Изобретение относится к электромашиностроению, конкретно к технологии безотходного изготовления магнитопро- вода, преимущественно закрытого асинхронного электродвигателя.
Цель изобретения - снижение трудоемкости изготовления.
На фиг.1 изображен закрытый асин-- хронный электродвигатель для реализации предлагаемого способа, продольный разрез; на фиг.2 - разрез А-А на фиг,1; на фиг.3-7 - изготовление составного магнитопровода.
В пакете составного магнитопровода асинхронного электродвигателя параллельно стальным пластинам 1 ротора и статора с пазамя расположены- райбы 2 с пазами 3, у которых спинка (ярмо) 4 выполнена из штамповочных стальных элементов 5 .(фиг.1 и 2), которые получаются при вьштамповке пазов 3 в статорных и роторных пластинах 1 (пазы в пластинах не показаны).
Стальные элементы 5 скреплены по всему объему отверлсденной смесью 6 (фиг.2) из расплава чугуна, алюминия и железного порошка, взятых в соотношении 1:0,2:0,1, а зубцовая часть 7 шайбы 2, изготовленная из железного порошка, запрессованная внутрь спинки 4., которая скреплена с основным пакетом пластин 1 магнитопровода. Статорный пакет магнитопровода запрессован в корпус 8 электродвигателя (фиг. и 2), а роторшзш напрессован на вал 9.
Изготовление составного безотхбд- ного магнитопровода асинхронного электродвигателя осуществляется следующим образом.
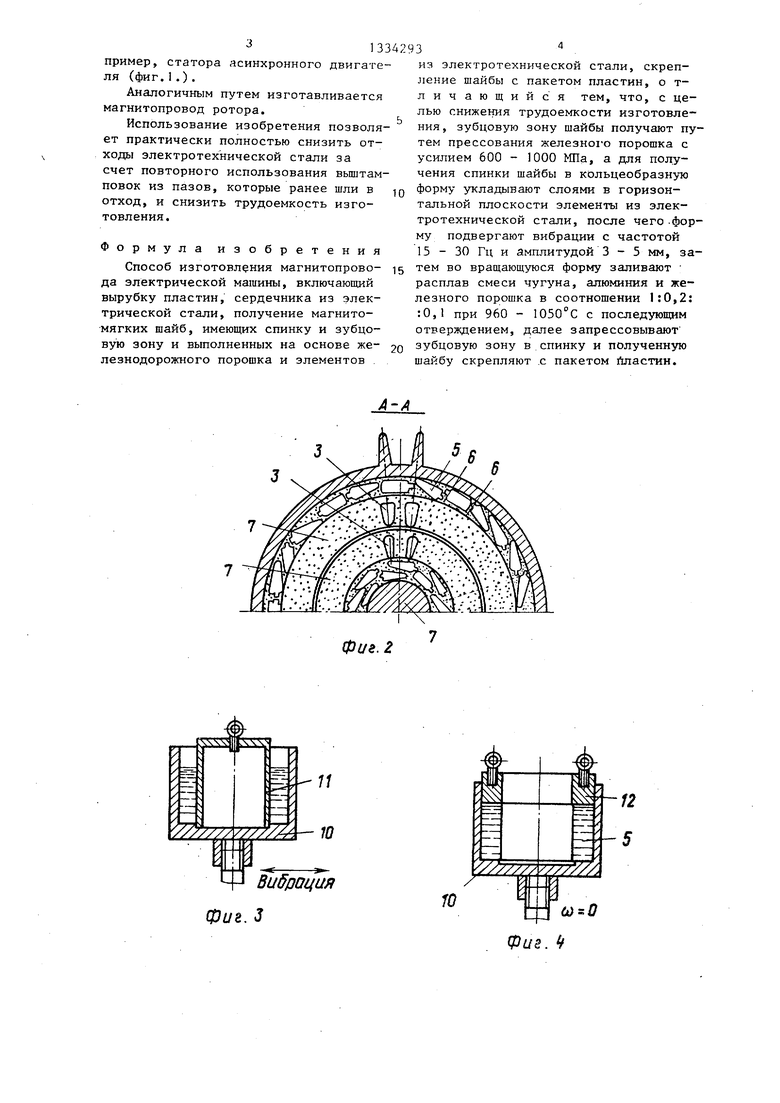
Центральная часть магнитопровода статора, состоящая из круглых стальных пластин 15 изготавливается обыч- HHNm методами путем вырубки их из рулонной ленты (фиг,1). Шайбы 2 магнитопровода статора и ротора выполняются из композиционного магнитомягкого материсша на осноре штамповочных элементов 5 и железнодорожного порошка. При этом спинку и зубцовую часть из- готавлу вают раздельно - зубцовую част ь получают путем компрессионного прессования из железного порошка с давлением 600 - 1000 МПа, а кольцеобразную спинку 4 пол; гчают путем упорят доченной укладки слоями элементов 5 в горизонтальной плоскости в кольцевом пространстве формы 10, между JCODпусом и цилиндрической оправкой 11. При этом используют вибрацию с частотой 15 - 30 Гц и амплитудой 3-5 мм, присоединяя вибратор (не показан) к форме 10. Затем уложенные в форме 10 стальные элементы 5 временно скрепляют путем наложения на них кольцевого пригруза 12 и из формы извлекают
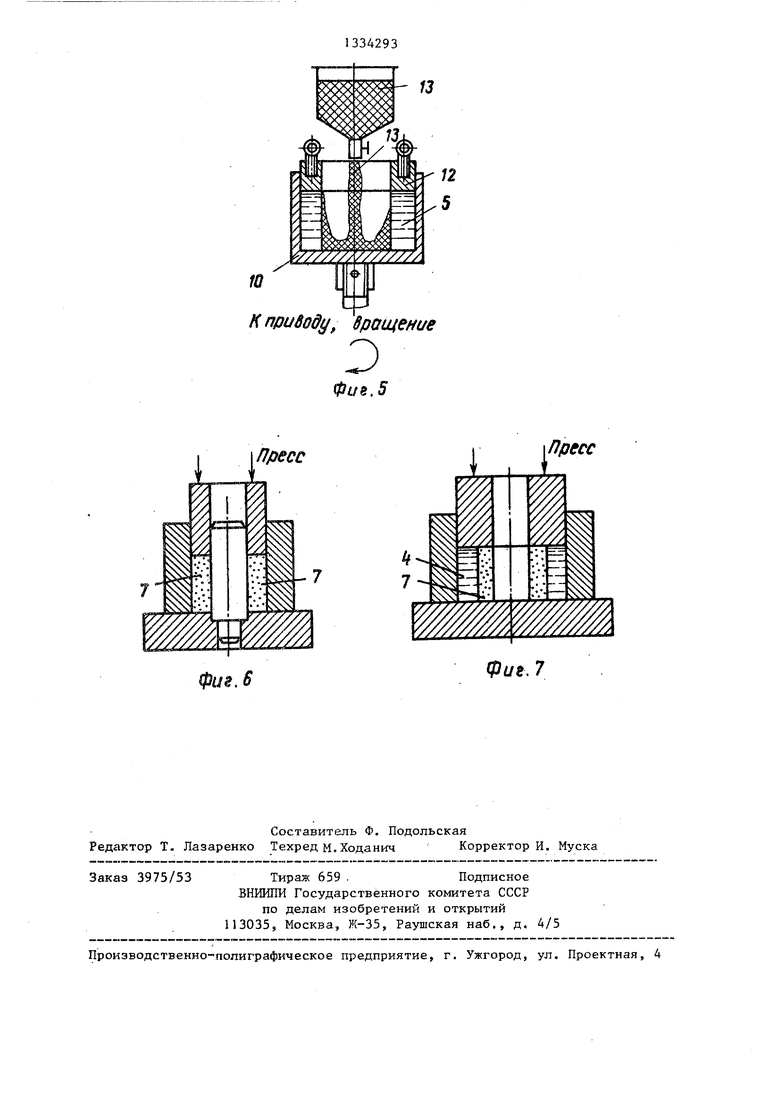
оправку 11. В освобожденное от оправки пространство заливают необходимое- количество жидкого магнитомягкого ма- -териала (расплав- смесь чугуна, алюминия и железного порошка при 960 1050 С), необходимого для заполнения пустот в спинке 4 (фиг.1 и 2),включают вращение формы 10 вокруг своей оси (фиг.5). Возникающие при этом центробежные силы выталкивают жидкий
магнитомягкий материал взону спинки 4 (фиг.2), что приводит к заполнению всех пустот между элементами 5 магнитным материалом. После отверждения расплава элементы 5 скрепляются в монолит.
По другому варианту в качестве жидкого материала для связки элементов 5 использована магнитодизлектри- ческая масса 3 на рснове эпоксидной
смолы (100 вес. ч,}, ферромагнитного порошка, например, марки ПЖ-4 (250 - 300 вес. ч.) и отвердителя полиэти- ленполиамина (или гексаметилендиами- на) вес, ч.
Расплав магнитоактивного чугуна и алюминия в смеси с железным порошком марки ПИ-4 в соотношении 1:0,2:0,1 обладает хорошими литьевыми свойствами и пониженной температурой расплавления (до 960 С). Магнитодиэлектри- ческая масса также обладает хорошими литьевыми и скрепляющими свойствами.
После отверждения магнитного материала в зоне спинки и превращения ее в монолит вращение- формы прекращают, из нее извлекается пригруз.
Зубцовую часть 7, отпрессованную по схеме, изображенной на фиг.6, запрессовывают внутрь монолитной спинки 4 (фиг.7). Перед запрессовкой на внутреннюю поверхность спинки и наружную поверхность зубцовой части наносится клей, в качестве которого моет применяться описанная ферромагнитная масса.
Полученные кольцевые шайбы 2 выталкивают из пресс-формы и собирают с пакетом пластин 1 в корпусе 8, на
133
пример, статора асинхронного двигателя (фиг.1.).
Аналогичным путем изготавливается магнитопровод ротора.
Использование изобретения позволяет практически полностью снизить отходы электротехнической стали за счет повторного использования выштам- повок из пазов, которые ранее шли в отход, и снизить трудоемкость изготовления.
Формула изобретения
Способ изготовления магнитопрово- да электрической машины, включающий вырубку пластин, сердечника из электрической стали, получение магнито- мягких шайб, имеющих спинку и зубцо- вую зону и выполненных на основе же- лезнодорожного порошка и элементов
3 .
из электротехнической стали, скрепление шайбы с пакетом пластин, о т- личающийся тем, что, с целью снижения трудоемкости изготовления , зубцовую зону шайбы получают путем прессования железно1 О порошка с усилием 600 - 1000 МПа, а для получения спинки шайбы в кольцеобразную форму укладывают слоями в горизонтальной плоскости элементы из электротехнической стали, после чего .форму подвергают вибрации с частотой 15 - 30 Гц и амплитудой 3 - 5 мм, затем во вращающуюся форму заливают расплав смеси чугуна, алюминия и железного порошка в соотношении 1:0,2: :0,1 при 960 - с последующим отверждением, далее запрессовывают зубцовую зону в спинку и полученную шайбу скрепляют .с пакетом йластин.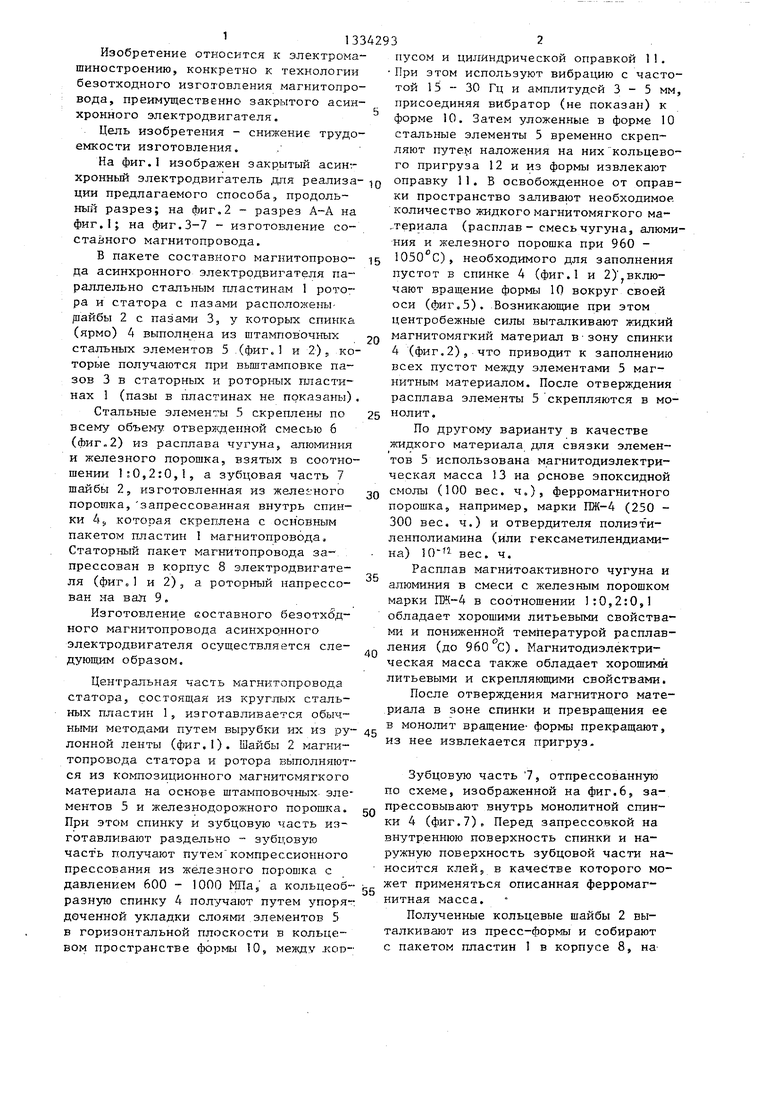
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины | 1982 |
|
SU1065962A1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Статор электрической машины | 1982 |
|
SU1019553A1 |
| Электрическая машина | 1989 |
|
SU1686619A1 |
| Статор электрической машины | 1982 |
|
SU1112488A1 |
| Статор электродвигателя постоянного тока | 1984 |
|
SU1282262A1 |
| Статор электрической машины | 1982 |
|
SU1065963A1 |
| Способ изготовления магнитопроводов полюсов электрических машин | 1984 |
|
SU1275662A1 |
| Электрическая машина | 1989 |
|
SU1679579A1 |
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
Изобретение относится к электромашиностроению. Целью изобретения является снижение трудоемкости изготовления. Центральная часть магнито- провода, состоящая из стальных .пластин 1, изготавливается обычньти методами путем вырубки их из рулонной стали. Шайбы 2 магнитопровода выпол- няются из композиционного магнитомяг- кого материала. При этом спинку 4 и зубцовую часть 7 изготавливают раздельно: зубцовую часть получают путем компрессионного прессования из железного порошка с давлением 600 - 1000 МПа, а спинку получают путем укладки слоями штамповочных элементов 5 в горизонтальной плоскости формы. При этом используют вибрацию с частотой 15-30 Гц. Стальные элементы скрепляют отвержденной смесью из расплава чугуна, алюминия и железного порошка в соотношении 1:0,2:0,1« Затем зубцовую часть запрессовывают, внутрь монолитной спинки. Изобретение позволяет почти полностью ликвидировать отходы электротехнической стали за счет повторного использования вьштамповок из пазов. 7 кл. о ОЭ СО 4: ГчЭ О О5 Фие.1
фца.2
Ви5роция
фиг. J
Уг(7
«Pi/f.
10
13
Кпридоду Вращение
Э
Фиб.5
nfsecc
Пресс
J
Составитель Ф. Подольская Редактор Т. Лазаренко Техред м. Ходанич Корректор И. Муска
Заказ 3975/53
Тираж 659 .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,Т
Фие, 7
| Электрическая машина | 1979 |
|
SU942203A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления магнитопровода | 1983 |
|
SU1205236A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
