Изовретенне относится к сварочному производству, а именно к лучевой сварке к способам контроля и регулирования этого процессами может найти Применение для автоматизации процесса электроино-лучевой сварки в любой отрасли, народного хозяйства, ocoiSeHHo в авиационном, химическом и энергетическом машиностроении, где к сварным соединениям изделий, из- готавлив аемых большой серией в потоке, предъявляются высокие требова- .йия. : . . . : . . , .
Целью изобретения, является повъппе- 15 ки 1, который в большей степени оказывает влияние на глубину сварочной ванны. Этим сводят отклонение к нулю.
Аналогично суммируют указанные величины сигналов мощностей(Р„ и P
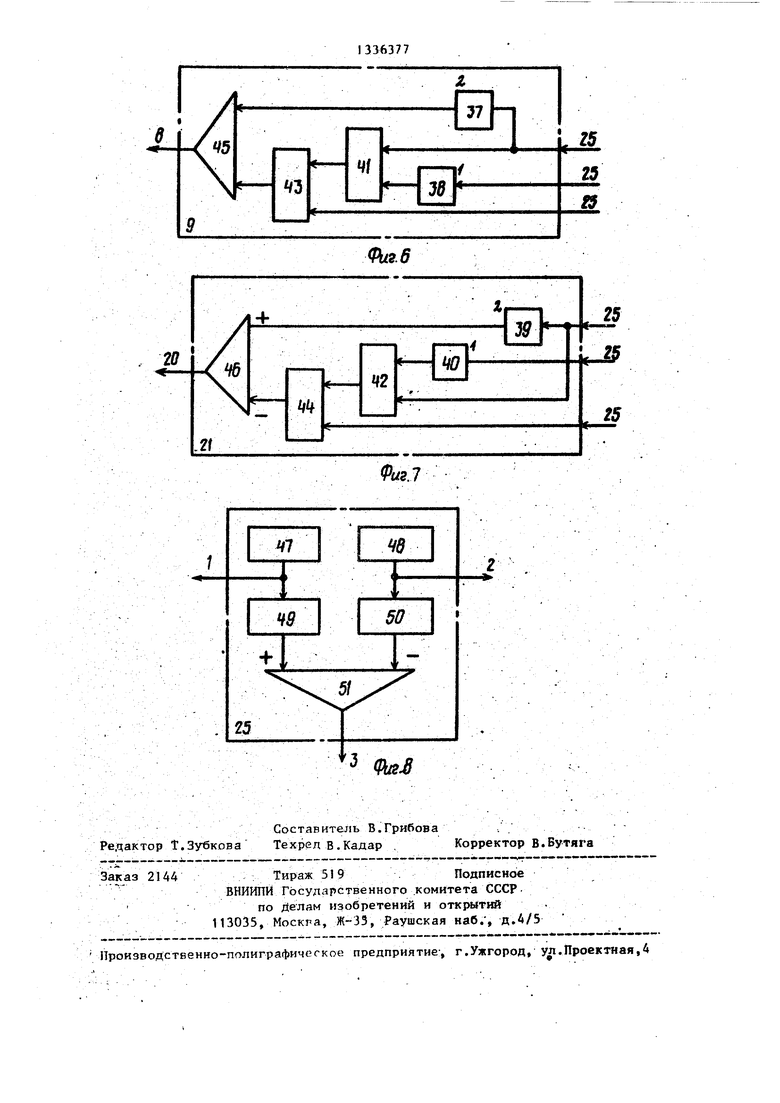
ние точиости контроля и регулирования геометрических размеров сзароч- ной ванИы и повьшение качества сварных соединений.На фиг.t показана структурная схе-20 взятые с другими весовыми коэффици- ма устройства для контроля и регули- ентамиСК}, сравнивают полученную рования процесса- электронно-лучевой сварки; на фиг,2, 3, А и 5 - соответственно первый, второй, третий и четвертый масштабные усилители; на 2Ь фиг.6 и 7 - источники эталоиных сигналов; на фиг.8 - блок формирования эталонных значений параметров сварочной ванны.
30
сумму со значением сигнала второго эталона Ej и по результатам сравнения, представляющего собой сигнал отклонения текущей ширины сварочной ванны 2JR от ее эталонного значения, формируют управляющее воздействие на величину тока луча 1д так, что35
Способ контроля и регулирования процесса электронно-лучевой сварки осуществляют Следукйим образом. Задают эталонные значения параметров 4Н сварочной ванны, иапример-глубину Н и ширину 2R. Предполагая сварочную ванну фигурой вращения, введенных двух параметров достаточно для описания ее формы и поверхности, кото- pbie определяют мощность, поглощаемую изделием Р, через данйую поверхность 4о Таким образом, вводя в рассмотрение мощность, излучаемую Р„ с поверхно- где а , сти сваро чой ванны данной формь), также определяемой этой поверхностью.
бы свести отклонение к нулю.
Алгоритм способа можно записать в виде выражения
к,р„ - кгр„
2ЛТП KjP,,
4Ри
- Е
- Е,
Л1
Л1л
4Н
R
а - коэффициенты пропорциональности.
Весовые коэффициенты для осущест- устанавлива1от взаИмозначйое соответ- ..с«;
вления способа определяются экспериСтвие между указанными параметрами
мслму У алс. i ментально на основании, например.
50
ванны Н; Р и мощности Р „ и Pj..
Указанное соответствие может быть с достаточной точностью аппроксимировано линейным выражение м. Тогда в каждь1Й момент времени измеряют мощность электронного яуча и мощность, излучаемую сварочной ванной, которая пропорциональна световому излучению, парогазового факела; вычитают из ве- личины сигнала первой величину сигна- ла второй, определяя величину сигнала .ти, поглощаемой свариваемым изделием 1 п , как их разность. Сумполнофакторного эксперимента для двух .факторов, либо по следующим соотношениям:
К,
1
4Ттл
о/,
Кп - ,
I
2 К,
fl j
5в
к.
I
2Пл
o s
мируют полученную разность Р„ , взятую с первым весовым коэффициентом К, с величиной сигнала мощности, излучаемой свариваемым изделием Р, взятой с вторым BecoBbw козффициен- том Kj. Полученную сумму сравнивают со значением сигнала первого эталона Е и получают сигнал, пропорциональный отклонению аН текущей глубины сварочной ванны от его эталонного значения. По этому сигналу отклонения формируют управляющее воздействие на величину тока фокусирующей катушки 1, который в большей степени оказывает влияние на глубину сварочной ванны. Этим сводят отклонение к нулю.
Аналогично суммируют указанные величины сигналов мощностей(Р„ и P
взятые с другими весовыми коэффици- ентамиСК}, сравнивают полученную
сумму со значением сигнала второго эталона Ej и по результатам сравнения, представляющего собой сигнал отклонения текущей ширины сварочной ванны 2JR от ее эталонного значения, формируют управляющее воздействие на величину тока луча 1д так, чтовзятые с другими весовыми коэффици- ентамиСК}, сравнивают полученну
4Н где а ,
бы свести отклонение к нулю.
Алгоритм способа можно записать в виде выражения
к,р„ - кгр„
- Е
4Н где а ,
2ЛТП KjP,,
4Ри
- Е,
4Н ,
Л1
4Н
4Н ,
Л1л
R
а - коэффициенты пропорциональности.
полнофакторного эксперимента для двух .факторов, либо по следующим соотношениям:
К,
1
4Ттл
о/,
- ,
I
2 К,
fl j
5в
I
2Пл
o s
I
УК
с(, 4Н - A,28R;
л
efj O.e-i + 0,0768 (-й-)
R
rfj 4R;
0/4 0,243 (-J-) ;
d (f vf fffd} ;
-температура плавления свари- ваемого материала, К;
-теплопроводность сварнва-. емого металла, Вт/м.град;
-эталонное значение глубины сварочной ванны, м;
-эталонное значение, ширины
-сварочной ванны, м. Значения эталонов определяют соотетственно эталонным значениям параетров сварочной ванны из соотношеий:
ftott
т
А Н
л
2R
Е,
л
н +
E,.2().
где /S 4Нб - 2,14 R
Для случай кинжального проплав- ления, т.е. больших коэффициентов (формы провара (H/2R), приведенные выражения весовых коэффициентов определяют из соотношений:
Н
К.
I 0.08
es «« . Х 1-
2ИКо о
е rfe 0,16 (Н - АИ), эталонов соответственно
6
И (1 -i-o.eA -)
и Е,
2R ( 1 л H
0 j to
«9
Примеры.
t. Была выполнена сварка образцов из стали 12Х18Н9Т с регистрацией
1,336377
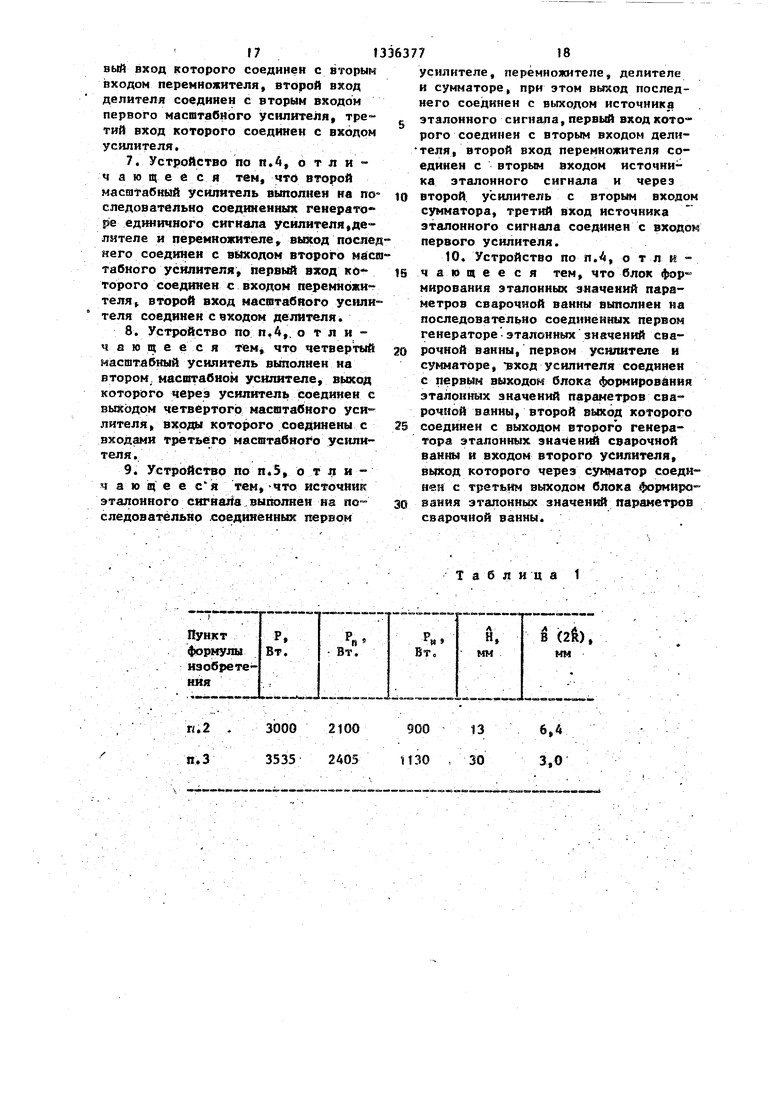
с помощью прибора устакопив- шейся температуры обрадца. Для первой группы образцов (см. п.2 форму- г лы изобретею1я) размером 200х60х х20 мм сварка выполнялась на установке ЭЛУ-5 со сварочным источником У-250А н пушкой на реждагаг ускоряющее напряжение U 30 KBj ток пучка If, 100 mA.
Для второй группы обрпзпо (см.
10
п.З формулы изобретёни.) размером
200x60x40 мм сварку выполняли на установке СА-424 с пушкой СА-449 па режиме: ускоряющее напряжение lij 73,6 кВ, ток пучка I 48 niA. 2. Затем были определены:
а)значение мощности, потребляемой свариваемым образцом Р,, по
формуле
Р .с t
где С - удельная теплоемкость мате- риала4 Дж/кг-град; m - масса образца, кг;
лТ - приращение температуры образца, град; t - время сгзарки шва, с}
б)значение мопшости, излучаемой сварочной ванны Р по формуле
Р Р
где Р - Полная мощность пучка, Вт,
Р у1п;
в) значение глубины Н и ширины В шва (мм) по результатам металло- графического исследования, которые затем приняли за эталонные значения геометрических параметров сварочной ванны. Усредненные по пяти бразцам значения перечисленных параметров представлены в табл.1.
3. Определили значения масштабных коэффициентов и эталонов согласно приведенным соотношениям:
а) по п.2 формулы изобретения:
с/, 4Н - 4,28 3,83-10 ;
(0,64 + 0,0768R- -ft )
8,638-10 V;
1,26 -10 ;
rf,0,243R -H- 1,736-10 Л
rfi- «/4- rff rfj- -А,396.Ш 4i-ft 2, 1,445-10- ;
fltl
.09б.
.52.1о-Ч
,: ..- .
(-- + Н)- .1(5-«;
зУ--4Шг - ° 4 -|
: . . Arfi - ..;. Ej 2 (R - -l-) 1,78-10- ;
. , . о . ,
6) ПО п/3 формулы изобретения: rf(, 0 16 Н - 0,64 R - 3,84 - to ;
.
4 irT Я of,
-s
1,87-10- ;
п па «4
Е. Й (1 9x64i) з,75.-10-«;
- - - iJ
-Har- - - fei 2R (1 - ) -7.5.Ш-.
: , -, :;. , ,, ; .,. Д 4, Cor iacrio п. 1 формулы изобретеяия опр еделяли отклонения геометри- ЧесК1нх параметров сварочной Н « Н 7 Н (мм и 4В « В (мм) от эталонных значений Н и В по фор- /.::.муяам{ - ;;/-. ,,: . . -
;: дн - к,р; + к, - Е, Г
т
KjPfl + - Ег
По полученным отклонениям формировали управляющее воздействие по
363776
току фокусировки и току электронного пучка для корректировки сварочного процесса. Результаты вычислений лН и ЛВ для случая точного равенства значения К,...К, Е, и Е и случаев 10%-ного отклонения по каждому из них от предлагаемых соотношений приведены в табл.2. Необходимые для вычисления постоянные Т « 1700 К и
Д 19,3 Вт/м.град взяты их Справочника физических величии под ред. И.К.Кикоина, а постоянная К оценена экспериментально и составила 1 -10 Вт/м .
Результаты экспериментальных исследований и расчетов приведены в табл.2.
10
15
0
5
0
5
0
5
0
5
Из табл.2 видно, что наибольшая точность достигается при использовании предлагаемых значений коэффициентов и эталонов.
Таким образом по сравнению с прототипом предлагаемый способ позволяет непосредственно оценивать параметры сварочной ванны, которые нельзя измерить из-за специфики процес- - ,са, и осуществлять управление по их отклонению с помощью управляющих воздействий по току луча и току фокусировки - двум взаимозависящим па- , раметрам режима с точки зрения качественного сварочного шва, что позволяет сохранять оптимальное соотио- щение между ними согласно принятой технологии при значительно больших возмущениях, действующих на процесс.
Предлагаемый способ реализуется с помощью устройства, изображенного на фиг..1-8.
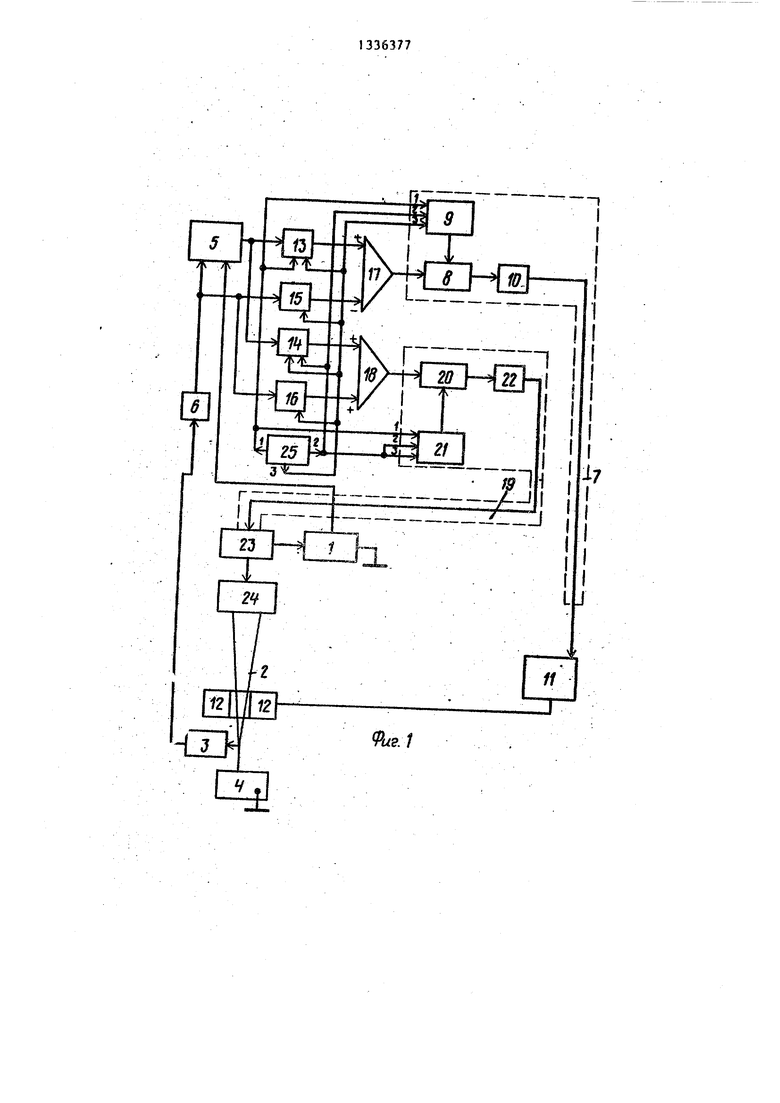
Устройство содержит датчик 1 (см.фуг.1) полной мощности электронного луча 2 и датчик 3 мощности излучения из сва|рочной ванны на изделии 4. Первый из них подключен к входу блока 5 вычитания непосредственно, а второй - через усилитель
6и канал 7 управления, содержащий компаратор 8, источник 9 эталонного сигнала, усилитель 10. Вход каиала
7управления образован одним из входов компаратора 8, другой вход подключен к источнику 9 этйлониого сигнала, а выход - к входу усилителя 10, выход которого подключен к входу преобразователя 11 напряжение -ток, выход которого подключен к фокусирующей катущке 12. Кроме того, в уст71
ройство дополнительно введены четыре масштабных усилителя 13, 14, 15, 16, два сумматора 17, 18 и дополнительный канал 19 управления, содержащий компаратор 20, источник 21 эталонного сигнала, усилитель 22. Выход блока 5 вычитания подключен к входам первого 13 и третьегб 14 масштабных усилителей, выход усилителя 6 подключен к входам второго 15 и четвертого 16 масштабных усилителей, выходы первого 13 и второго 15 масштабных усилителей подключены соответственно к неинвертирующему и ни- вертирующему входам первого сумматора 17, выход которого подкл очен к входу канала управления 7 на один из входов компаратора 8, а выходы третьего 1А и четвертого 16 масштаб- ных усилителей подключены соответственно к инвертирующему и нейнверти- рующему входам второго сумматора 18, вьпсод которо-го подключен к входу дополнительного канала 19, одно- му из входов компаратора 20, выход которого подключен к входу усилите- ля 22, вьгеод усилителя 22 подключен к источнику 23 ускоряющего напряжения электронной пушки 24,. луч ко- торой направлен на изделие 4.
При сварке с программно-измеряющимися эталонными значениями параметров сварочной ванны коэффициент передачи масштабных усилителей определяют этими изменениями. В устройстве имеется блок 25 формирования этаяонньк значений параметров сварочной ванны. Первый масштабный усилитель 13 (см.фиг.2) содержит усили- тель 26, делитель 27, перемножитель 28, Второй масштабный усилитель 15 (см. фиг.З) содержит генератор 29 . одиночного сигнала, усилитель 30, делитель 31 и перемножитель 32.Тре- тий масштабный усилитель 14 содержит усилитель 33, делитель 34 и перемножитель 35. Четвертый масштабный усилитель 16 (см.фиг.5) содержит второй масштабный усилитель 15 и усилитель 36 Каждый з источников 9, 21 (см. фиг.6 и 7) эталонных сигналов содержит два усилителя 37, 38 и 39, 40, перемножитель 41 и 42, делитель 43 и 44, и сумматор 45 и 46, при этом первый выход блока 25 формирования эталонных значений параметров сварочной ванны непосредственно, а второй через усилитель 26
Q 5 5 о
о g g
5
0
7.8
первого масштабного усилителя 3 под- ;ключены на йход делителя 27 псррого масштабного усилителя t3, выход которого подключен на один из 5зхоло8 перемножителя 28 масттабного усилителя 13, другой вход и выход которого подключен соответственно к выходу блока 5 вычитания устройства и к неинвертирующему входу первого сумматора 17, генератор 29 единичного сигнала подключен к входу усилителя 30 второго масгатабного усилителя 15, выход которого одновременно с первым выходом блока 25 формирования подключен к входам делителя 31 второго масштабного усилителя 15, выход которого подключен на одни из входов перемножителя 32 второго мзсгатабтгс- го усилителя 15, другой вход н выход которого соответственно подключены к входу усилителя 6 устроЛсТьва и к инвертирующему входу первого сумматора 17, первый вход блока 25 формирования эталонных значений пара- метроп сварочной ванны непосредственно, а третий через усилитель 33 третьего масштабного усилителя 14 подключен к входам делителя 34 третьего масштабного угялителя 14, выход которого подключен к одному из входов перемножителя 35 третьего мясю- табного усилителя 14, другой вход и выход которого подкл1очены соответственно к выходу блока.3 вычитания устройства и к инвертирующему входу - второго сумматора 18. При этом выход второго масштабного усилителя 15, входящего в четвертый масштабный усилитель 16, через его усилятель 36 подключен к неивертирующему входу второго .сумматора 18 устройства, а вход второго масштабного усилителя 15 подключен к выходу усилителя 6 устройства. Второй выход блока 25 )юрмирования эталонных значений параметров сварочной ванны непосредственно, а третий выход через усилитель 38 источника 9 первого эталонного сигнала подключены к входам перемножителя 41 источника 9 первого эталонного сигнала, которого подключен к одному входу делителя 43, источника 9 эталонного сигнала, а первый выход блока 25 формирования - к другому входу делителя 43, выход которого непосред- ственно, а второй .выход блока 25 формирования через другой усилитель
37 истачника 9 первого эталонного сигнала подключены к входам сумматора 45 этого же источника 9, вьКод которого подключе1й к. одному из входов компаратора 8 канала 7 управления. При этом третий выход блока 25 формирования эталонных значений параметров сварочной ванны подключен к одному из входов перемножителя 2 источника 21 второго эталонного сигнала непосредственно, а к другому через усилитель 40 этого источника 21, выход пёремкожитёля 42 которого подключен к одному из входов делите- ля 44 источника 21 второго эталонног сигнала, к второму входу которого подключен первый выход блока 25 формирования, а выход делителя 44 этого источника 21 подключен к инвер- тирующему входу сумматора 46 источника 21 второго эталонного сигнала, к неиннертируйщену входу которого через другой усилитель 39 этого источника 21 подключен третий выход блока 25 формирования, а выход зто- го сумматора 46 подключен к одному из входов компаратора 20 дополнительного канала 19 управления.
Блок 25 (см. фиг.8) формирования талонных значений параметров сварочной ванны изделий 4 содержит два генератора 47, 48 эталонных значений параметров сварочной ванйы изделия 4, два усилителя 49, 50 и сумматор 51, выход каждого генератора 47, 48 подключен к вхрдУ соответствующего усилителя 49, 50, выходы которых подключены к инвертируемому и неинвертируемому вхрдам сумматора 51, ВЬКОД которого образует первый выход блока .25 формирования, второй и третий выходы которого образуют соот- вет твенно ; ыходы генератора 47, 48 эталонных значений параметров сва- рочнойван ы Изделия 4.
Устр нство работа следуйщйм образом (см. фиг.1).
. С датчика 1 (например, шунта) CHr нал, соответствующий мощности элек- .тронного луча 2, Подают на вход блока 5 вычитания. С помощью датчика 3 (например, фотоумножителя, расположенного; горизонтально и направленного на электронный луч 2) измеряют световой поток парогазового факела из сварочной ванны изделия 4.; С выхода датчика 3 сигнал подают на усилитель 6, а усиленный сигнал, пропорциональный .мощности излучения из сварочной ванны, подают на вход блока 5 вычитания, с помощью которого вычитают из величины сигнала, соответствующего мощности электронного луча 2, величину сигнала, соответствующего мощности излучения из сварочной ванны изделия 4. Полученный разностный сигнал с выхода блока 5 вычитания подают на первый 13 и третий
14масштабные усилители. На второй
15и четвертый 16 масщтабные усилители подают сигнал с выхода усилителя 6. Сигнал с выхода первого t3 и второго 15 масштабных усилителей подают на входы, причем последний из них на инвертирующий вход первого сумматора 17, на котором полученный разностный сигнал, взятый с первым весовым Коэффициентом, суммируют с сигналом, пропорциональным мощности излучения из сварочной ванны,, взятым с вторым весовым крэффициентом.. Суммарный сигнал с выхода первого сумматора 17 на вход к анала 7 управления, который образован входом компаратора 8, на второй вход которого подают первый эталонный - сигнал с его источника 9. Сигнал сравнения с выхода компаратора 8 усиливают усилителем 10 и подают Па вход преобразователя 11 напряжение - ток, который питает фокусирующую катушку 12. Таким образом По результатам сравнения формируют управляющее воздействие на величину тока фоку- сирующ вй катушки 12, которое обеспечивает требуемую глубину проплавг ления сварочной ванны. Соответственно сигнал с выхода третьего 14 масщтабного усилителя, соответствующий указанному разностному сигналу,взятому с третьим весовым коэффициентом, и сигнал с выхода четвертого
16масштабного усилителя, пропорцио нальный значению мощности излучения сварочной ванны, взятой с четв«ршм весов коэффициентом, подают на ийвертирующий вход второго сумматора 18. С его выхода полученную сумму сигналов подают на вход дополнительного канала 19 управления, кото{иь1м является один из входов компаратора 20. На другой его вход подают сигнал с источника 21 эталонного сигнала. Сигнал сравнения с выхода компаратора 20 через усилитель-22 подают в источник 23 ускоряющего иапряя,13
жения, который питает электронную пушку 24, формирующую электронный луч 2. Таким образом по результатам сравнения формируют управляющее ЕОЗ- действие на величину тока злектро; - ного луча 2, которое обеспечивает в основном требуемую величину ширины сварочной ванны. .
При этом в случае сварки с изке- нягощимися эталонными значениями параметров сварочной ванны первый масштабный усилитель 13 работает следующим образом. Сигна1И.1 с первого выхода блока 25 формирования непосред- ственно, а с второго после усилений усилителем 26 подают на вход делителя 27, выходной сигнал которо1 о, пропорц}юнальный частному от деления величины сигнала с вто рого вь(хода на величину сигнала с первого выхода блока 25 формирования, подают на вход перемножителя 28. Таким образом реализуют соотно- шение для определения первого весо-
вого коэффициента. На ДОУГОЙ вхоп перемножитвля 28 подают разностный
сигнал с выхода блока 5 вычитания, а результат перемножения - пыходиой сигнал перемножители 2S, с.оответст- вукхЦий разностному сигнал , взятому с первым весовым коэффициентом, подают на неинвертирующий вход первого сумматора 17.
Второй масштабный усилитель 5
работает следующим образом. С выхода генератора 29 единичного сигнала подают сигнал на усилитель 30, с выхода которого сигнал поступает на делитель 31, где осуществляется деление величины данного сигнала на величину сигнала с первого выхода блока 25 формирования, который подают на другой вход делителя 31. Сигнал, соответствующий частному от деления, подают на вход перемножителя 32. Та- КИМ образом реализуют соотношение дл определения второго весового коэффициента. На другой, вход перемиожи- теля 32 с выхода усилителя 6 подают сигнал, пропорциональный мощности излучения из сварочной ванны, а результат, перемножения - выходной сигнал перемножителя 32, соответствующий мощности излучения из сварочной ванны, взятой с вторым весовым коэф- фициентом, - подают на fflвepтиpyIoщий вход первого сумматора 17.
Третий масштабный усилитель работает следующим образом. Сигнал с тре
Q g о 5
jp5
0
0
71/
тъего выхода блока 25 формирозппия через усилитель 33 и с тнпл с iiCiVBO- го выхода пепосредстиенис подгиот аа вход делителя 34, выходной с-гг пгл которого, пропорщ ональный частно от деления величинь; сигнала с третьего выхода на величину сигнала с первого выхода блоки 25 формирорйнмя, подают на вход перемножител.ч 35 Та- ки образом реал11эуют соотношение для определения третьего о :1.сэф- фициента. Ка другой з:;од г;ереы.сжи- таля 35 подают ря.-д остпчй гг-Г Г.ч.и с выхода блока 5 вычитаи -тя, s р(; уль-- тат перемножения - оыходис, cvir;i ;,ti перемножителя 35, соотпетс ЬчоЕип ; разностному сигна-гту, пзптому с третьим весоаътм коэффпа.Г1енгсм . - тгода- ют. на инвертирующий пход втот)ого сумматора 18.
Четвертый масштабиь й усплитйЛ 16 работает так же, кяк и р.тороГ масштабный усил,итель 15 5. только его ходной сигнал, соответствуюуций нощ- ности излучения из сварочной Т5ан11ы, взятой с BTopi-iM весопь;( коэффипие - том, усиливают УСИЛГГГРЛОК 36, яыход ной сигнал которого, сс1от стс rrjyioiHHti |КО01Ностн пзлугемпл и-т cnapo Hofi пак- ны, взятой с tH Tiu pTMf песовым коэффициентом, (тодают на неинпортирую- щий зход второго 18,
Каждый из источников 9., 21 ятп- лонНых сигналов работает следующим образом. В перпом источнике 9 эталонного сигнала величину сигйала с второго выхода блока форм1-:роиа 1ия умножают на пггт.алл с третьего выхода блока 25 формирования, предварительно уо лешгчпо усллителе.м 38, с помощью пере.миожнтсля ч 1 а во втором источнике 21 зтэлошгсго сигнала с помощью перг мнрн ителя 42 перемножают величину сигнала с третьего выхода блока 25 |})ормирования на величину этого же сигнала, предварительно усиленного усилителем 40. Далее сигналы с выходов перемпо- жителей 41, 42 попадают на делители 43, 44, где осуществляется деление величин данных сигналов на величину сигнала с первого выхода блока 25 формироЁания. Сигналы, соответствующие частным от деления, подают соответственно на вход сумматора 45, где осуществляется сложение с величиной усиленно го усилителем 37 сигнала с второго выхода блока 25 формиро™
ванкя, н на инвертирующий вход сумматора 46, где осуществляют вычитание величины сигнала, частного из величины усиленного усилителем 39 сигнала с третьего выхода блока 25 формирования. Таким образом реализуют соотношение для определения сигналов первого и второго эталонов которые с выходов сумматоров 45, Аб подают на входы компараторов 8, 20 ocffoBHoro 7 и дополнительного 19 каналов управления для сравнения..
Блок 25 формирования эталонных значений параметров сварочной ванны работает следующим, образом. Выходные сигналы генераторов 47, 48 пропорциональные эталонным значениям параметров сварочной ванны Гглуби- ны Н и полуширины R), подают на входы усилителей 49, 50 (они одновременно являются сигналами соответственна второго и третьего выходов блока 25 формирования), а выходы усилителей 49, 50 подают на неинвертирующий и инвертирующий входы сумматора 51J где из величины сигнала, пропорциональной эталонному значению глубины Н, вычитается величина сигнала, пропорциональная эталонному значению полуширины R. Полученная разность на вьжоде сумматора 5t является сигналом первого выхода блока 23 формирования эталонных значений параметров сварочной ванны,
Изобрегение позволяет повысить точность контроля и регулирования параметров сварочной ванны, что значительно повышает качество сварного соединения, а также расширить динамический диапазон регулирования, а значит раек ПИТЬ область применения,
Формула изобретения
,.
1. Способ контроля и регулирования процесса электронно-лучевой сварки, при котором измеряют значение мощности электронного луча и мощно- C.TTI изхгучаемой сварочной ванны, сравнивают их с эталонными значения ми этих параметров и управляют током фокусировки луча, о т л и ч а ю - щ И и с я тем, чтд, С целью повьше- ния точности контроля и регулирования геометрических размеров сварочной - ванны и повышения качества сварных , соединений, сравнивают сигнал, ,соот- зетст вующий мощности излучения сва
рочной ванны, и скгнал, соответствующий мощности электронного луча,по лученный сигнал рассогласования с первым весовым коэффициентом суммируют с сигналом, соответствующим мощности излучения сварочной ванны,с вторым Ъесовым коэффициентом, полученный сигнал сравнивают с первым эталонным сигналом и формируют управляющее аоэ- действие на величину тока фокусирующей катушки рассогласования, сигнал с третьим аесовым коэ« хЬициентом суммируют с сигналом, соответствующим мощности излучения сварочной ванны с четвертым весовым коэффициентом, полученный сигнал сравнивают с вторым эталонным сигналом и формируют управляющее воздействие на величину тока электронного луча,
2, Способ попЛ,от личаю- щ и и с я темл что первый весовой коэффициент равен
Y -
где й/1 4Н - 4,28Й;
rf/ 4- ;
5
Т .А 1Л
Н А
R 0
температура плавления свариваемого материала, град. К;
теплопроводность свариваемого материала,Вт/м-град; эталонное значение глубины сварочной ванны, м} половина эталонййго зна- чейия полуширины сварочной ванны, м;
50
второй весовой коэффициент равен
с4г .
К,
где Кд - уделыщя мощность, излучаемая сварочной ванной; третий зесовой коэффициент равен
3 2ffM
,.fi...;
О
четвертый весовой кcfэффициeнт равен
15
, ..... TfKorf.
сигналов первого и второго равны
«/
Z
(и
-).
(R - -
В
),
где /5 4fift - 2,1Ф1
3. Способ по п,1, о т л и ч а- ю и и и с я тем, что, с целью снижения мне рциокностн при сварке с кинжальным проплавлением, первый весовой коз(М нциент равен
:„ V ft
где
V , 5 0,t6 (И - 4Й); второй весовой коэффициент
К - - -..
ЛК,.. третий весовой коэффициент
. .. - л.
ч к л.:..3-.../
2irT;iV
четверть весовой коэффици равен
-...
ТК,5
величины сигналов первого и эталонов равны
. . л
R
Е - Н (1 0,64 --); Е, 2R(1 - 0,16 4-).
А. УС.ТРОЙСТВО для контроля и регулирования процесса электронно-лучевой сварки, содержащее два датчика, первый из которь х похмслючен к первому входу блока вычитания к второму входу которого через усилитель подключен второй датчик, канал управления, фокусирующую катушку
g нен с выходом блока управления,первый вход которого Соединен с первым входом компаратора, второй вход ко- iToporo соединен с источником эталонного сигнала, первый, второй и треjQ тий входы которого соединены соответственно с вторым, третьим и чет- sepTtdK входами канала управления.
6,Устройство по п.4, о т л н - чающееся тем, что nepasifl и
электроино-лучевой пушки, соединенную 55 третий масштабный усилитель вмполне- с источинком ускоряющего иапряжеяия, ны на последовательно соедийеявых о т л и ч а ю щ е е. с я тем, что в него введены четыре масштабных усилителя, два сумматора, преобразоваусили еле, делителе и перемножителе , выход которого соединен с выходок первого масштабиого усилителя, пер5
10
3637716
тель напряжение - ток, формирователь эталонного значения сварочной ванны н дополнительный канал управления, выход которого соединен с источником ускоряющего напряжения, а выход канала управления через преобразователь напряжение - ток соединен с фокусирующей катушкой, первый вход канала управления соединен с выходом первого сумматора, прямой и инверсный входы которого соединены соответственно с выходам первого и третьего масштабных усилителей, выходы второ15 го и четвертого масштабных усилителей соединены через второй сумматор с входом дополнительного канала управления, выход блока вычитания соединен с первыми входа2Q ми первого и третьего масштабного усилителей, а выход усилителя соединен с входами второго и четвертого масштабных усилителей, первый выход блока формирования эталонного зна25 чения сварочной ванны соединен с вторыми входами первого масштабиого усилителя, капала управления и вторым и третьим входами дополнительного канала управления, третий вход которого соединен с третьим входом канала управления, вторым входом второго масштабного усилителя и вторым выходом блока формирования эталонного значения сварочной панцы,третий вьтход которого соединен с вторыми входами третьего и четвертого масштабных усилк- телей, с третьим входом первого и вторым входом второго масштабных усилителей и че1вертым входом канала управления4
5.Устройство по п.А, отли-
ч а ю щ а е с я тем, что канал уп- , равления выполнен иа компараторе, выход которого через усилитель соеди g нен с выходом блока управления,первый вход которого Соединен с первым входом компаратора, второй вход ко- iToporo соединен с источником эталонного сигнала, первый, второй и треjQ тий входы которого соединены соответственно с вторым, третьим и чет- sepTtdK входами канала управления.
6,Устройство по п.4, о т л н - чающееся тем, что nepasifl и
30
35
40
третий масштабный усилитель вмполне- ны на последовательно соедийеявых
усили еле, делителе и перемножителе , выход которого соединен с выходок первого масштабиого усилителя, первый вход которого соединен с вторым входом перемножителя, второй вход делителя соединен с вторым входом первого масштабного усилителя, третий вход которого соединен с входом усилителя.
7.Устройство поп,4, отли- ч а ю щ е ее я тем, что второй масштабный усилитель выполнен не прследовательно соединенных генераторе единичнйго сигнала усилителя,де- лмтеле и перемножителе , выход последнего соединен с выходом второго масштабного усилителя, первый вход торого соединен с входом перемножи- теля второй вход масштабного усилителя соединен с входом делителя.
8.Устройство по п,4,. о т л и - ч S ю щ е ее я тем что четвертый масштабный усилитель выполнен на втором, масштабном усилителе, выход которого через усилитель «гоединен с выходом четвертого; масштабного уси лителя, входы которого соединены с входами третьето масштабного усилителя.
9.Устройство по п.5, о т л и - а ю щ е е c J тем -что источник эталонного сигнала .выполнен на следовательно .соединенных первом
усилителе, перемножителе, делителе и сумматоре, при этом выход последнего соединен с выходом источника
эталонного сигнала,первый вход которого соединен с вторым входом дели- теля, второй вход перемножителя соединен с вторым входом источника эталонного сигнала и через
второй, усилитель с вторым входом с матора, третий вход источника эталонного сигнала соединен с входо первого усилителя.
10. Устройство по п.4, о т л и ч а IP щ е е с я тем, что блок мирования эталонных значений параметров сварочной ванны выполнен на последовательно соединенных первом генераторе эталонных значений сварочной ванны, первом усилителе и сумматоре, -вход усилителя соединен с первым выходом блока формирования эталонных значений параметров сварочной ванны второй выход которого
соединен с выходом второго генератора эталонных значен1ё1 сварочной ванны и входом второго усилителя. Выход которого через сумматор соединен с третьим выходом блока форнИ1ю-
вания эталонных значений параметров сварочной ванны.
Таблица 1
19
E;.) т«в
в . 2ft (r.%i5i)
. - i «в
1336377
U Таблица 2
3,75O.f 0,04
-7,5 0,1 0,04
1 I
-1 






| название | год | авторы | номер документа |
|---|---|---|---|
| Измеритель частот бигармонического сигнала | 1987 |
|
SU1437795A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
| Измеритель проводимости земной поверхности | 2024 |
|
RU2820896C1 |
| ФОРМИРОВАТЕЛЬ ТРЕХФАЗНЫХ ГАРМОНИЧЕСКИХ СИГНАЛОВ | 2014 |
|
RU2553418C1 |
| УСТРОЙСТВО ЦИФРОВОЙ КОГЕРЕНТНОЙ ОБРАБОТКИ СИГНАЛОВ | 1990 |
|
SU1818989A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ВЕСОВЫХ КОЭФФИЦИЕНТОВ АВТОКОМПЕНСАТОРОВ ПОМЕХ | 1987 |
|
SU1840025A1 |
| Самонастраивающаяся система управления | 1985 |
|
SU1249478A1 |
| Адаптивная антенная система для панорамного радиоприемника | 2018 |
|
RU2679486C1 |
| Устройство контроля комбинационных составляющих сигнала нелинейного четырехполюсника | 1985 |
|
SU1264111A1 |
| Устройство для измерения мощности генератора электротермической установки | 1981 |
|
SU1095086A1 |

Изобретение откосится к сварочному производству, а именно к элекEWesKJ Ai Lf lSEWi,-тронно-лучевой сварке, к способам контроля и регулирования этого процесса, и может найти гфит еиенне для автоматизации процесса электроннолучевой сварки. Изобретеине позволяет повысить точность контроля 15 регулирования геометрических размеров сварочной ванны и качество сварных соединений. Для этого используется зависимость параметров сварочной ванны от распредедтения мос ности луча между мощностью поглощаемой сйарива- емым изделием, и мо аность о, излучаемой сварочной ваннойS и формиру от ток фокусировки луча. 2 с.п. иВз.п, ф-лы, 8 ил., 2 табл. а 
11
fPu.1
П
зг
W
3/
25
гЗ
.зв
/5
I
25
в
V5
ЧЪ
J5
25
25
&
Фигб
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
