Hi
rj
(Л
fff
00
I;D
00
Изрбретение относится к электрическим машинам.
Целью изобретения является экономия материалов.
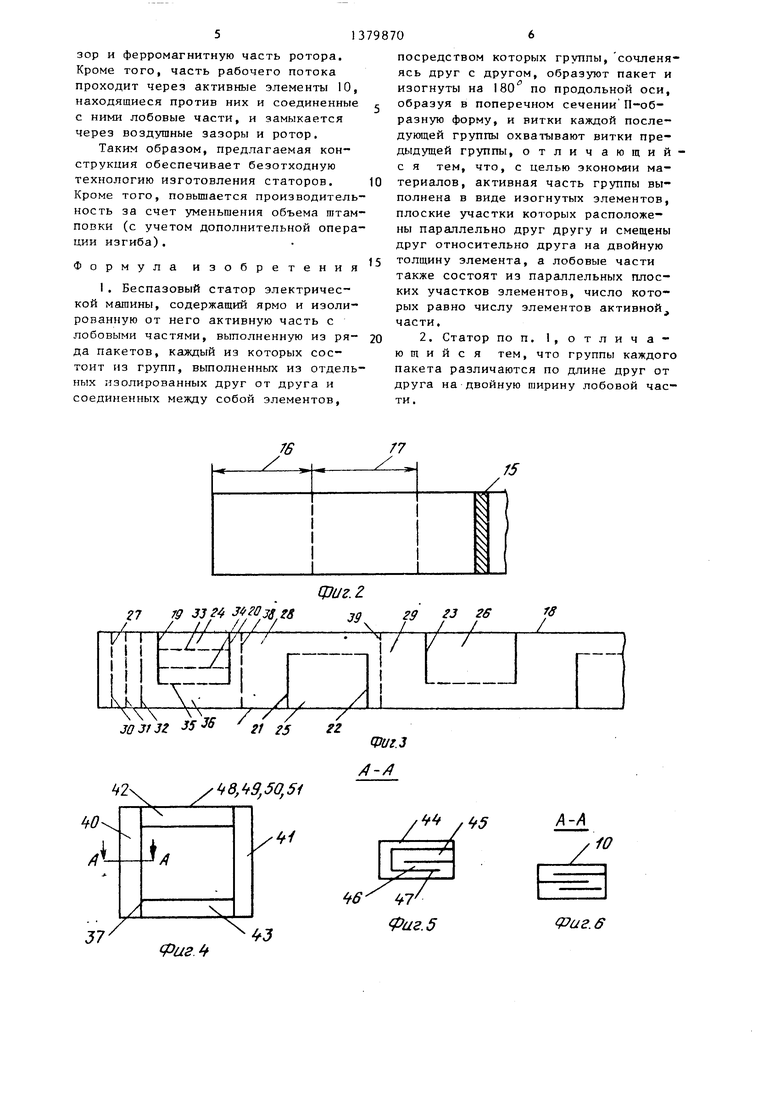
На фиг. I представлена конструкция беспазового статора цилиндрического исполнения (правая часть - разряд); на фиг. 2 - полоса для изготовления группы; на фиг. 3 - по- лоса с разрезами, образовавшими участки для лобовых частей; на фиг. 4 - виток группы, состоящий из элементов, соединенных лобов гми частями; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - то же, вариант расположения частей; на фиг. 7 - группа из сложенной полосы; на фиг. 8 - группа после изгиба, вид сверху; на фиг. 9 - группа, вид с торца; на фиг. 10 - то же, вид спереди; на фиг. 11 - пакет, состоящий из трех групп.
Беспазовый статор имеет корпус 1, выполненный литым, сварным или пластмассовым, в котором установлено ярмо 2, выполненное, например, витым из электротехнической стали с изоляцией, и распределенный активный слой 3, состоящий из магнитоэлектрических активных сторон катушечных групп 4-9, изготовленных независимо от ярма. Каждая группа состоит из двух активных сторон, например 5 (фиг. О Активные стороны в группе состоят из элементов 10. Элементы 10, веною очередь, состоят из параллельных частей 11 (на фиг. 1 показаны три части). Элементы 1 О состоят из параллель- ных частей 11, двух активных сторон группы, соединенных между собой лобовыми частями 12, также состоящими из параллельных частей и имеющими в поперечном сечении П-образную фор- му. Элементы 10 и лобовые части 12 представляют собой одно целое. Группы выполняются как одно целое с изоляцией 13 всех активных элементов и лобовых соединений. Активные элементы имеют изоляцию 14 от ярма. Катушечные группы соединяются между собой в зависимости от конструкции обмотки (трехфазная, однофазная и т.д. и принятой схемы соединения (параллельное или последовательное). От начала и конца группы делаются выводы, которые могут представлять одно целое с группами.
с
0 5 0
5 0 5 0 5 с
0
Пакет объединяет в себе несколько групп. Для трехфазной обмотки - три группы, например, в соответствии с конструкцией на фиг. I, группы 4-6 образуют один пакет, а группы 7-9 - второй пакет. Пакет представляет единое целое, из которых собирается беспазовый статор.
Группы набраны из изолированных и соединенных между собой элементов и выполнены из материала, являющегося магнитопроводом и электропроводом, например биметалла. Предлагаемая конструкция может быть выполнена и целиком из ферромагнитного материала с малым удельным сопротивлением.
Группа изготовляется из полосы толщиной 15 (фиг. 2). Полоса проходит предварительную разметку с применением трафарета или специального делительного устройства. На фиг. 2 пунктирными линиями указаны линии основного изгиба. Расстояние 16 соответствует минимальной длине лобовой части, а расстояние 17 - последующей лобовой части. Разница между этими размерами составляет учетверенный размер толщины элемента. Заготовка 18 группы (фиг. 3) изготавливается следующим образом.
В полосе штампуются просечки 19 и 20, а затем с другой стороны полосы штампуются также просечки 21 и 22, затем штампуется просечка 23 и т.д. Эта операция повторяется, пока не будет отштампована заготовка целиком на группу или часть группы, и не отштампована заготовка целиком на группу или часть группы, если группа состоит из нескольких заготовок. Штамповка всех прорезей может -производиться одновременно. После штамповки всех прорезей создаются участки 24-26 и т.д., которые относятся к лобовым частям, а участки 27-29 и т.д. относятся к активным сторонам, т.е. они создают элементы 10. Такое расположение обеспечивает ликвидацию отходов по кромке заготовки, кроме того, в заготовке отсутствуют штампованные окна. После штамповки загоп овка 18 изолируется легкой изоляцией (например, лаком). Все участки 27-29 и т.д. между собой равны, а участки 24- 26 и т.д. отличаются друг от друга на учетверенный размер 15.
Для получения группы заготовка последовательно складывается, начиная от начала заготовки до конца. Складывается активный участок 27 по пунктирным линиям 30-32, образуя элемент группы. Затем складывается лобовой участок 24 (по поперечным пунктирным линиям 33-35) и совмещается с участком лобовой части 36. После этого складывается активная сторона 28 аналогично активной стороне 27. Такая операция повторяется со всеми активными частями и лобовыми частями заготовки. После последовательного сложения активных и лобовых частей, заготовка объединяется в одно целое, т.е. объединяются активные элементы с лобовыми частями, например, по линии 37 (фиг. 4). Объединение производится пайкой, сваркой либо токопроводящим клеем. Полученные полувитки опрес- совываются, изолируются и складываются на шаблоне, который контролирует размеры. Сложение осуществляется по линиям 32, 38 и 39. По линии 38 изгибается левая часть заготовки (например, по часовой стрелке) и образуется первый виток, у которого 40 и 41 - активные элементыj а 42 и 43 - лобовые соединения. По линии 39 изгибается правая часть заготовки с образованием очередного витка. Как видно из фиг, 5 и 6,слои могут складываться непрерывным изгибом (фиг, 5), т.е. пополам, и еще раз пополам или в виде гармошки (фиг. 6) Число слоев определяется конструктивными сообщениями и выбирается так, чтобы участок, например 24, был использован без отходов. На такое же число слоев делятся и активные участки (например, участок 27), Слои 44-47 активного элемента представляют одно целое со слоями 48-51 лобовой части. Группа из сложенной полосы представлена на фиг. 7, Заготовка изолируется витковой изоляцией после полного изготовления всех витков либо по ходу изготовления витков, и образуется катушечная группа (фиг, 7) с активными сторонами 52 и 53, выполненными из элементов 10, соединенных лобовыми частями 11 различной длины. Полученная группа изгибается по линии 54-55 и ей придается форма, представленная на фиг, 8 10, Все группы беспазового статора
5
0
5
0
5
0
5
0
5
одинаковы по форме и размерам. Группа состоит из восьми элементов 10 (фиг. 8 и 9), соединенных лобовыми частями. Все группы выполнены одинаковой длины 56 (фиг, 8) и размеров, а участки 37 в группах, образованные лобовьти частями, имеют одинаковую длину. Одинакова ширина 58 лобовых частей (фиг, 10), а также выступов. Три группы собираются вместе, образуя пакет (фиг, 11),
Сборку пакета осуществляют следующим образом. Берут первую изготовленную группу и в ее отверстие 59 вставляют вторую и третью группу таким образом, что витки каящой последующей группы охватывают сечение предыдущей группы, причем группы смещены в осевом направлении (фиг, 11) на ширину лобовой части 58, при этом с целью получения конструкции, обеспечивающей безотходную технологию изготовления статора, заготовка каждой группы в местах изгиба образует активные участки 40, 41 (фиг, 4), расположенные параллельно друг относительно друга и смещенные к центру на двойную толщину элемента, при этом стороны витков группы выполнены из элементов, состоящих из параллельных частей, соединенных лобовыми частями, также состоящими из того же числа параллельных частей. Расстояние между стенками любой группы равно 2/3 Т (фиг, 9, размер 60), а размер 61 равен полюсному делению ,
Изготовленный пакет изолируется, компаундируется, образуя монолитную конструкцию. Пакеты статора собираются на шаблоне, на них помещается ярмо, вместе с которым активная часть помещается в корпус статора 1 и закрепляется кольцами и прижимными дисками лобовых частей, В беспазовый статор вставляется беспазовый или пазовый ротор, а, возможно, и ротор синхронной машины.
Предлагаемый статор работает так же, как и известные. Статор создает магнитное поле, которое взаимодействует с ротором, образуя вращающий момент для двигателя, В статоре создается электродвижущая сила в случае, если он применен в генераторе. Магнитное поле замыкается через активные элементы 10 статора, состояние из параллельных частей, ярмо 2, снова активные элементы, воздушный зазор и ферромагнитную часть ротора. Кроме того, часть рабочего потока проходит через активные элементы 10, находящиеся против них и соединенные с ними лобовые части, и замыкается через воздушные зазоры и ротор.
Таким образом, предлагаемая конструкция обеспечивает безотходную технологию изготовления статоров. Кроме того, повышается производительность за счет уменьшения объема штамповки (с учетом дополнительной операции изгиба).
Ф о
тения
рмула изобре
I. Беспазовый статор электрической машины, содержащий ярмо и изолированную от него активную часть с лобовыми частями, вьшолненную из ряда пакетов, каждый из которых состоит из групп, вьтолненных из отдельных изолированных друг от друга и соединенных между собой элементов.
посредством которых группы, сочленяясь друг с другом, образуют пакет и изогнуты на 180 по продольной оси, образуя в поперечном сечении П-об- разную форму, и витки каждой последующей группы охватывают витки предыдущей группы, отличающий- с я тем, что, с целью экономии материалов, активная часть группы выполнена в виде изогнутых элементов, плоские участки которых расположены параллельно друг другу и смещены друг относительно друга на двойную
толщину элемента, а лобовые части также состоят из параллельных плоских участков элементов, число которых равно числу элементов активной, части.
2. Статор по п. 1, отличающий с я тем, что группы каждого пакета различаются по длине друг от друга на двойную ширину лобовой части.

| название | год | авторы | номер документа |
|---|---|---|---|
| Беспазовый статор электрическойМАшиНы | 1978 |
|
SU824372A1 |
| Беспазовый статор электрической машины | 1982 |
|
SU1332457A1 |
| Беспазовый статор электрической машины | 1979 |
|
SU917262A1 |
| Беспазовый статор электрической машины | 1982 |
|
SU1083288A1 |
| Беспазовый статор электрической ма-шиНы | 1979 |
|
SU851646A1 |
| Беспазовый статор электрической машины | 1980 |
|
SU997182A1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2120172C1 |
| БЕСПАЗОВЫЙ ЦИЛИНДРИЧЕСКИЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2206168C2 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1970 |
|
SU278836A1 |
| Полуавтомат для изготовления беспазовых статоров электрических машин | 1973 |
|
SU499633A1 |

Изобретение относится к электромашиностроению. Цель изобретения - экономия материалов. Беспазовый статор имеет корпус 1, в котором установлено ярмо 2 и распределенный активный слой 3, состоящий из магнитоэлектрических активных сторон катушечных групп 4, 5, 6, 7, 8, 9, изготовленных независимо от ярма. Активные стороны в группе состоят из элементов 10. При этом стороны витков группы выполнены из параллельных частей, соединенных лобовыми частями, состоящими из того же числа параллельных частей. Это решение обеспечивает безотходную технологию изготовления статоров. 1 3 .п. ф-лы, 11 ил.
2
8,9,50,51
6- 7 Фиг. 5
Фиг.
/
,5
(.G
//
Фиг.7
Фиг. 8
фиг. 9
Фаг. 1О
| Беспазовый статор электрической машины | 1982 |
|
SU1083288A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
