Известны полуавтоматы для формования и сушки пяточной части обуви, состоящие из ряда пресс-секций, включающих в себя иуаисон, зажимы и обжимные скобы. Однако производительность автоматов недостаточна.
В описываемом полуавтомате для увеличения производительности секции для формования и сушки смонтированы на вращающемся барабане на двух параллельных валах. Эти валы взаимодействуют при своем повороте через зубчатое зацепление с двумя шток-рейками одна из которых несет на себе обжи.мные скобы, а вторая - клещи.
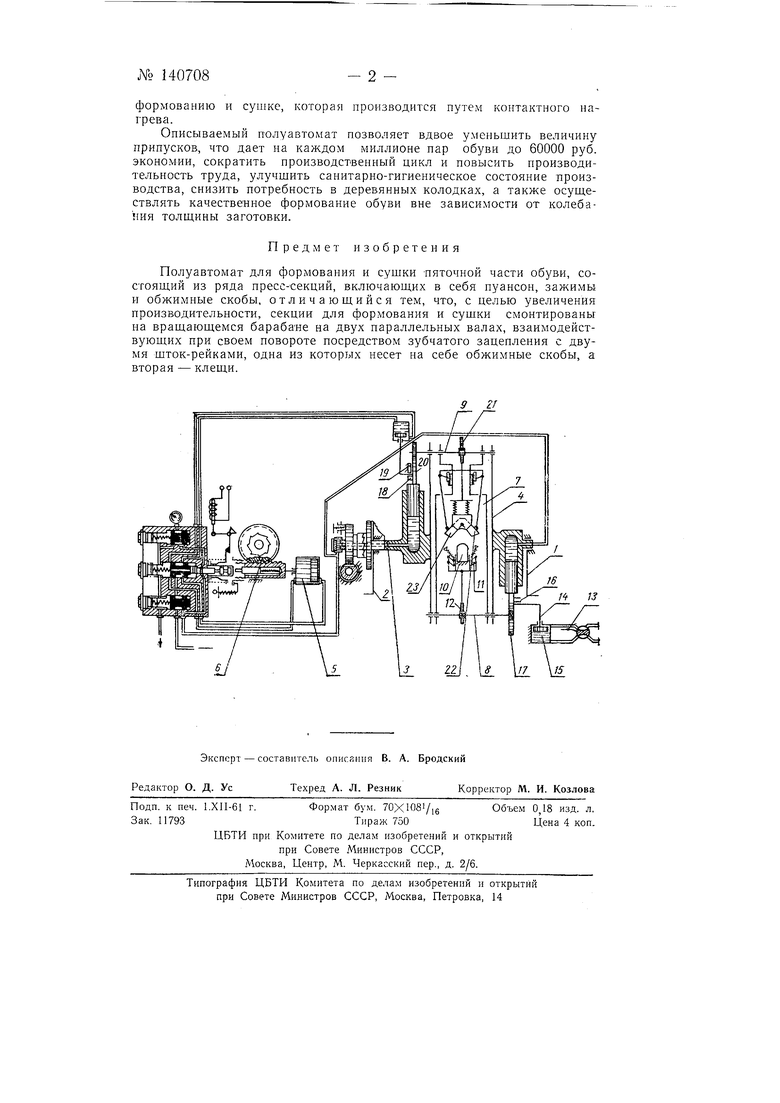
На чертеже изображена схема полуавтомата.
Полуавтомат для формования и сущки пяточной части обуви состоит из основания, в стойках У и 2 которого на валу 3 вращается барабан 4, приводимый от гидроцнлиндра 5 через реечную передачу 6, и .пресс-секций 7, установленных на барабане 4 каждая на двух параллельных валах 8 и 9.
При работе полуавтомата на пуансон 10 каждой секции устанавливается пяточная часть заготовки со вставленным задником а геленочная часть закладывается в клещи //, которые несет на себе щтокрейка 12. Пажимая на педаль 13, освобождают при помощи штока 14 гидроцилиндра 15 ролик 16 с рейкой 17. Последняя поворачивает вал 8, в результате чего перемещается шток-рейка 12. Клещи // захватывают заготовку и производят ее вытяжку в осевом направлении.
Поворот барабана 4 сопровождается обкатыванием ролика 18 по копиру 19, закрепленному на стойке 2, рейка 20 освобождается и поворачивает вал 9, после чего шток-рейка 21 перемещает зажимные скобы 22 и 23, которые она несет на себе. Скобы 22 и 23 захватывают пяточную часть заготовки и зажимают ее на пуансоне 10. Затем при дальнейшем вращении барабана 4 заготовки надеваются на пуансоны 10 последующих пресс-секций 7, а ранее зажатые подвергаются
формованию и сушке, которая производится путем контактного иагрева.
Описываемый полуавтомат позволяет вдвое уменьшить величину припусков, что дает на каждом миллионе пар обуви до 60000 руб. экономии, сократить производственный цикл и повысить производительность труда, улучшить санитарно-гигиеническое состояние производства, снизить потребность в деревянных колодках, а также осуш,ествлять качественное формование обуви вне зависимости от колебания толщины заготовки.
Предмет изобретения
Полуавтомат для формования и сушки ляточной части обуви, соСТОЯШ.ИЙ из ряда пресс-секций, включающих в себя пуансон, зажимы и обжимные скобы, отличающийся тем, что, с целью увеличения производительности, секции для формования и сушки смонтированы на вращающемся барабане на двух параллельных валах, взаимодействующих при своем повороте посредством зубчатого зацепления с двумя шток-рейками, одна из которых несет на себе обжимные скобы, а вторая - клещи.
BJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для формования и сушки носочно-пучковой части заготовки обуви и ее затяжной кромки | 1961 |
|
SU143681A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ПЯТОЧНОЙ ЧАСТИ ЗАГОТОВКИ ОБУВИ | 1967 |
|
SU201933A1 |
| Полуавтомат для формования пяточной части заготовки рантовой обуви | 1960 |
|
SU135362A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВАНИЯ И СУШКИ | 1966 |
|
SU189329A1 |
| Затяжная машина | 1968 |
|
SU461524A1 |
| Агрегат для горячей вулканизации резинового низа сапог | 1958 |
|
SU128602A1 |
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
