Изобретение относится к смазочно- охлаждающим жидкостям (СОЖ) для холодной обработки металлов и может быть использовано при механической обработке деталей резанием и шлифованием.
Целью изобретения является повышение стойкости инструмента за счет уменьшения засаливания круга, улучшение качества обработанной поверхности и увеличение производительности процесса обработки за счет стабилизации процесса резания.
Для приготовления СОЖ используют нитрит натрия, кальцинированную соду, . полиакрионитрил, надборнокислый гидролизованный натрий, хлорированный парафин (хлорпарафин XII-4.70) .
При приготовлении СОЖ предварительно готовят концентрат, В емкость для приготовления концентрата вместимостью 5 л. наливают горячую воДу в количестве 2-2,5 л и помещают компоненты СОЖ в следующей последовательности при перемешивании до пол- ного растворения: нитрат натрия (250-300 г), кальцинированную соду (500-1000 г), надборнокислый натрий (200-500 г), При этом создается щелочная среда, способствующая лучшему растворению полиакрилонитрила. К порученному раствору добавляют полиакри- лонитрил гидролизованный (20-50 г) и хлорпарафин (200-500 г). Растворение проводят при нагревании до 40- 50°С и перемешивании в течение 2ч, Затем полученный концентрат разбавляют водой в баке до нужной концентрации и перемешивают.
Нитрит натрия при механической обработке металлов используют как ингибитор коррозии обрабатываемой поверхности, кальцинированную соду добавляют для создания щелочной среды и для улучшения смазывания Поверхности металлов. Присутствие в растворе полиакрилонитрила дает дополнительный смазьшающий эффект для уменьшения трения между обрабатываемой поверхностью и .режущим инструментом. Происходит увеличение металлосъема с обрабатываемых деталей за счет энергии активации механодеструкции, воздействующей на обрабатываемую поверхность в среде водорастворимого полимера. Введение в раствор хлор парафина также приводит к увеличению съема металла, Содержание хлорпара
фина в СОЖ не должно превышать 0,5 мае Л, так как с увеличением концентрации иона-С4 возможно появление коррозии.
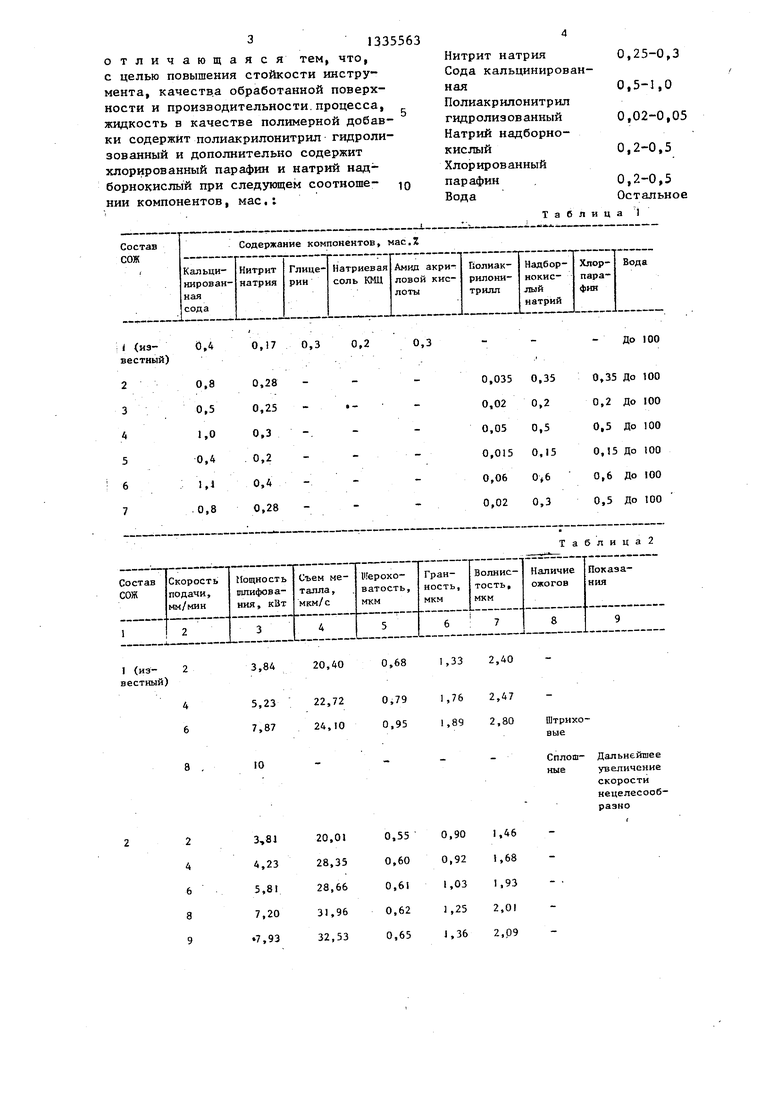
Предлагаемые составы СОЖ приведены
в табл.1.
Обработке подвергают роликовую дорожку внутренних колец подшипников 7510/02 из стали UIX-15 в одну операцию на станке. Кольца нумеруют порядковыми номерами/
Постоянные режимы шлифования: Шлифовальный 24А16СМ2К ПП круг 600x20x305
Скорость вращения круга, м/с50 Скорость вращения изделия, м/мин (об/мин) 80 (500) Скорость правки круга, мм/мин 360 Глубина правки кругаj мм 0,025 Правка круга через
кольца, шт10
Чистовая подача, мм/мин 0,6
Выхаживание, с2
Обрабатываемая
партия на каждом режиме, шт10
Переменные режимы шлифования: черновая подача 2-10 мм/мин,
В процессе испытаний определяют наибольшую поперечную черновую подачу, при которой отсутствуют ожоги.
Кольца подшипников после шлифования оценивают по гранности, волнистости, съему металла.
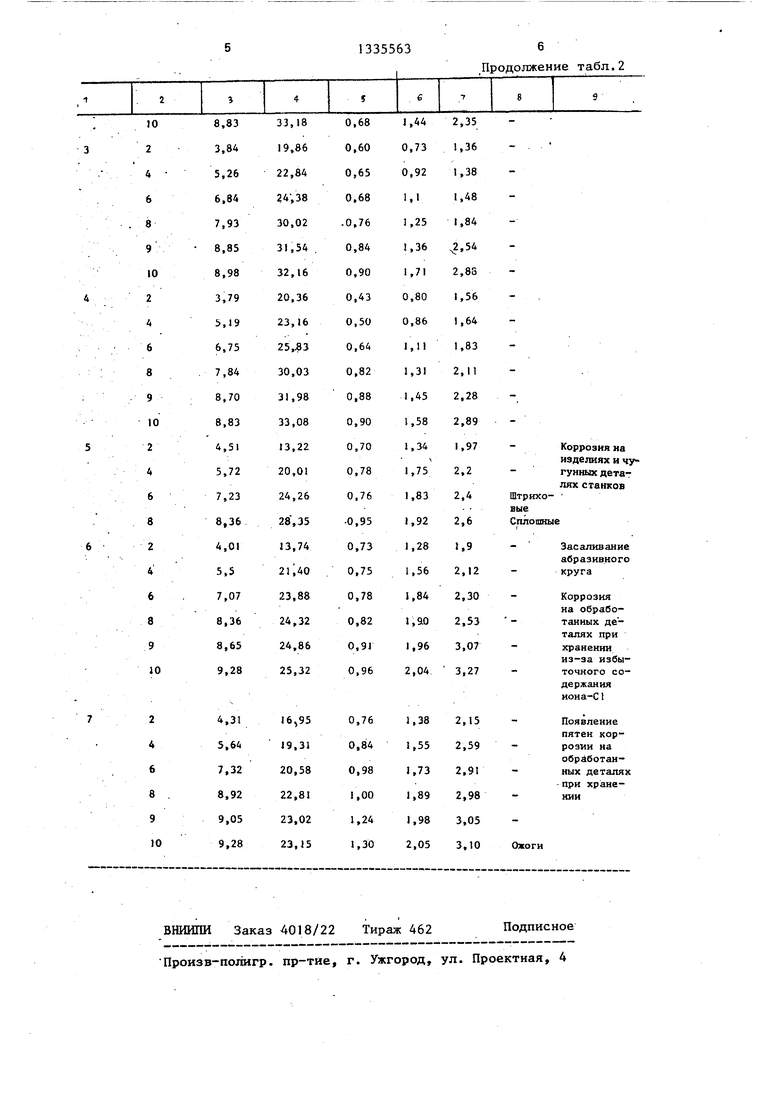
Рез ультаты испытаний представлень: в табл.2.
Из результатов испытаний видно, что при использовании предлагаемого состава в установленных оптимальных концентрациях компонентов улучшается качество поверхности, повышается производительность труда на операциях шлифования за счет увеличения подачи, уменьшается мощность шлифования, что обусловливает повышенную стойкость инструмента.
Фо рмула изобретения
Смазочно-охлаждающая жидкость для механической обработки металлов, содержащая воду, нитрит натрия, -соду кальцинированную и полимерную добавку,
31335563
отличающаяся тем, что, с целью повышения стойкости инструмента, качества обработанной поверхности и производительности.процесса, жидкость в качестве полимерной добавки содержит полиакрилонитрил гидроли- зованный и дополнительно содержит хлорированный парафин и натрий над- борнокислый при следунлцем соотноше10
НИИ компонентов, мае,
10
Нитрит натрия Сода кальцинированная
Полиакрилонитрил гидролизованный Натрий надборно- кислый
Хлорированный парафин Вода
0,25-0,3 0,5-1,0 0,02-0,05 0,2-0,5
0,2-0,5 Остальное
Таблица j
Таблица2
Дальнейшее увеличение скорости нецелесообразно
Продолжение табл.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ ОСНОВЕ | 2012 |
|
RU2501847C1 |
| Состав для пропитки абразивного инструмента | 1980 |
|
SU931445A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1143768A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1985 |
|
SU1260390A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1980 |
|
SU1061457A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1979 |
|
SU863623A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТЕКЛА И ДРУГИХ МАТЕРИАЛОВ | 2011 |
|
RU2475522C1 |
| Смазочно-охлаждающее средство для механической обработки металлов | 2022 |
|
RU2810840C2 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ СРЕДСТВО "ГРЕТЕРОЛ" ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2124044C1 |
Изобретение касается смазочно- охлаждающих жидкостей (СОЖ) для механической обработки металлов и может быть использовано при механической обработке деталей резанием и шлифованием. Цель - повышение стойкости инструмента, качества обработанной . поверхности и увеличение производительности процесса обработки. В состав СОЖ входят, мас.%: NaNOj 0,25- 0,3; кальцинированная сода 0,5-lj гидролизованный полиакрилонитрил 0,02-0,05; надборнокислый натрий 0,2- 0,5; хлорированный парафин 0,2-0,5; вода остальное. СОЖ позволяет уменьшить засаливание круга и обеспечить стабильность процесса резания. Кроме того, уменьшаются мощность пши- фования (до 3,84 кВт), съем металла (до 20,4 мкм/с), шероховатость (до 0,6б мкм), гранность (1,33 мкм) и волнистость (до 2,4 мкм). 2 табл. (Л со оо сл ел ф оо
| Смазочно-охлаждающая жидкость | 1977 |
|
SU696046A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1980 |
|
SU891759A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1971 |
|
SU412233A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
