Способ соединения деталей из кожи, ее заменителей, текстиля и т. п. материалов, состоящий в том, что скрепляемые детали пакладывают одну на другую, прокалывают их, укладывают в пресс-форму, а затем под давлением подают в нее расплавленную пластмассу, заполняющую отверстия в деталях, скрепляя последние при помощи пластмассовых ошилек, известе 1.
Описываемый способ отличается тем, что, с целью увеличения прочности соединения деталей, скрепление последиих осуществляют при помоищ щва из пластмассы, идеитичното челночному щву щвейной мащины.
По предложенному способу соединение отдельных частей изделий и образование пластмассовой строчки производится следующим образом.
В сшиваемых деталях производится прокол с образованием всех отверстий одновременно.по линии предполагаемой строчки. Расстояние между отверстиями равно шагу стежка. Затем в пространство, ограниченное пуансоном -и матрицей, нодается нод давлением сверху (или одновременно и снизу) расплавленная пластмасса, которая, растекаясь, заполняет отверстия (места от проколов), образуя вертикальные стойки стежка. Одновременно с этим расплавлеппая пластмасса заполняет и пространство, выбранное в пуанеоне и матрице, образуя, верхнее и нижнее основания стежка.
После охлаждения затвердевшая пластмасса образует таким образом строчку из связанных между собою стежков.
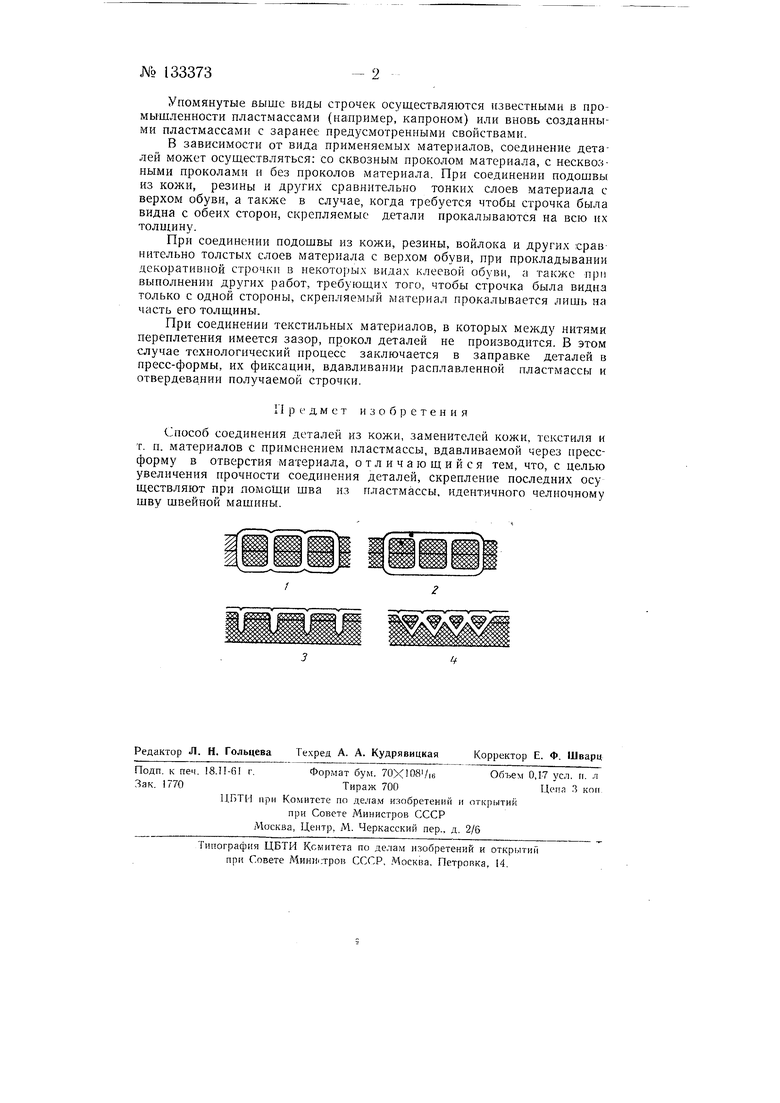
По внешнему виду пластмассовая строчка может быть челночной пунктирной (фит. I), челночной сплошной (фиг. 2). одиостороннгй с верхними основаниями и вертикальными несквозными стойками (фиг. 3), односторонней с верхними основаниями и наклонными связанными между собою, несквознымк стойками (фиг. 4).
Упомянутые выше виды строчек осуществляются известными в промышленности пластмассами (например, капроном) или вновь созданными пластмассами с заранее предусмотренными свойствами.
В зависимости от вида применяемых материалов, соединение деталей может осуществляться: со сквозным проколом материала, с несквозными проколами и без проколов материала. При соединении подощвы из кожи, резины и дрзгих сравнительно тонких слоев материала с верхом обуви, а также в случае, когда требуется чтобы строчка была видна с обеих сторон, скрепляемые детали прокалываются на всю их толщину.
При соединении подощвы из кожи, резины, войлока и других сравнительно толстых слоев материала с верхом обуви, при прокладывании декоративной строчки в некоторых видах клеевой обуви, а также при выполнении других работ, требующих того, чтобы строчка была видна только с одной стороны, скрепляемый материал прокалывается лищь на часть его толщины.
При соединении текстильных материалов, в которых между нитя.ми переплетения имеется зазор, прокол деталей не производится. В этом случае технологический процесс заключается в заправке деталей в пресс-формы, их фиксации, вдавливании расплавленной пластмассы и отвердевании получаемой строчки.
Предмет изобретен и я
Способ соединения деталей из кожи, заменителей кожи, текстиля и т. п. материалов с применением пластмассы, вдавливаемой через прессформу в отверстия материала, отличающийся тем, что, с целью увеличения прочности соединения деталей, скрепление последних осу ществляют при помощи щва из пластмассы, идентичного челночному щву швейной мащины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к прессу марки АСГ-16 для одновременной прибивки гвоздями подошвы | 1958 |
|
SU123432A1 |
| Способ изготовления обуви | 1961 |
|
SU150036A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| Полуавтомат для формования и сушки носочно-пучковой части заготовки обуви и ее затяжной кромки | 1961 |
|
SU143681A1 |
| Способ изготовления юфтевой и тяжелых видов хромовой обуви | 1959 |
|
SU122686A1 |
| Полуавтомат для формования и сушки пяточной части обуви | 1961 |
|
SU140708A1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТОЧНЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ ИЗ ВОЙЛОКА | 2013 |
|
RU2546512C2 |
| Способ и система дублирования тканей | 2019 |
|
RU2712318C1 |
| СПОСОБ ОБРАЗОВАНИЯ НЕПРОНИЦАЕМОГО СОЕДИНЕНИЯ ИЗДЕЛИЙ НА ПУХО-ПЕРОВОМ УТЕПЛИТЕЛЕ | 2014 |
|
RU2594552C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
