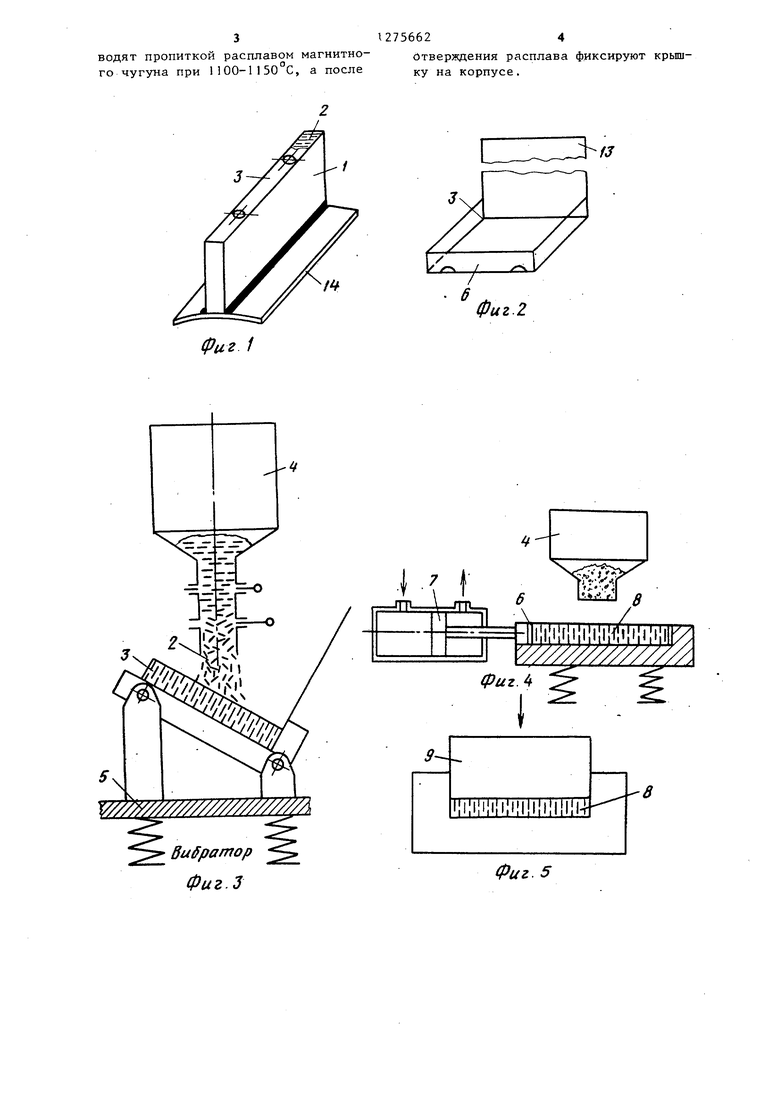
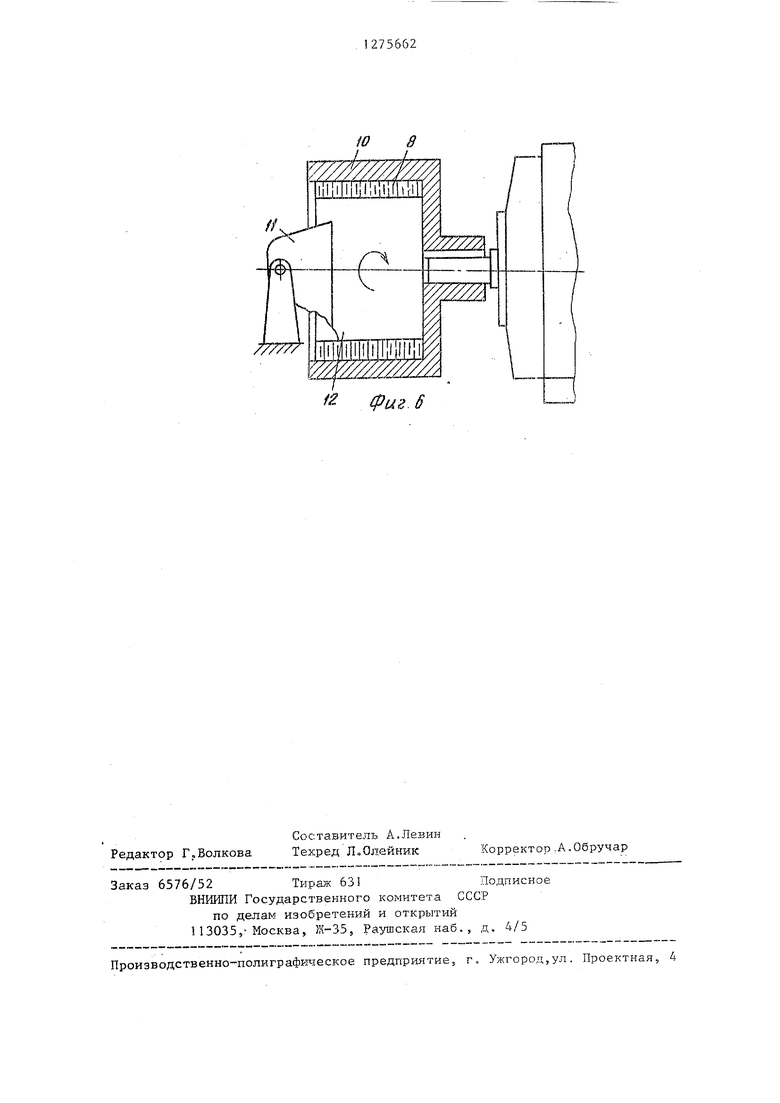
Изобретение относится к электромашиностроению, а именно к технологии изготовления элементов магнитопроводов электрических машин, преимущественно магнитопроводов полюсов электрических машин постоянного тока малой и средней мош 1ости. Цель изобретения - улучшение маг нитных свойств магнитопроводов полюсов . На фиг.1 изображен полюс электри ческой машины; на фиг.2 - корпус по люса; на фиг.З - процесс заполнения корпуса; на фиг.4 - опрессовка корпуса; на фиг.5 - калибровка корпуса в пресс-форме; на фиг.6 - центробеж ная пропитка, Процесс изготовления осуществляю следующим образом.. Для полюса 1 изготавливают магни топроводные элементы 2 измельчением штамповочных отходов электротехниче кой стали, затем их перемешивают. Корпус 3 полюса 1 выполняют в виде короба из листовой стали Магнитопроводными элементами 2 из бункера-дозатора 4 заполняют пространство корпуса 3. При .этом с корпуса 3 сняты одна стенка и крьш1ка. Для повьш1ения коэффициента заполнения и увеличения магнитных свойств сердечника магнитопроводные элементы 2 . ориентируют в одной плоскости путем установки корпуса 3 на виброустановку 5 под углом к горизонтальной плос кости. После ориентации элементов 2 их предварительно скрепляют в корпусе 3, устанавливая запорную стенку 6 (фиг.4). После чего опрессовывают элементы, например, с помощью пнев. моцилиндра 7 давлением 250-350 кг/см затем приваривают стенку 6 к корпусу 3 и калибруют полученный пакет 8 в пресс-форме 9 (фиг.5). Потом скреп ляют пакет 8, устанавливают его в цилиндр 10 центробежной литьевой машины 11 (фиг.6) и пропитывают его в поле центробежной силы расплавом 12 магнитного чугуна. Расплав чугуна должен иметь температуру 1100-II50°С. При такой температуре под действием центробежной силы происходит заполнение всех п-устот между элементами 2, которые по.сле отверждения расплава скрепляют в монолит. На корпус 3 устанавливают крышку 13 и приваривают ее (фиг.2). К корпусу магнитопроЕода приваривают башмак 14 (фиг.1). В качестве примера способа изготовления магнитопровода полюса содержит способ изготовления магнито- . провода добавочного полюса электрической машины постоянного тока типа 2П. Размеры полюса 150x90x40 мм, В качестве штамповочных отходов используют вырубки из пазов якорных пластин. Средние размеры вырубок 35x12x0,65 мм. Электротехническая сталь марки 2013. Вырубки измельчают до размеров 14x2,5x0,65 мм (60% от обшей массы) и 8x1,5x0,65 мм (40% от общей массы). Затем полученные элементы 2 равномерно смешивают и засыпают из бункера в предварительно изготовленный из стального листового материала корпус 3 с необходимыми размерами, который устанавливают на виброустановку 5. После ориентации элементов 2 - прессовки их и калибпакета 8 последровки полученного заливают расплавом магнитного чугуна при И ОС С. После отверждения 8 извлекают из этого расплава пакет цилиндра 10. Формула изобретения ., Способ изготовления магнитопроводов полюсов электрических машин, включающий изготовление магнитопроводных элементов измельчением штамповочных отходов электротехнической стали, ориентирование магнитопроводных элементов, опрессовку их и скрепление, отличающийс я тем, что, с целью улучшения магнитных свойств, выполняют корпус полюса в виде короба из листовой стали, заполняют корпус без одной из стенок- и крьшзки магнитопроводными элементами, ориентирование магнитопроводных элементов производят наложением вибрации на корпус под углом к его стенкам при заполнении Kopliyca магнитопроводными элементами, перед опрессовкой корпуса устанавливают стенку, опрессовку производят в направлении, перпендикулярной этой стенке, давлением 250350 кг/см , затем закрепляют стенку на корпусе осуществляют калибровку корпуса в пресс-форме, скрепление магнитопроводных элементов произ- 3 водят пропиткой расплавом магнитного чугуна при 1100-1150 С, а после 12756624 Отверждения расплава фиксируют крышj y дд корпусе.
.JrfJ
Фиг.2
Фиг /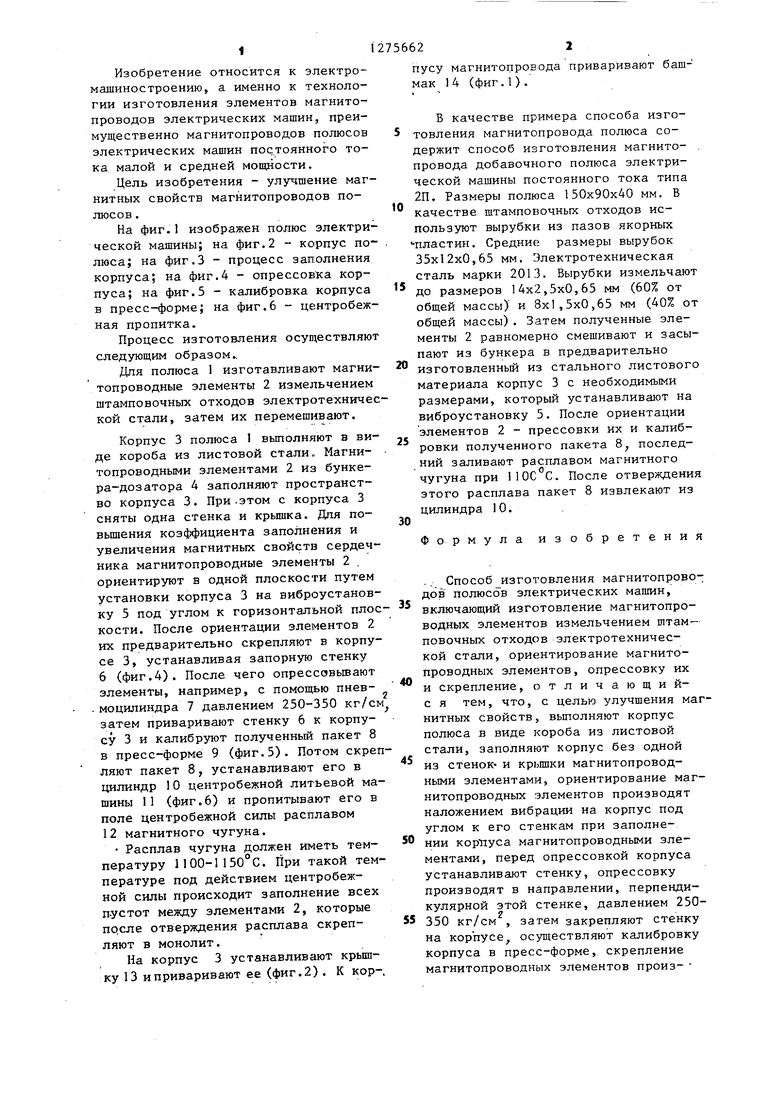
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения магнитомягкого материала | 1980 |
|
SU1007832A1 |
| Способ изготовления магнитопровода электрической машины | 1984 |
|
SU1334293A1 |
| Статор электрической машины и способ его изготовления | 1981 |
|
SU1008850A1 |
| Статор электрической машины | 1982 |
|
SU1065962A1 |
| Способ изготовления магнитопроводов электрических машин | 1979 |
|
SU1023547A1 |
| Способ изготовления магнитопровода статора электрической машины | 1981 |
|
SU1056379A1 |
| Статор электрической машины | 1982 |
|
SU1019553A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Статор электрической машины | 1982 |
|
SU1112488A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИХТОВАННОГО ПАКЕТА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2020 |
|
RU2739420C1 |
Изобретение относится к технологии изготовления элементов магнитопроводов электрических машин, пре.имущественно магнитопроводов полюсов электрических машин постоянного тока малой и средней мощности. Цель изобретения - улучшение магнитных свойств. Корпус полюса ьшолняют в виде короба из листовой стали, затем заполняют корпус магнитопроводными элементами, полученными измельчением штамповочных отходов электротехнической стали. Процесс заполнения совмещают с ориентированием элементов путем наложения вибрации под углом к стенкам корпуса. После выполнения операций опрессовки дав-; лением 250-350 кг/см и калибровки корпуса магнитопровода производят & скрепление магнитопроводных элементов пропиткой расплавом магнитного (Л чугуна при 1100-1150 0, а после отС верждения расплава фиксируют крышку на корпусе. 6 ил.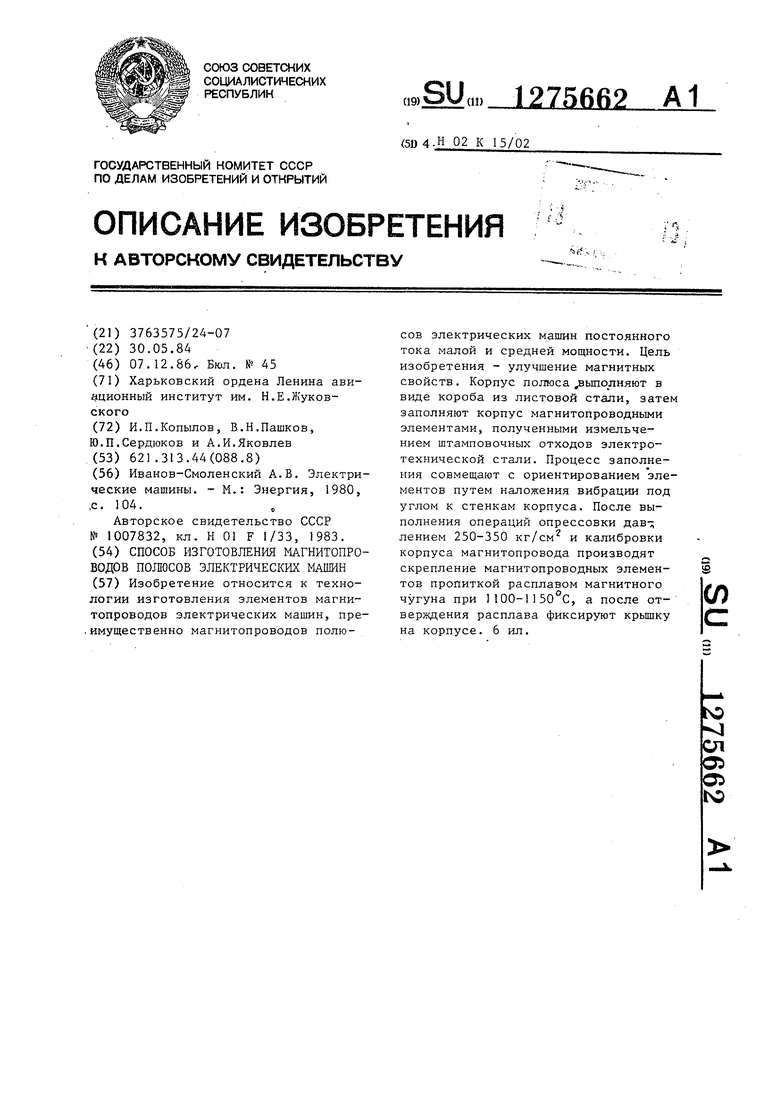
же
Вибратор Фиг.З
Фиг. 5
| Иванов-Смоленский А.В | |||
| Электрические машины | |||
| - М.: Энергия, 1980, ,с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
| Способ получения магнитомягкого материала | 1980 |
|
SU1007832A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
