которого подключен к управляющему входу коммутатора 8, и исполнительный механизм 15, механически -связанный с толкателем 12 и подключенный к информационному входу датчика 13 положения толкателя.
Устройство работает следующим образом.
Автогенератор 1 питает синусои- дальньп Током накладные вихретоковые п-реобра зователи 2 и 3. С их выходов вносимые напряжения, несущие информацию о толщине контролируемого изделия, поступают на входы амплитудны детекторов 4 и 5. Получаемые на выходе последних сигналы поступают в .соответствующие блоки 6 и 7, где одновременно запоминаются, что необходимо во избежание влияния на результат контроля вибраций контролируемог изделия относительно преобразователей 2 и 3, и по команде, поступающей с блока 14 управления, последовательно через коммутатор 8 поступают на вход преобразователя 9, где преобразуются в цифровую форму и вводятся в вычислительный блок 10. Введенная информация представляет собой значение амплитуд А и А напряжений, вносимых в преобразователи 2 и 3 соответственно, и обрабатывается в соответствии с зависимостью
Т B-h,-h
2
где Т - искомая толщина;
В - расстояние между торцами
преобразователей 2 и 3; h. и h - зазоры между поверхностью контролируемого изделия и - торцами преобразователей
2 и 3 соответственно. Зазоры h,, h выражаются через амплитуды А,, А вносимого напряжения зависимостями различной формы, но для накладного вихретокового преобразователя их всегда можно представить в виде
25
h, К;у.(А,);
V i. V;()
(1)
где К, 1j - постоянные коэффициенты;
N : 2; ц);(А, ) - некоторые однозначные
функции;
К , 1; определяются из уравнений (1) после подстановки значений h- и А , соответствующих эталонным образцам.
Переопределение коэффициентов равносильно проведению настройки прибора.
Устройство позволяет коэффициенты К; и 1; переопределять перед каждым измерением, поскольку вслед за измеряемым изделием через измерительный зев проходит толкатель 12, выполненный в виде комбинированного эталона толщины, а импульсы, поступающие при этом с датчика 13 положения толкателя, дают возможность синхронизировать работу блока 14 управления и вычислительного блока 10. Корректировка коэффициентов по эталонным образцам производится по импульсу с датчика 13 и при прохождении в
измерительном зеве толкателя; вычисление в блоке 10 значений толщины; по формулам с только что откорректированными коэффициентами - при прохождении в измерительном зеве
объекта контроля, Значение измеренной толщины выводится на индикатор.
Кроме того, в результате сравнения результата с заданными порогами в блоке JO определяется принадлежность изделия к одной из сортируемых групп, на основании чего в блоке 14 управления формируется код, управляющий действиями исполнительного механизма по перемещений изделия в накопительную кассету нужной группы. При практической реализации устройства функции блока управления и вычислительного блока 10. удобно объединить и возложить на встроенную микроЭВМ.
Формула и. зобретения
Устройство для вихретокового контроля, содержащее автогенератор, подключенные к его выходу два измерительных канала, каждый из которых содержит последовательно соединенные накладной вихретоковый преобразователь и амплитудныйдетектор, и инСоставитель И. Кесоян . Редактор Л. Повхан Техред И.Попович Корректор в. Бутяга
Заказ 3576/А6 Тираж 776 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г, Ужгород,, ул. Проектная, 4
дикатор, отличающееся тем, что, с целью повышения производительности и точности контроля,
оно снабжено толкателем контролиру-
емого изделия, вьтолненным в виде
комбинированного эталона толщины, первым и вторым блоками.выборки и хранения, входы которых подключены
к выходам детекторов первого и второго измерительных каналов соответственно, последовательно соединенными коммутатором, первый и второй входы которого подключены к выходам
первого и второго блоков выборки и хранения соответственно, аналого- цифровым преобразователем и вычислительным блоком, выход которого подключен к индикатору, и последовательно соединенны15и датчиком положения толкателя, блоком управления и исполнительным механизмом, механически связан с толкателем и подключенным к информационному входу
датчика положения толкателя, а второй выход блока управления соединен .с коммутатором.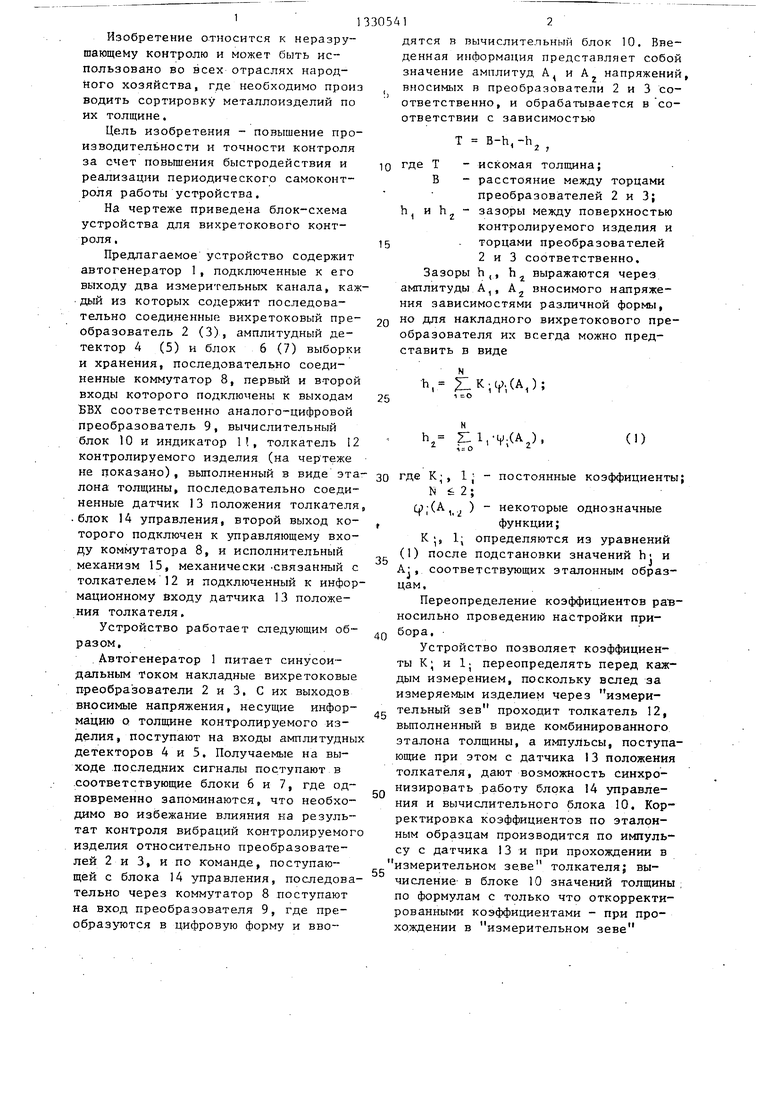
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины дефектов прямошовных труб | 1989 |
|
SU1704063A1 |
| УСТРОЙСТВО ДЛЯ ВИХРЕТОКОВОГО КОНТРОЛЯ МЕТАЛЛИЧЕСКИХ НЕМАГНИТНЫХ ОБЪЕКТОВ | 2016 |
|
RU2629711C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МЕТАЛЛИЧЕСКИХ АРМИРУЮЩИХ ЭЛЕМЕНТОВ В РЕЗИНОТРОСОВЫХ ЛЕНТАХ | 2023 |
|
RU2816247C1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ ТОЛЩИНЫ СТЕНКИ МЕТАЛЛИЧЕСКИХ НЕМАГНИТНЫХ ТРУБ | 2016 |
|
RU2656115C1 |
| Устройство контроля качества точечной сварки | 1984 |
|
SU1226267A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ ТОЛЩИНЫ СТЕНКИ МЕТАЛЛИЧЕСКИХ НЕМАГНИТНЫХ ТРУБ | 2022 |
|
RU2784787C1 |
| Электромагнитный способ измерения удельной электрической проводимости изделий | 1984 |
|
SU1221572A1 |
| МОБИЛЬНЫЙ КОНТРОЛЬНО-ВЫЧИСЛИТЕЛЬНЫЙ КОМПЛЕКС ДЛЯ ДИАГНОСТИКИ КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 1997 |
|
RU2108936C1 |
| Способ вихретокового измерения параметров электропроводящих изделий | 1989 |
|
SU1689753A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ ЭЛЕКТРОПРОВОДЯЩИХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2610931C1 |
Изобретение относится к области контрольно-измерительной т ехники и может быть использовано во всех отраслях народного хозяйства, где необходимо производить контроль или сортиров ку электропроводящих изделий по их толщине, Цель изобретения - повышение производительности и точности контроля за счет проведения периодического тестирования и автоподстройки прибора. Для этого два накладных вихретоковых преобразователя 2,3 (ВТП), запитываемых синусоидальным током, располагаются соосно навстречу друг другу, образуя измерительный зев, Сигналы с измерительных обмоток обоих ВТП после детектирования поступают в блоки 6,7 выборки и хранения, выходы которых в свою очередь через коммутатор 8 могут поочередно подключаться к аналого-цифровому преобразователю 9, и далее уже в цифровой форме информация об амплитудах сигнала, вносимого каждым ВТП, поступает в вычислительный блок 10 - микроэвм. Такая блок-схема в совокупности с программой управления и обработки, заложенной в микро-ЭВМ, позволяет реализовать нахождение толщины металлических изделий, находящихся в измерительном зеве прибора по формуле ,-h2, где В - взаимное расстояние между, торцами ВТП, h, h - зазоры между по- верхнортью контролируемого изделия и торцом соответственно первого и второго ВТП. Исполнительный механизм 18 посредством толкателя 12 подает очередное контролируемое изделие в измерительный зев устройства. При этом толкатель 12, являющийся также комбинированным эталоном толщины, пересекает зону контроля, что сопровождается его измерением- и одновременно посьткой синхронизирующих сигналов в ЭВМ с датчика 13 положения толкателя. Считанные при этом значения амплитуд с ВТП для необходимого числа (2) эталонов позволяют произ- водить автоматическую настройку прибора по эталонным образцам перед ; каждым измерением толщины изделия в процессе его контроля. 1 ил. а (Л со 00 СП 4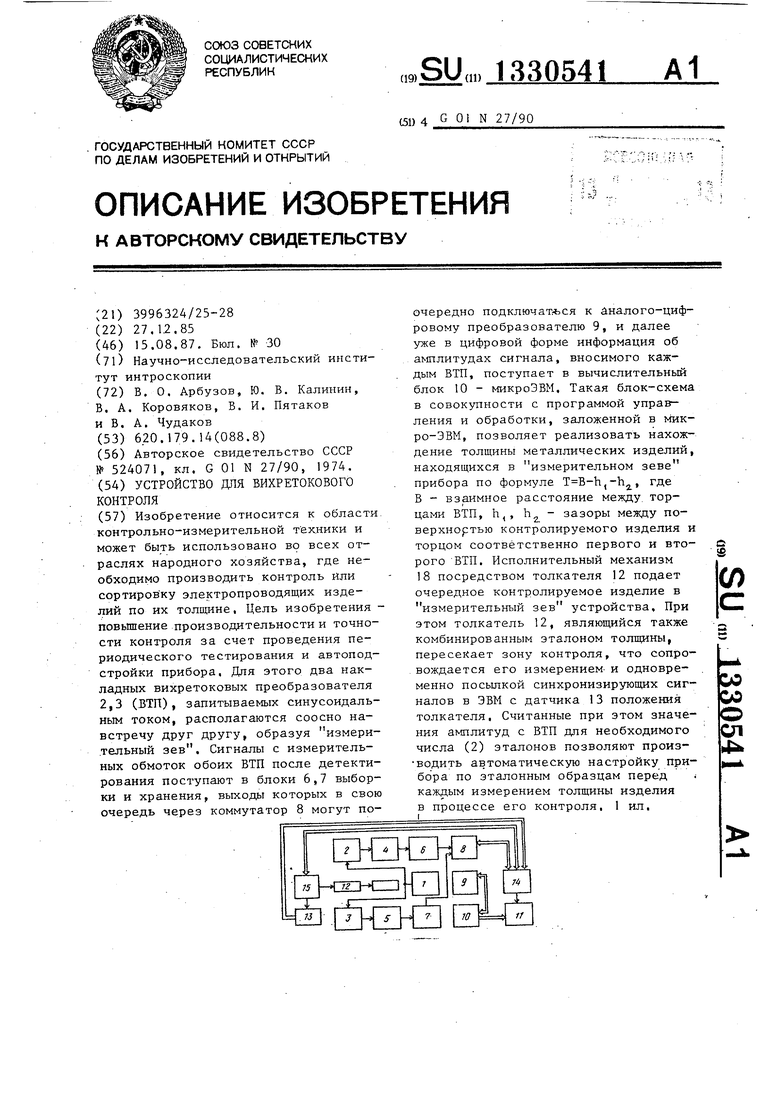
| Токовихревое устройство для измерения линейных размеров | 1974 |
|
SU524071A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
