Изобретение относится к области смазочно-охлаждающих жидкостей (СОЖ), применяемых для механической обработки металлов, например, при точении, растачивании, резьбонарезании, отрезке, фрезеровании, сверлении, развертывании, протягивании, шлифовании, хонинговании, глубокой вытяжки черных и цветных металлов.
Известны СОЖ для механической обработки металлов на основе воды, нитрита натрия, хромовокислого калия, калиевого мыла жирной кислоты, триэтаноламина, глицерина, фурацилина (а.с. СССР N 1518362, кл. C 10 M 173/02, 1989), а также СОЖ на основе минерального мыла, хлорированного парафина, оксифоса, продукта взаимодействия морфолина с олеиновой кислотой (а.с. СССР N 1513016, кл. C 10 M 141/10, 1988), содержащая, мас.%:
Хлорированный парафин - 20-30
Бис(алкилполиоксиэтилен) фосфат - 1-2
Полиоксиэтилированный алкилфенол - 4-5
Продукт взаимодействия морфолина с олеиновой кислотой - 3-4
Минеральное масло - 60-70
Указанные СОЖ обладают низкими моющими свойствами и не обеспечивают высокой чистоты поверхности, а также в процессе работы они частично расслаиваются.
Известно также смазочно-охлаждающее средство для механической обработки металлов (патент Российской Федерации N 2044764, кл. C 10 M 173/02, 1995) - прототип, с содержанием, мас.%:
Уротропин - 0,2-0,8
Нитрит натрия - 0,1-0,4
Продукт взаимодействия гидроксида натрия с жирными кислотами в среде оксиэтилированных 6 и 10 молями оксида этилена моноизононилфенолов - 2-10
Вода - Остальное
Известное смазочно-охлаждающее средство эффективно при механической обработки металлов. Однако оно обладает недостаточной способностью повышения стойкости режущего инструмента, а также биологической и коррозионной стойкостью самой СОЖ.
Целью предлагаемого изобретения является повышение стойкости режущего инструмента, биологической и коррозионной стойкости СОЖ.
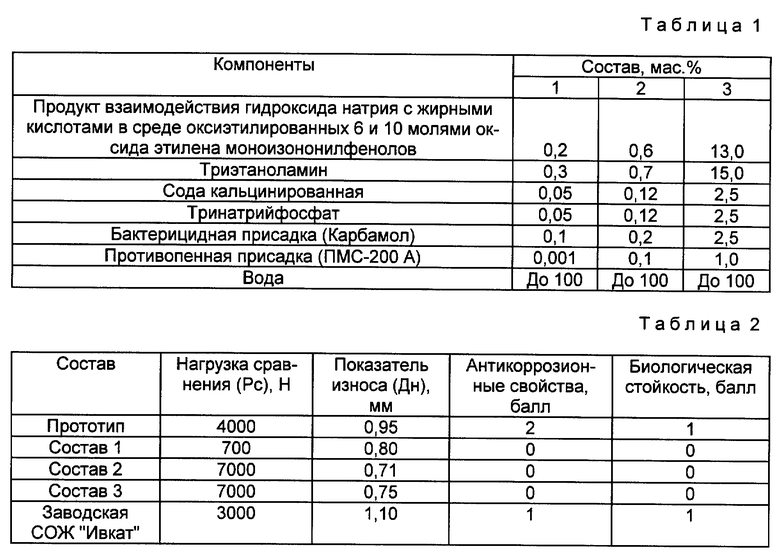
Для достижения указанной цели предлагаемое смазочно-охлаждающее средство, включающее воду, продукт взаимодействия гидроксида натрия с жирными кислотами в среде оксиэтилированных 6 и 10 молями оксида этилена моноизононилфенолов, дополнительно содержит триэтаноламин, соду кальцинированную, тринатрийфосфат, бактерицидную и противопенную присадки при следующем соотношении компонентов, мас.%:
Продукт взаимодействия гидроксида натрия с жирными кислотами в среде оксиэтилированных 6 и 10 молями оксида этилена моноизононилфенолов - 0,2-13,0
Триэтаноламин - 0,3-15,0
Сода кальцинированная - 0,05-2,5
Тринатрийфосфат - 0,05-2,5
Бактерицидная присадка (карбамол и др.) - 0,1-2,5
Противопенная присадка (полисилоксановые жидкости и др.) - 0,001-1,0
Вода - Остальное
Эффективность предлагаемой СОЖ обуславливается тем, что такое содержание и сочетание компонентов способствует повышению коррозионной и биологической стойкости, а продукт взаимодействия гидроксида натрия с жирными кислотами в среде оксиэтилированных 6 и 10 молями оксида этилена моноизононилфенолов и триэтаноламин повышают стойкость режущего инструмента за счет увеличения несущей способности СОЖ в зоне контакта инструмента и обрабатываемой детали.
Продукт взаимодействия гидроксида натрия с жирными кислотами в среде оксиэтилированных 6 и 10 молями оксида этилена моноизононолфенолов получают следующим образом. Процесс ведут при комнатной температуре в одной емкости. В емкость заливают воду и расчетное количество гидроксида натрия и при перемешивании добавляют 2,5% оксиэтилированной 6 молями окиси этилена моноизононилфенола. Затем струйкой подают не более 8% жирной кислоты, например олеиновой, и перемешивание ведут 60 мин при водородном показателе pH 8 - 9. Для получения конечного продукта в эту же емкость добавляют расчетное количество противопенной присадки, триэтаноламина, соды кальцинированной, тринатрийфосфата, бактерицидной присадки и процесс ведут при перемешивании до однородной массы.
Для проведения испытаний по эксплуатационным свойствам были взяты рецептуры 1 - 2 - 3 (табл.1), прототип и широко применяемая в настоящее время в производстве СОЖ.
Оценка триботехнических показателей предлагаемой СОЖ различных концентраций, включая и прототип, проводилась через критерий нагрузки сваривания (Рс) и показатель износа (Дн) для нагрузки 1500 H при 60-секундных испытаниях. Последние определялись на 4-х шариковой машине по методике согласно ГОСТ 9400-75, антикоррозионные свойства - ГОСТ 6243-75 на пластинках из серого чугуна по ГОСТ 24104, биологическая стойкость - ГОСТ 9.085-78.
Как следует из данных табл.2, предлагаемое средство превосходит известное по прототипу и заводскую СОЖ.
Использование предлагаемого смазочно-охлаждающего средства обеспечивает по сравнению с прототипом следующие преимущества:
повышаются триботехнические показатели, особенно по критерию нагрузки сваривания (несущая способность) в 1,7 и более раз;
повышается стойкость инструмента (показатель износа) на 20-40%;
улучшается антикоррозионные свойства;
усиливается биологическая стойкость, что увеличивает срок службы СОЖ в 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2174147C2 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1993 |
|
RU2044764C1 |
| Смазочно-охлаждающее средство для механической обработки металлов | 2022 |
|
RU2810840C2 |
| Способ получения жидкого моющего средства Гретерол-II | 1989 |
|
SU1648967A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖИДКОГО МОЮЩЕГО СРЕДСТВА | 2000 |
|
RU2186839C2 |
| Концентрат водосмешиваемой смазочно-охлаждающей жидкости | 2019 |
|
RU2713893C1 |
| Концентрат водосмешиваемой смазочно-охлаждающей жидкости | 2019 |
|
RU2713896C1 |
| Концентрат водосмешиваемой смазочно-охлаждающей жидкости | 2019 |
|
RU2713895C1 |
| Способ получения концентрата смазочно-охлаждающей жидкости | 2021 |
|
RU2768447C1 |
| СИНТЕТИЧЕСКАЯ СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ С УГЛЕРОДНЫМИ НАНОТРУБКАМИ | 2009 |
|
RU2417253C1 |
Изобретение относится к области смазочно-охлаждающих жидкостей (СОЖ), применяемых для механической обработки металлов, например, при точении, растачивании, резьбонарезании, отрезке, фрезеровании, сверлении, развертывании, протягивании, шлифовании, глубокой вытяжки черных и цветных металлов. Состав содержит, мас. %: продукт взаимодействия гидроксида натрия с жирными кислотами в среде оксиэтилированных 6 и 10 молями оксида этилена моноизононилфенолов 0,2-13,0; триэтаноламин 0,3-15,0, сода кальцинированная 0,05-2,5; тринатрийфосфат 0,05-2,5; бактерицидная присадка 0,1-2,5; противопенная присадка 0,001-1,0; вода остальное. Использование смазочно-охлаждающего средства обеспечивает по сравнению с прототипом следующие преимущества: повышаются триботехнические показатели, особенно по критерию нагрузки сваривания (несущая способность) в 1,7 и более раз; повышается стойкость инструмента (показатель износа) на 20-40%; улучшаются антикоррозионные свойства; усиливается биологическая стойкость, что увеличивает срок службы СОЖ в 2 раза. 2 табл.
Смазочно-охлаждающее средство для механической обработки металлов, содержащее воду, продукт взаимодействия гидроксида натрия с жирными кислотами в среде оксиэтилированных 6 и 10 молями оксида этилена моноизононилфенолов, отличающееся тем, что средство дополнительно содержит триэтаноламин, соду кальцинированную, тринатрийфосфат, бактерицидную и противопенную присадки при следующем соотношении компонентов, мас.%:
Продукт взаимодействия гидроксида натрия с жирными кислотами в среде оксиэтилированных 6 и 10 молями оксида этилена моноизононилфенолов - 0,2 - 13,0
Триэтаноламин - 0,3 - 15,0
Сода кальцинированная - 0,05 - 2,5
Тринатрийфосфат - 0,05 - 2,5
Бактерицидная присадка - 0,1 - 2,5
Противопенная присадка - 0,001 - 1,0
Вода - До 100
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1993 |
|
RU2044764C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1980 |
|
SU891759A1 |
| 0 |
|
SU154353A1 | |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1979 |
|
SU857246A1 |
