Изобретение относится к электрическим машинам.
Цель изобретения - уменьшение отходов материалов.
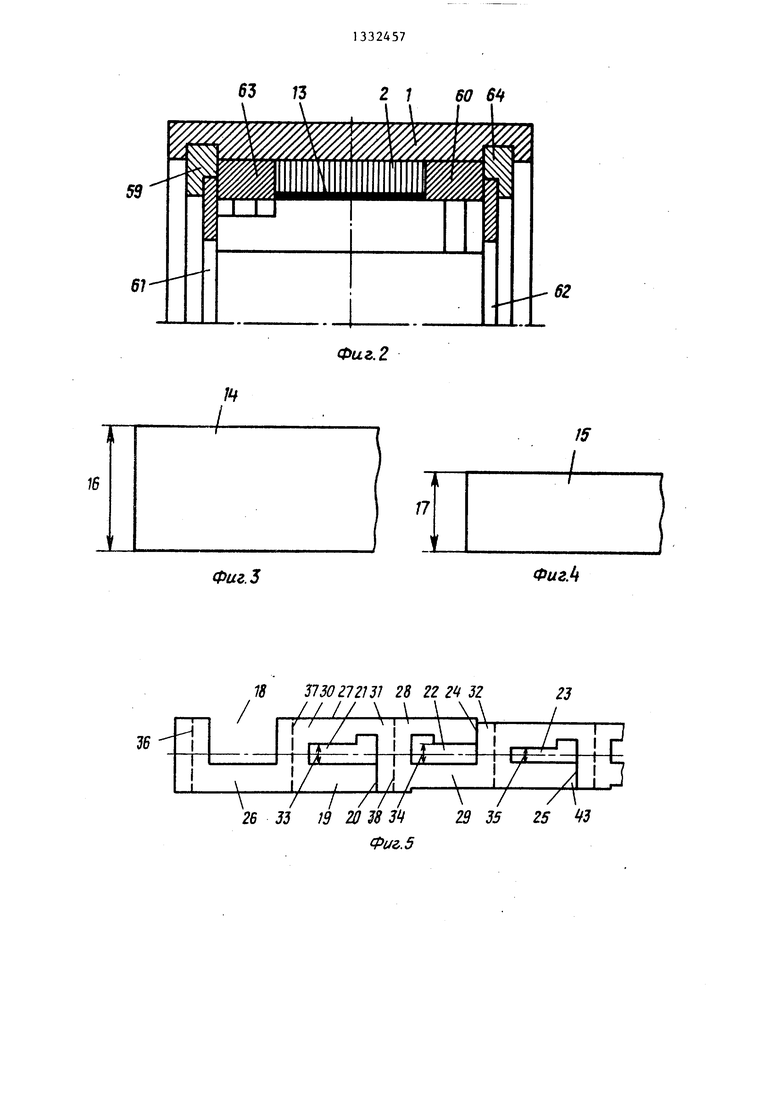
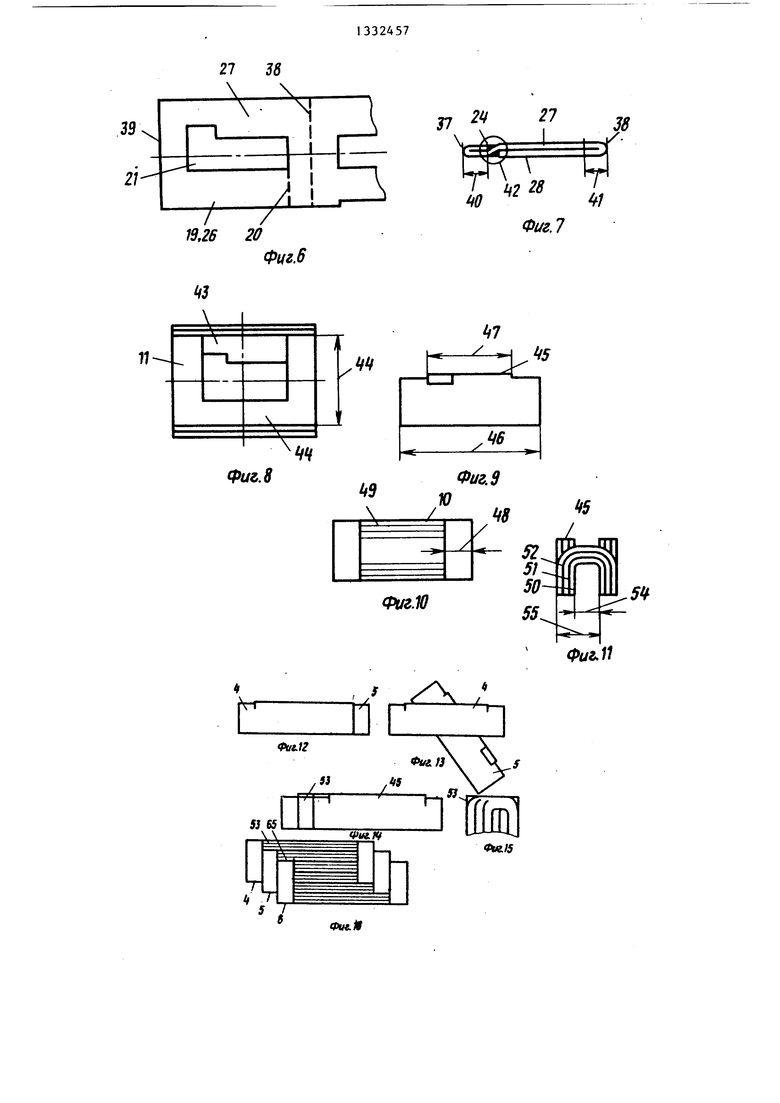
На фиг.1 показана конструкция беспазового статора цилиндрического исполнения, правая часть, разрез; на фиг.2 - статор, продольный разрез; на фиг. 3 - полоса для заготовки; на фиг. 4 - то же, с меньшей шириной; на фиг. 5 - полоса с выштампованными вырезами и дополнительными активными элементами, отделенными от лобовой части разрезом; на фиг. 6 - начало формирования группы; на фиг.7 - объединение элементов и лобовой части по разрезу; на фиг.8 - группа из сложенной полосы; на фиг. 9 - группа после изгиба по продольной оси и растяжки; на фиг. 10 - группа с токопро водящим выступом, вид в ппане; на фиг. 11 - сложенная группа, вид с торца; на фиг. 12 - сочлененная вторая группа с первой; на фиг. 13- момент сочленения двух групп; на фиг. 14 - собранный пакет, вид сзади на фиг. 15 - то же, вид с торца; на фиг. 16 - то же, вид в плане; на
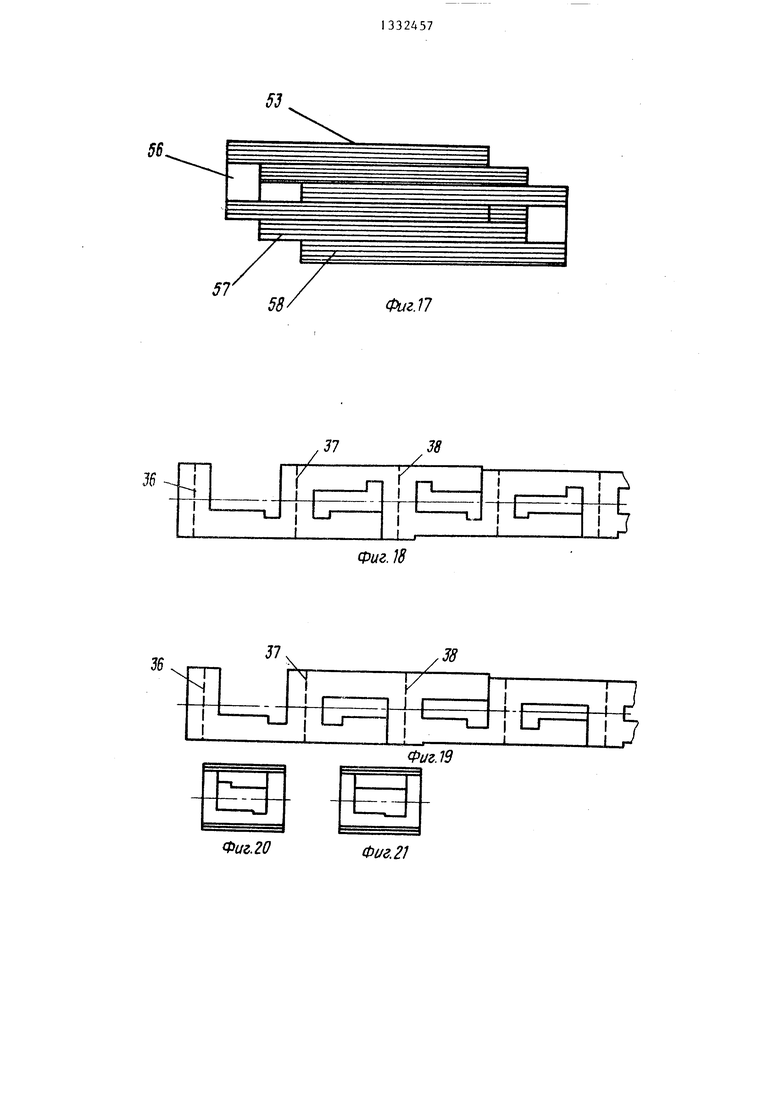
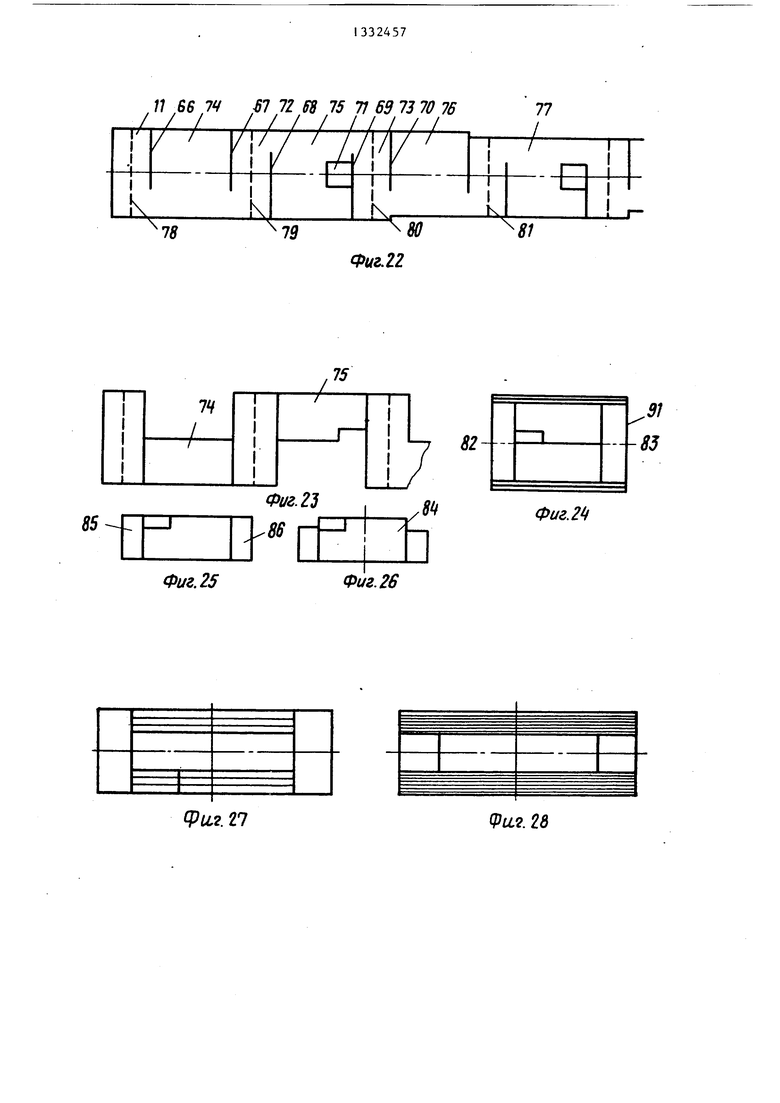
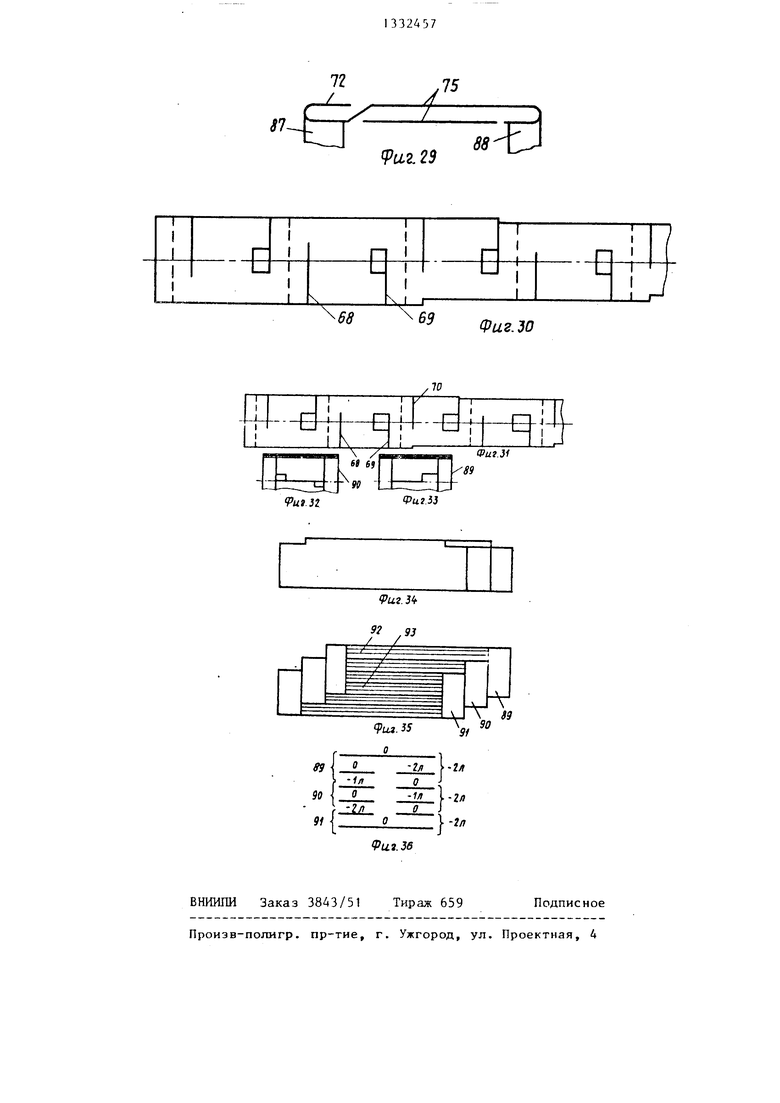
фиг. 17 - то же, вид снизу; на фиг. 18 - заготовка для второй группы пакета; на фиг. 19 - заготовка дл третьей группы пакета; на фиг. 20 - собранная вторая группа, вид в плане; на фиг,21 - собранная третья гру группа; на фиг. 22 - полоса с вьш1там пованными элементами (заготовка для первой группы, вариант); на фиг.23 - полосы с двумя отогнутьми в разные стороны активными элементами; на фиг. 24 - сложенная группа, вариант; на фиг.25 - сложенная по оси группа; на фиг. 26 - растянутая группа; на фиг. 27 - то же, вид в плане; на фиг. 28- тоже, вид снизу; на фиг. 29 - дополнительное соединение активных элементов с лобовыми соединениями; на фиг. 30 - выштампованная заготовк для второй группы (к варианту); на фиг. 31 - выштампованная заготовка для третьей группы (к варианту); на фиг. 32 - вторая группа из сложенной заготовки по фиг. 30; на фиг. 33 - третья группа из сложенной заготовки по фиг. 31; на фиг.34 - сложенная группа, вариант; на фиг. 35 - то же, вид сверху; на фиг. 36 - таблица вырезов в группах для помещения лобовых частей.
5
0
0
Беспазовый, статор имеет корпус 1, выполненный литым или сварным, ярмом 2, выполненное витым из электротехнической стали с изоляцией, и распределенный активный слой 3, состоящий из магнитоэлектрически активных сторон катушечных групп 4-9, изготовленных независимо от ярма.
Каждая группа состоит из двух активных сторон, например 5-5 (фиг.1). Активные стороны в группе состоят из сдвоенных элементов 10. Сдвоенные элементы двух активных сторон группы соединены между собой лобовыми частями 11, имеющими в поперечном сечении П-образную форму, которые представляют одно целое с элементами 10. Группы выполняются как одно целое с изоляцией 12 всех активных элементов и лобовых соединений. Активные элементы имеют изоляцию 13 от ярма.
Катушечные группы соединяются меж- 5 ду собой в зависимости от конструкции обмотки (трехфазная, однофазная и т.д.) и принятой схемы соединения (параллельное или последовательное). От начала и конца групп делаются выводы, которые могут представлять одно целое с группами. Пакет объединяет несколько групп. Для трехфазной обмотки пакет объединяет три группы (на фиг. 1 группы 4-6 образуют один пакет, а группы 7-9 - второй пакет).
Группы набраны из изолированных и соединенных между собой сдвоенных элементов, выполненных из материала, являющегося магнитопроводным и электропроводным, например биметалла. Предлагаемая конструкция может быть вьшолнена и целиком из ферромагнитного материала. Заготовка группы изготовляется из полос. Применение двух полос 14 и 15 для изготовления заготовок, отличакндихся ширинами 16 и 17, (фиг.З и 4) обеспечивает уменьшение отходов по кромке вдвое.
Заготовка группы (фиг.5) изготовляется следующим образом.
В полосе штампуется вырез 18, а с другой стороны такой же вырез дополняется активным элементом 19 с прорезью 20, т.е. вместо выреза штампуются окно 21 и прорезь 20. Затем штампуются окна 22 и 23 с прорезями 24 и 25. Штамповка выреза 18, окон 21 - 23 и прорезей 24 и 25 может производиться и одновременно.
5
0
5
0
5
Вырез и все окна ограничены активными элементами 26, 19 и 27 - 29, размеры которых одинаковы.
Справа и слева от остальных элеf
ментов расположены лобовые части 30 - 32. Ширины 33 - 35 лобовых час-- тей неодинаковы. Разность между ширинами 33 и 35 определяется учетверенной толщиной элемента, а разность между ширинами 33 и 34 составляет удвоенную толщину элемента.
Заготовка может быть изготовлена целиком на группу или состоять из не нескольких частей, которые затем соединяются воедино. После штамповки заготовка изолируется легкой изоляцией например лаком,кроме небольших участков на лобовых частях и активных элементах, прилегающих к прорезям 20, 24 и 25 и которые будут прилегать после сборки. Назначение этой изоляции - противостоять вихревым токам, так что в многих случаях можно обойтись без нее.
Для получения группы заготовка складывается по пунктирным линиям 36 - 38, т.е. по оси лобовых частей. Сложение лобовой части по пунктиру 36 образует вывод обмотки, который может быть отогнут за предел группы. Таким же образом изготовляется и второй вывод (не показан). Дальнейший процесс формирования группы проходит следующим образом.
По пунктирной линии 37 изгибается левая часть заготовки (например, по часовой стрелке). При этом активные элементы 26 и 19 соединяются и к ним прилегает вьшод, образованный лобовой частью (фиг. 6). Элементы 19 и
26и вывод объединяются в одно целое по разрезу 20. Объединение производится пайкой, сваркой или при помощи токопроводящего клея.
Образовавшийся неполный виток 39 изгибают по линии 38 против часовой стрелки. При этом активные элементы
27и 28 соединяются и образуют, полный двойной виток. Элементы 27 и 28 объединяются в одно целое с лобовой частью по разрезу 24. Детально объединение элементов 27 и 28 и лобовой части по разрезу 24 показано на фиг. 7, где 37 и 38 - линии изгиба, 40 и 41 - согнутые пополам лобовые части 30 и 31 и в окружности 42 показан узел соединения активных частей и лобового соединения. Аналогично
0
5
0
изгибаются по пунктирным линиям и соединяются другие участки заготовки.
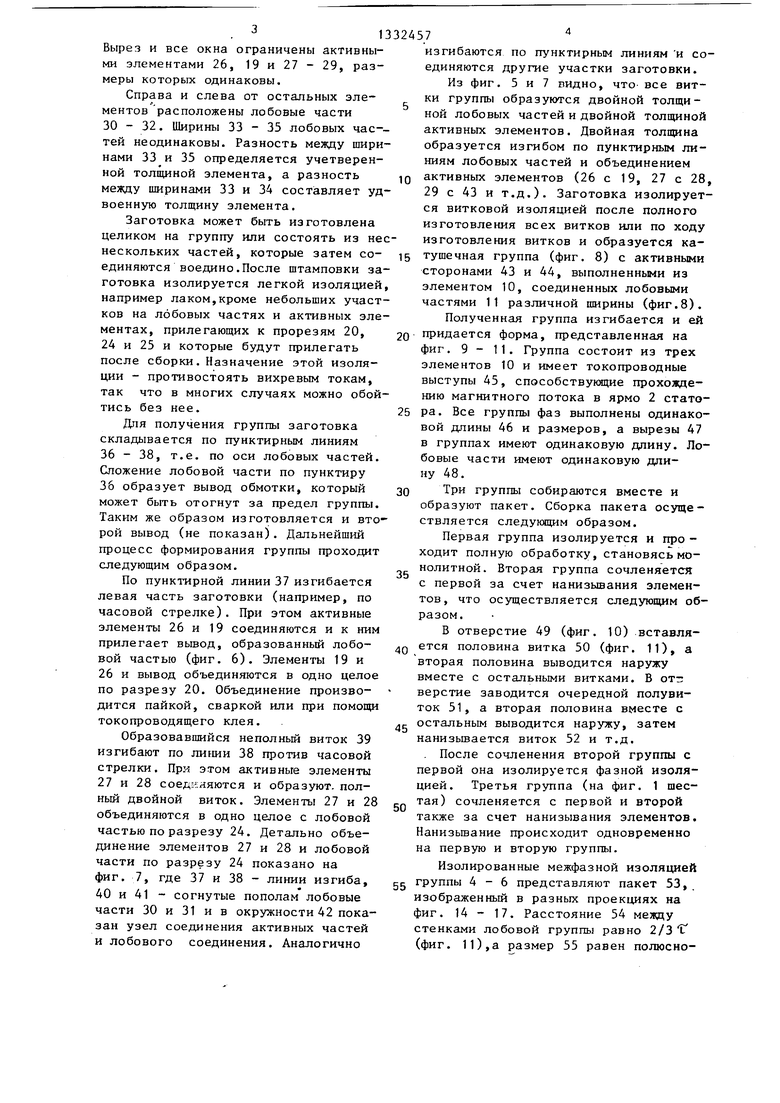
Из фиг. 5 и 7 видно, что все витки группы образуются двойной толщиной лобовых частей и двойной толщиной активных элементов. Двойная толщина образуется изгибом по пунктирным линиям лобовых частей и объединением активных элементов (26 с 19, 27 с 28, 29 с 43 и т.д.). Заготовка изолируется витковой изоляцией после полного изготовления всех витков или по ходу изготовления витков и образуется катушечная группа (фиг. 8) с активными сторонами 43 и 44, выполненными из элементом 10, соединенных лобовыми частями 11 различной ширины (фиг.8).
Полученная группа изгибается и ей придается форма, представленная на фиг. 9 - 11. Группа состоит из трех элементов 10 и имеет токопроводные выступы 45, способствующие проходце- нию магнитного потока в ярмо 2 стато- 5 ра. Все группы фаз выполнены одинаковой длины 46 и размеров, а вырезы 47 в группах имеют одинаковую дпину. Лобовые части имеют одинаковую длину 48.
Три группы собираются вместе и образуют пакет. Сборка пакета осуществляется следующим образом.
Первая группа изолируется и про - ходит полную обработку, становясь монолитной. Вторая группа сочленяется с первой за счет нанизывания элементов, что осуществляется следующим образом.
В отверстие 49 (фиг. 10) вставляется половина витка 50 (фиг. 11), а вторая половина выводится наружу вместе с остальными витками. В от верстие заводится очередной полувиток 51, а вторая половина вместе с остальным выводится наружу, затем нанизьшается виток 52 и т.д.
. После сочленения второй группы с первой она изолируется фазной изоляцией. Третья группа (на фиг. 1 шестая) сочленяется с первой и второй также за счет нанизывания элементов. Нанизьшание происходит одновременно на первую и вторую группы.
Изолированные межфазной изоляцией группы 4-6 представляют пакет 53,. изображенный в разных проекциях на фиг. 14 - 17. Расстояние 54 между стенками лобовой группы равно 2/3 f (фиг. 11),а размер 55 равен полюсно0
5
0
5
0
5
му делению IT . На фиг. 17 показан пакет с группами 56 - 58.Изготовленный пакет изолируется, компаундируется, образуя монолитное целое. Пакеты собираются на шаблоне,на них помещается ярмо, вместе с которым активная часть помещается в корпус машины 1 и закрепляется кольцами 59
линиям, которые также, как и в основном решении, делят лобовые части но- полам. Изогнутая по пунктирным линиям 78-81 заготовка представляет уже сложенную группу, (фиг. 24). Заготовка по фиг. 22 до изгиба элементов 74-77 может изолироваться лаком для уменьшения вихревых токов за исключением и 60 и прижимными дисками 61 и 62 ло- ю участков, прилегающих к разрезам. Во
15
20
25
бовых частей статора. Дополнительное крепление обмотки и лобовых частей осуществляется изоляционными упорными элемелтами 63 и 64.
Группы 56-58 построены по одному принципу и отличие состоит в вырезах, посредством которых группы сочленяясь друг с другом образуют пакет, при этом сочленение осуществляется указанным способом нанизыва-ния. Все вьфезы в группах отличаются расположением и длиной.
Вьфезы группы 57 имеют длину раз- ную длине одной лобовой части, а вы-; резы групп 56 и 5 8 - длину, равную двум лобовым частям. Наличие таких вырезов обеспечивает получение пакета согласно фиг. 14 - 17. При этом чередование групп в пакете может быть и обратным.Токопроводящие высту- 30 пы (фиг. 14) имеют увеличенные размеры по длине за счет использования участков 65, незанятых лобовыми частями (фиг.16).
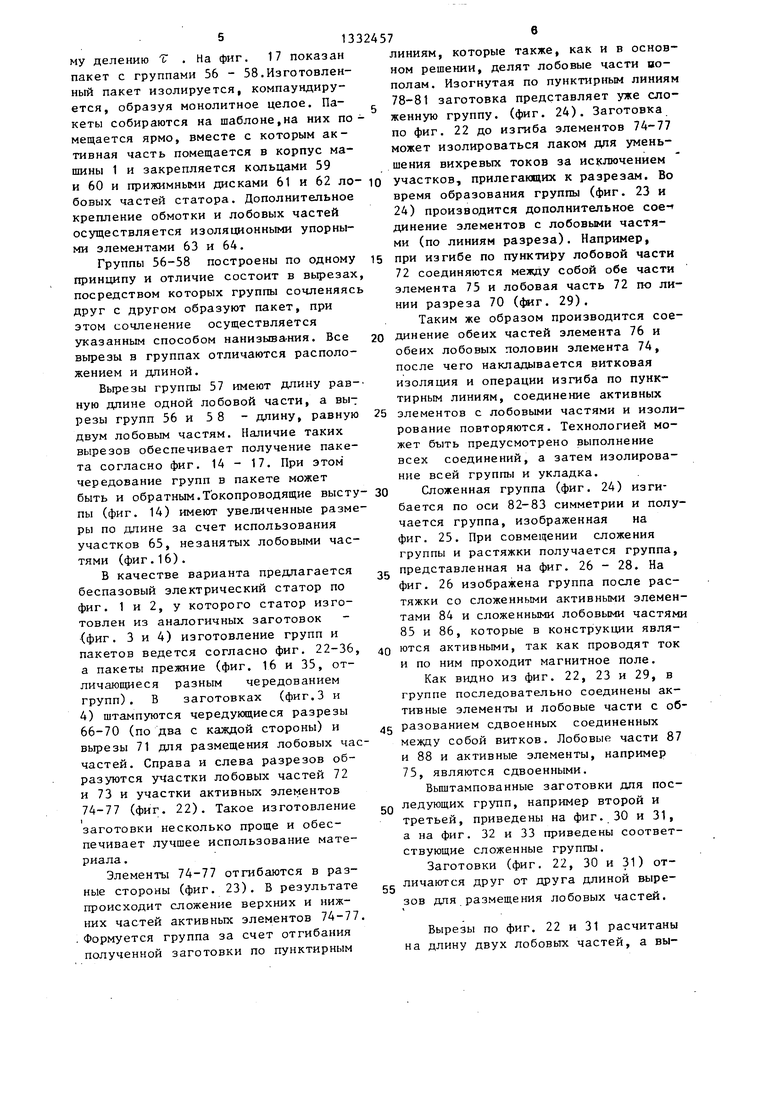
В качестве варианта предлагается беспазовый электрический статор по фиг. 1 и 2, у которого статор изготовлен из аналогичных заготовок - (фиг. 3 и 4) изготовление групп и пакетов ведется согласно фиг. 22-36, а пакеты прежние (фиг. 16 и 35, отличающиеся разным чередованием групп). В заготовках (фиг.З и 4) штампуются чередующиеся разрезы 66-70 (по два с каждой стороны) и вьфезы 71 для размещения лобовых час- частей. Справа и слева разрезов образуются участки лобовых частей 72 и 73 и участки активных элементов 74-77 (фиг. 22). Такое изготовление заготовки несколько проще и обеспечивает лучшее использование материала .
Элементы 74-77 отгибаются в разные стороны (фиг. 23). В результате происходит сложение верхних и нижних частей активных элементов 74-77. Формуется группа за счет отгибания полученной заготовки по пунктирным
2с
gg
40
45
50
время образования группы (фиг. 23 и 24) производится дополнительное соем динение элементов с лобовыми частями (по линиям разреза). Например, при изгибе по пунктнру лобовой части 72 соединяются между собой обе части элемента 75 и лобовая часть 72 по линии разреза 70 (4мг. 29).
Таким же образом производится соединение обеих частей элемента 76 и обеих лобовых половин элемента 74, после чего накладывается витковая изоляция и операции изгиба по пунктирным линиям, соединение активных элементов с лобовыми частями и изолирование повторяются. Технологией может быть предусмотрено выполнение всех соединений, а затем изолирование всей группы и укладка.
Сложенная группа (фиг. 24) изгибается по оси 82-83 симметрии и получается группа, изображенная на фиг. 25. При совмещении сложения группы и растяжки получается группа, представленная на фиг. 26 - 28. На фиг. 26 изображена группа после растяжки со сложенными активными элементами 84 и сложенными лобовыми частями 85 и 86, которые в конструкции являются активными, так как проводят ток и по ним проходит магнитное поле.
Как видно из фиг. 22, 23 и 29, в группе последовательно соединены активные элементы и лобовые части с образованием сдвоенных соединенных между собой витков. Лобовые части 87 и 88 и активные элементы, например 75, являются сдвоенными.
Выштампованные заготовки дпя последующих групп, например второй и третьей, приведены на фиг. 30 и 31, а на фиг. 32 и 33 приведены соответствующие сложенные группы.
Заготовки (фиг. 22, 30 и 31) от- личаются друг от друга длиной вырезов для размещения лобовых частей.
Вырезы по фиг. 22 и 31 расчитаны на длину двух лобовых частей, а вырезы по фиг. 30 - на длину одной лобовой части.
На фиг. 34 и 35 представлены пакеты изготовленного варианта, в окончательном виде соответствующие пакетам основного предложения, Отличие имеется в разном подходе к изготовлению групп. Сборка пакетов осуществляется также способом нанизывания витков групп. На первую группу нанизывается вторая -группа, а н-а первую и вторую (вместе взятые) - третья группа. Из фиг. 35 видно, что по сравнению с аналогами группы имеют существенные отличия, но одновременно все группы эквивалентны по устройству и количеству затраченного материала, (фиг. 36).
Группа 89 имеет полную длину активной части 92 и неполную (частично срезанную по сечению) часть 93.Уменьшение составляет (в правой части) две лобовые части. Группа 90 имеет уменьшение активного сечения также на две лобовые части (-1,-1).Группа 91 имеет уменьшение на две лобовые части (-2 с левой стороны).Такое устройство обеспечивает симметричную работу всех трех фаз.
Из фиг. 35 и 16 видно, что пакеты в предлагаемой конструкции изготовлены с полным использованием объема и материала.
При изготовлении групп в известных устройствах образуются двойные утолщения в лобовых частях при изгибе. Эти утолщения компенсируются при сборке пакетов не полностью и в результате получается общее увеличение объема на одну сторону группы, составляющее ,17.
В предлагаемой конструкции отсутствует утолщение лобовых астей.Витки на всем протяжении имеют одинаковую длину.
Предлагаемый статор работает так же,как и известные устройства.Статор создает магнитное поле, которое взаимодействует с ротором, образуя вращательный момент для двигателя. В статоре создается ЭДС, если он применен в генераторе.Магнитное поле замыкается через активные элементы 10 статора, ярмо 2, снова активные эле - менты, воздушный зазор и ротор, а
другая часть рабочего потока проходит через активные лобовые части 11, воз- душньш зазор и ротор. Кроме того, часть рабочего потока проходит через активные элементы 10, пересекающие ;Их лобовые части, и замыкается с укорочением.
Предлагаемая конструкция статора обеспечивает экономию металла за счет уменьшения отходов кромок групп, за счет добавления ранее неиспользовав- ПП1ХСЯ (вырезавшихся) активных элементов, за счет повышенного исполь- зования металла лобовых частей, экономию в объеме мап1И}1ы за счет устранения двойной толщины в лобовых соединениях.
Формула изобретения
1.Беспазовый статор электрической машины, содержащий ярмо и изолированную от него активную часть с лобовыми
частями, выполненными из ряда пакетов, каждый из которых состоит из - групп, выполненных из отдельных изолированных друг от друга и соединенных между собой элементов с вырезами,
посредством которых группы, сочленяясь одна с другой, образуют пакет и изогнуты на 180 по продольной оси вырезов, образуя в поперечном сечении П-образную форму, и все группы имеют одинаковую дпину, а витки каждой последующей группы охватывают сечение предыдущей группы, причем группы смещены в осевом направлении на ширину лобовой части, отличающийс я тем, что, с целью уменьшения отходов материалов, активная часть и лобовые части выполнены из сдвоенных элементов, вырезы для расположения лобовых частей выполнены в первой и
третьей группах с одной стороны пакета и равны двойной ширине лобовой части, вторая группа имеет вырезы для лобовых частей, расположенные с двух сторон пакета, ширина которых равна ширине лобовой части, а в элементах выполнены чередуюнщеся радиальные разрезы по линиям, отделяющим лобовые части от активных элементов.
2.Статор по п. 1, о т л и ч а ю- щ и и с я тем, что, с целью уменьшения отходов материалов, два активных элемента каждого витка группы отогнуты в противоположные стороны перпендикулярно оси витка.
21 60 6
62
Фиг. 2
Фиг.З
ФигА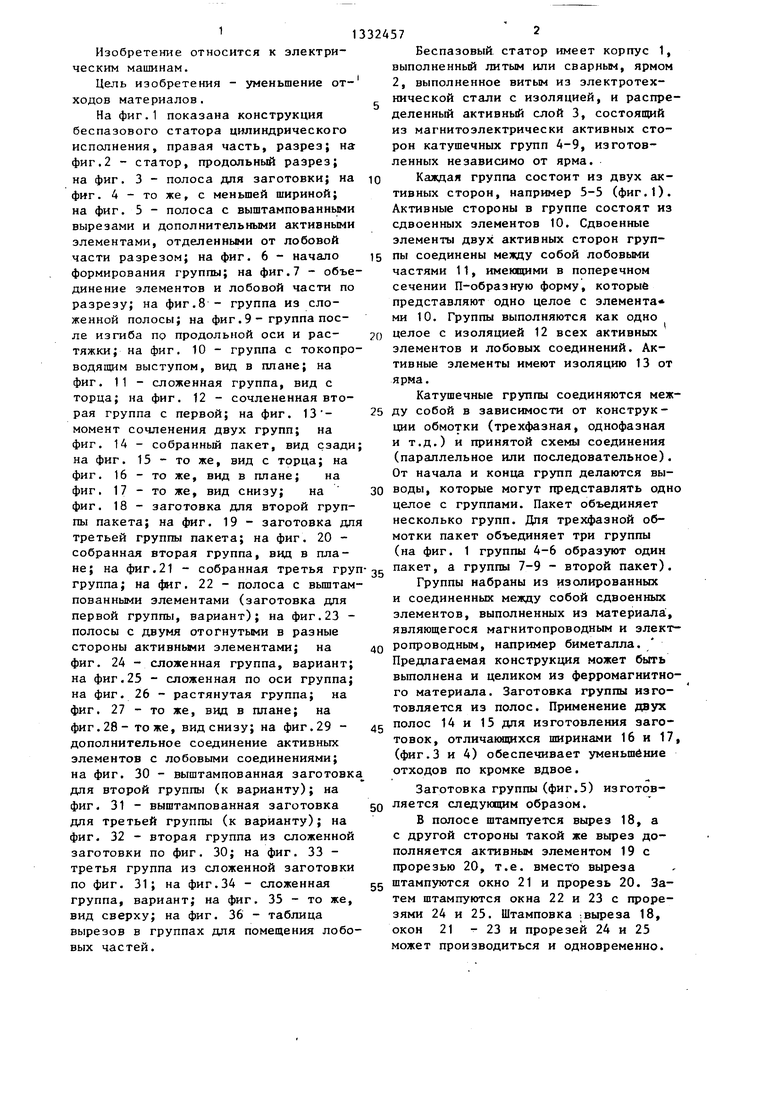
| название | год | авторы | номер документа |
|---|---|---|---|
| Беспазовый статор электрической машины | 1979 |
|
SU917262A1 |
| Беспазовый статор электрической машины | 1983 |
|
SU1379870A1 |
| Беспазовый статор электрическойМАшиНы | 1978 |
|
SU824372A1 |
| Беспазовый статор электрической машины | 1982 |
|
SU1083288A1 |
| Беспазовый статор электрической ма-шиНы | 1979 |
|
SU851646A1 |
| Беспазовый статор электрической машины | 1980 |
|
SU997182A1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2120172C1 |
| Статор цилиндрической линейной машины | 1980 |
|
SU1003263A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Беспазовый магнитопровод статора электромеханических преобразователей энергии из аморфного железа с минимальным влиянием вихревых токов (варианты) | 2017 |
|
RU2659091C1 |
Изобретение относится к электромашиностроению. Цель изобретения - уменьшение отходов материалов. Беспазовый статор содержит корпус 1, ярмо 2, вьтолненное витым из электротехнической стали, и распределен- ньй активньм слой 3, состоящий из магнитоэлектрически активных сторон катушечных групп 4-9, изготовленных независимо от ярма. Каждая группа состоит из двух активных сторон, например 5-5. Активные стороны в группе состоят из сдвоенных элементов 10, соединенных между собой сдво - енными лобовыми частями 11. Пакет объединяет несколько групп. Элементы 10 выполнены из магнитопроводного и электропроводного материала,например биметалла.В предложенной конструкции отсутствует утолщение лобовых част тей, витки на всем протяжении имеют одинаковую длину. Это обеспечивает повышенное использование металла лобовых частей. 1 з.п. ф-лы, 36 ил. г (Л 13 12 Ю
UH
18 3730172131 28 22 2 32
/ . // // .
I Г / I ../ г-1 г-1
U Г I / ; У-
А / / / / /
26 J5 /5 Л7 / 3 Фи&.5
Л
I
/ 29 35
25 3
Я
гг
Фиг.11
./ ,
Фиг.1г
53 К
Л
Фиг. 13
а
Фиг.П
Фиг.15
/
Фиг.11
57
58
Фиг. 20
Фиг.17
Фиг. 21
/; 66 74 7 72 fS 75 7 69 73 70 76
/ / / / / / / I I I / I
IB
19
Фиг. 25
Фиг. 26
fpiL. 27
77
81
Фиг.г2
Фаг 2B
12
sr
A
75
9u2,29
Фиг. 30
.зг
Фцг.ЗЗ
JL
99
ВНИИПИ Заказ 38АЗ/51 Тираж 659 Подписное Проиэв-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Риз. 36
| Беспазовый статор электрической ма-шиНы | 1979 |
|
SU851646A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Беспазовый статор электрической машины | 1982 |
|
SU1083288A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
