(54) СМАЗОЧНО-ОХЛАЖДАЮЩЕЯ ЖИДКОСТЬ
Калиевое мыло жирных; кислот0,01-0,05
ВодаДо 100. ,
Такой состав СОЖ не выэывает ксэрозии деталей и узлов станков, облаает хорошей стабильностью - впроцессе хранения не расслаивается, так г1к компойенты хорошо растворимы в воде и не высаживаются в осадок ,. не образует пленок и осадков на станке и оборудовании, не имеет неприятного запаха. Все компоненты 5КИДКОСТИ нетокс.ичны.
. Для приготовления СОЖ полиакриламид в виде 8%-ного технического продукта (водный концентрат) растворяют во всем объеме теплой (30-40С) воды, затем в растйор добавляют кальцинированную соду, мыЛо, глицерин и перемешивают до полного растворения компонентов.
П р и м е р 1. 6,25 г 8%-ногЪ водного концентрата полиакриламида (0,001% в переводе на обезвоженный полимер) растёоряют до полного раст ворения в 49,6 л (99,289%) теплой (40°С) вода. Затем в раствор добавляют 300 г (0,6%) кальцинированной соды, растворяют ее, добавляют 5 г (0,01%) мыла, 50 г (0,1%) плицерина и перемешивают до полного растворения компонентов и получения однородной жидкости.
П р и м е р 2. Жидкость готовят по технологии, описанной в примере 1, следующего состава, г:
696046
Полиакриламид (8%-ный - .концентрат) 62,5 (0,01%
.полимера)
Глицерин150 (0,3%)
Сода кальцинированг ная 350 (0,7%) Мыло .15 (0,03%) Вода ДО:100%. П р и м е р 3. Жидкость готовят по технологии, описанной в примере Q 1, следующего состава, г: Полиакрцламид (8%-ный концентрат) 1250 (0,2% полимера) Глицерин . 300 (0,6%) Сода кальцинированная 400 (0,8%) Мыло 25 (0,05%) Вода . До 100%. Проведенные лабораторные испытания показали высокую эффективность предлагаемой СОЖ по сравнению с прототипом. .: .
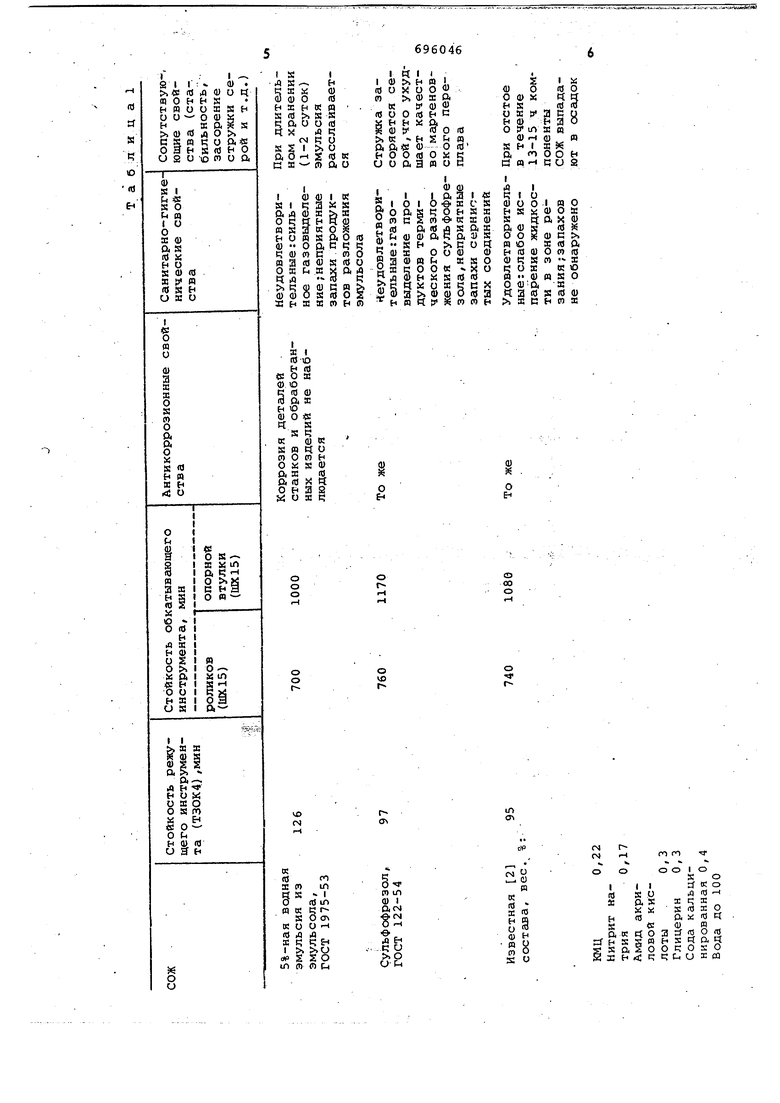
Сравнительные испытания проводили на операции совместной обработки чистовым точением - обкатыванием 5 штоков гидроцилиндров диаметром 40 мм на длине 925 мм. Материал штока сталь 45. Материал резца - твердый сплав ТЗОК4, обкатывающего инструмента (роликов и опорной втулки) - сталь 0 ШХ15. Режимы обработки: скорость резания - обкатывания 130 м/мин, подача 0,53 мм/об, глубина резания 0,70 мм, натяг обкатывания 0,10 мм.
Результаты испытаний приведены в , 5 табл. 1.

| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2005 |
|
RU2291187C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2043396C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ СРЕДСТВО "ГРЕТЕРОЛ" ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2124044C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1151571A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2026336C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ ОСНОВЕ | 2012 |
|
RU2501847C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 1972 |
|
SU351881A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 2008 |
|
RU2423414C2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1684318A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2007 |
|
RU2355744C1 |
.. .-,.:. -.-.О
о о
о о г
VO
см
о;
п
(О
1Л
я О)
@S - I (О 1Г
и к5 г
Sо ON
к ио --
(б лА
а: dс; -1
I .
SSO
ш (Чл С-1
696046
о
00
о
о 1
1Л
о
(N
m го
см
о Iо
Sie
Sо
irj«о
I I
п
rtjгЧ
Sи
rd к
ОС с;ж
ftS
(d
X л)жО
к со
СХ X1«« TJ
н Ч
п
«
01 и °
s ss
aK«o3 fs°S
u) f-l д-нкдмнхчач
« у gsa2ooc;osO
m О 2sf- :c;c;tuu3:qQ S и
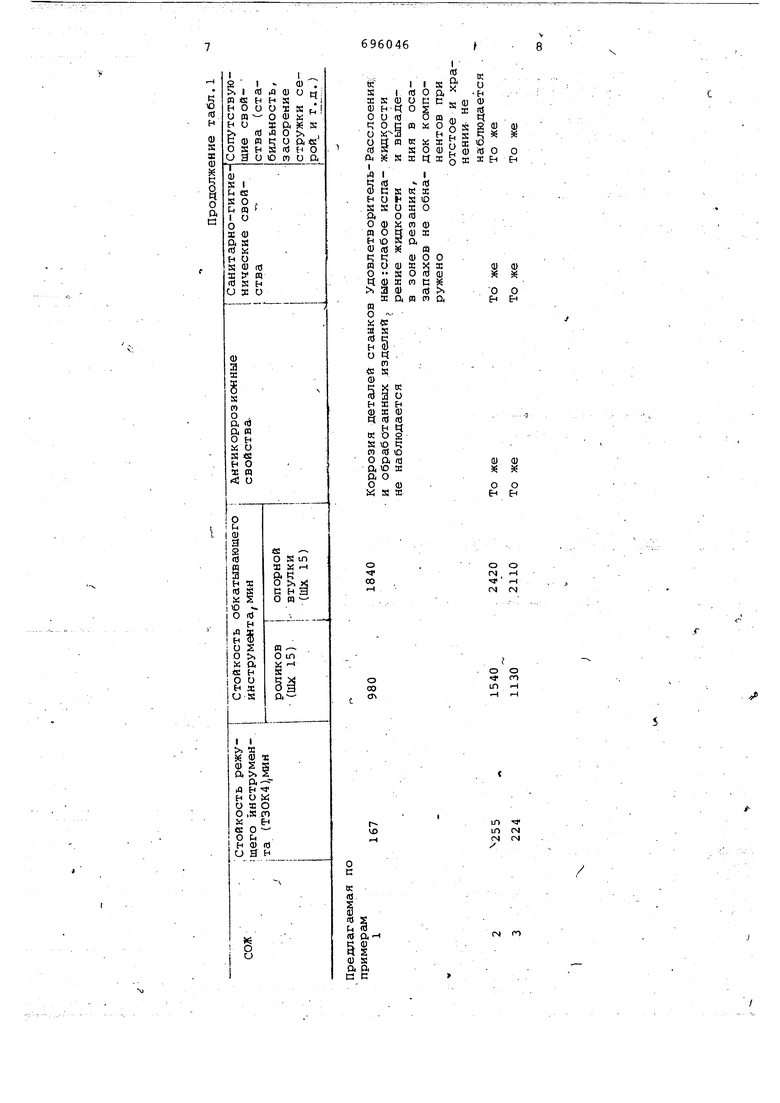
Как видно из полученных результатов, предлагаемая жидкость поввавиаёт стойкость режущего инструмента в 2,6 раза, а обкатывающего в 2,2 раза по сравнению с известной {2,
По сравнению с эмульсолом стойкость повышается: в 2 раза режущего и 2-2,4 раза обкатывающего инструмента.
. Кроме того, предлагаемая СОЖ значительно превосходит эмульсол и сульСОЖ
5%-ная водная эмульсия из ГОСТ 1975-53
Известная 2 состава, вес КМЦ
Нитрит натрия
Амид акриловой кислоты
Глицерин
Сода кальцинированная
Вода,
Предлагаемая по примеру 2 Использование предложенного соетава СОЖ за пределами содержания компонентов, указанными в формуле, нецелесообразно по следующим причина При уменьшении коцентрации компонентов в СОЖ по нижнему пределу .в 1,5 раза стойкость режущего и обкатывающ го инструмента уменьшается до уровня, который обеспечивается эмульсолом. При повышении концентрации компонентов по верхнему пределу наблюдается снижение стойкости режущего инструмента (стойкость обкатывающего инструмента практически не умен шается) . Зс1мечено также, что наиболее эффективная концентрация полиакрилами да в СОЖ - 0,01-0,1 вес.%, при дальнейшем повышении концетрации стойкос режущего инструмента уменьшается, Креме того, СОЖ с концентрацией поли акриламида 0,2 вес.%: нетехнол гична: повьпиается вязкость жидкости, что увеличивает ее расход (уносится с деталями и стружкой) и -требует дополнительной промывки деталей после механической обработки. Установлено, что повышение :концен траЦии глицерина в СОЖ свыше0,5 вес. практически Не изменяет стойкость .. инструмента и, таким образом, нецелесообразно с экономической точки зр
фофрезол по санитарно-гигиеническим свойствам, что позволяет рекомендовать ее взамен последних. Предлагаемая жидкость можыт быть использована также на операциях фрезерования вместо товарных эмульсолов . Проведенные заводские испытания (табл. 2) показали высокие свойства жидкости при фрезеровании марганцовистой сТали лларки 65 г - стойкость фрез из твердового сплава Т 15 Кб возрасла в 6 раз.
Т а б л и ц а 2
Стойкость режущего инструмента, мин
35-40 28-30
