Изобретение относится к электроннолучевой сварке с двойным преломлением и круговой разверткой электронного пучка и предназначено для сварки изделий больших и средних толщин с глубоким проплав- пением.
Целью изобретения является повышение качества сварных соединений путем стабилизации гидродинамических процессов и сварочной ванне.
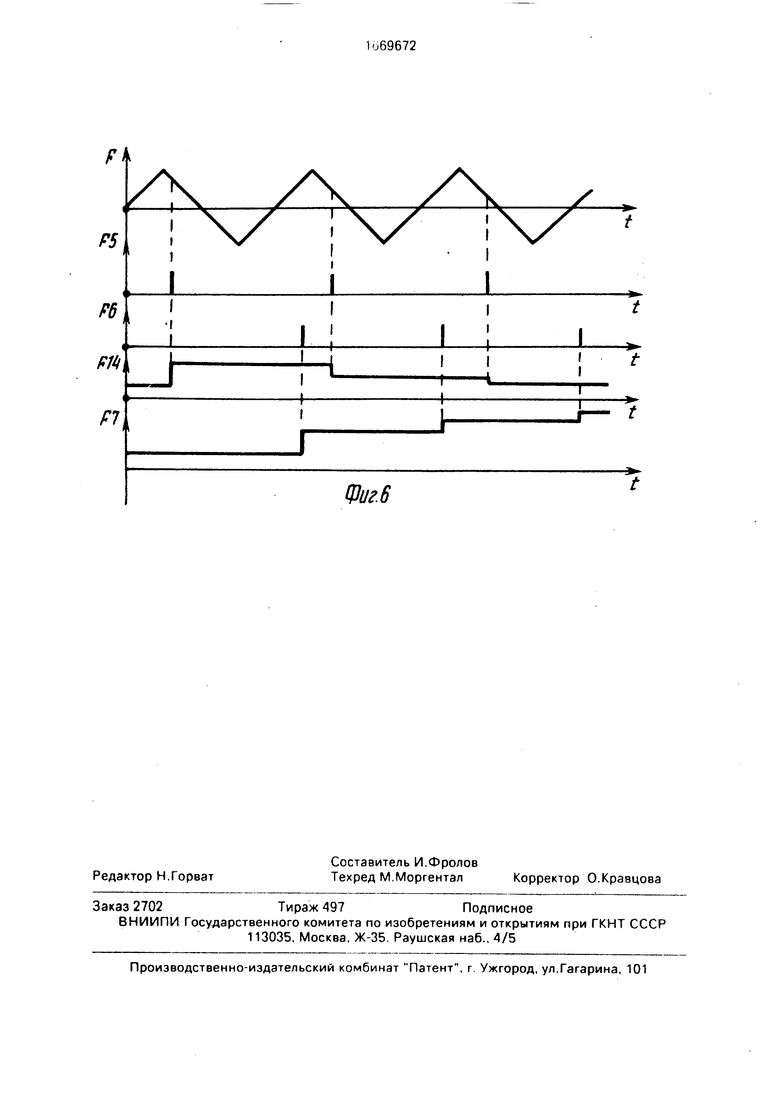
На фиг.1 приведена функциональная схема устройс ва, реализующая способ; на фиг.2 - премениые диаграммы, поясняющие работу устройства; на фиг.З - функциональная схема селектора; на фиг.4 - временные диаграммы, поясняющие работу селектора; на фиг.5 - функциональная схема блока коррекции; на фиг.6 - временные диаграммы, поясняющие работу блока коррекции.
В способе электронно-лучевой сварки, при котором формируют круговую сходящуюся развертку пучка путем его двойного преломления, осуществляют колебания точки сходимости развертки по глубине сварочной ванны относительно положения, выбранного в пределах сварочной ванны. В процессе колебания точки сходимости развертки по глубине сварочной ванны определяют минимальную величину переменной составляющей ионного тока плазмы. Путем автоматического перемещения точки сходимости разиертки по глубине сварочной ванны поддерживают минимальную величину переменной составляющей ионного тока плазмы, а это соответствует оптимальному положению точки сходимости по глубине сварочной ванны,
Устройство для осуществления способа, как показано на фиг.1, содержит электронно-лучевуюпушку1сэлектромагнитными отклоняющими системами 2 и 3, а также генератор 4 круговой развертки. Выходы усилителей 5-8 магнитной развертки соединены с обмотками от- клоняющих систем 2 и 3, а входы электрически связаны с генератором 4 круговой развертки. Выходы сумматоров 9 и 10 подключены к усилителям 6 и 7, питающим обмотки второй отклоняющей системы 3. Выходы аналоговых перемножителей 11 и 12 подключены к усилителям 5. 8 и сумматорам 9 и 10. Также в состав устройства входят коллектор 13 ионного тока плазмы и источник смещения 14, отрицательным полюсом соединенный с коллектором 13. Последовательно соединены преобразователь 15ток- напряжение, амплитудный демодулятор 16, экстрематор 17. Устройство оснащено генератором 18 треугольных колебаний и третьим сумматором 19 с шиной 20 опорного
напряжения Е0. Входы селектора 21 подключены к экстрематору 17 и генератору 18. Аналоговый вход блока коррекции 22 соединен с генератором 18. а импульсные входы
подключены к выходам селектора 21.
Селектор 21 (фиг.З) содержит сдвоенный компаратор 23, триггер Шмита 24, первый 25 и второй 26 логические элементы И-ИЛИ-НЕ.
Блок коррекции 22 (фиг.5) содержит последовательно соединенные два устройства 27 выборки-хранения и сумматор 28.
Электронно-лучевая пушка 1 является источником электронного пучка 29.
В процессе сварки из канала проплавления генерируется ионный ток 30 плазмы, величина переменной составляющей которого характеризует положение точки 31 сходимости развертки по толщине
свариваемого изделия 32. Изменение положения точки 31 сходимости развертки по глубине сварочной ванны осуществляется изменением угла р отклонения электронного пучка 29.
Отклоняющие системы 2 и 3 разнесены
вдоль электрон+ю-оптической оси и обеспечивают преломление пучка на двух уровнях. Обмотками первой и второй отклоняющих систем формируются встречные электромагнитные поля.
Генератор 4 круговой развертки выдает квадратурные сигналы U sinc/л и U cosw t, которые используются для получения круговой сходящейся развертки пучка. При двойном преломлении точка 31 пересечения пучком электронно-оптической оси пушки является точкой сходимости развертки пучка.
Усилители 5-8 магнитной развертки служат для преобразования входного напряжения в ток отклонения. Они выполнены по схеме преобразователей напряжение - ток, что позволяет исключить погрешности, связанные с разбросом параметров при нагреве обмоток отклоняющих систем.
Сумматоры 9. 10 и 19 выполняют функции суммирования входных сигналов. Они выполнены на операционных усилителях. Аналоговые перемножители 11 и 12 выполняют функции управляемых делителей и
служат для амплитудной модуляции гармонических сигналов генератора 4 круговой развертки.
Коллектор 13 служит для регистрации ионного тока 30 плазмы из канала проплавления. Источник 14 смещения и преобразователь 15 ток-напряжение служат для преобразования ионного тока в электрические сигналы. Амплитудный демодулятор 16 и экстрематор 17 служат для выделения огибающей переменной составляющей ионного тока плазмы с последующим выделением экстремальных точек. Экстрематор собран по схеме усилителя с нелинейной отрицательной обратной связью.
Генератор 18 треугольных колебаний служит для колебания точки сходимости развертки по глубине сварочной ванны. Генератор выполнен в виде последовательно соединенных триггера, интегратора и инвертирующего усилителя, охваченных положительной обратной связью.
Шина 20 опорного напряжения Е0 служит для задания начального положения точки 31 сходимости развертки по глубине сварочной ванны.
Селектор 21 вырабатывает импульсные сигналы, временное положение которых соответствует моменту измерения рассогласования и моменту ввода сигнала коррекции в обмотки отклоняющих систем. Селекция указанных сигналов осуществляет подачей на логические элементы 25 и 26 импульсных сигналов с выхода экстремато- ра 17 и подачей сигналов с соответствующих выходов компаратора 23 и триггера 24.
Блок 22 коррекции служит для определения величины и знака сигнала коррекции. Сигнал коррекции формируется путем перезаписи на втором устройстве 27 выборки- хранения сигнала рассогласования, снимаемого с первого устройства 27 выборки-хранения с одновременным суммированием на сумматоре 28. Сигнал коррекции корректирует положение точки сходимости развертки в сварочной ванне.
Способ реализуется устройством, которое функционирует следующим образом.
В процессе работы сварочной пушкой 1 формируется электронный пучок 29, Отклоняющие системы 2 и 3 создают вращающиеся электромагнитные поля, под воздействием которых формируется круговая сходящаяся развертка пучка. Условие сходимости развертки пучка обеспечивается фазовым сдвигом на 180° векторов магнитных полей в идентичных обмотках первой и второй отклоняющих систем 2 и 3, а также превышением величины тока в обмотках второй отклоняющей системы. Это достигается подключением усилителей 6 и 7 магнитной развертки к генератору 4 круговой развертки через сумматоры 9 и 10, которые обеспечивают инвертирование и суммирование сигналов генератора 4 с ам- плитудно-модулированны ми сигналами аналоговых перемножителей 11 и 12,
Начальное положение точки 31 сходимости развертки устанавливается в пределах сварочной ванны опорным
напряжением Е0 снимаемым с шины 20. Опорное напряжение Е0 через сумматор 19 подается на управляющие входы аналоговых перемножителей 11 и 12, с выхода кото- рых снимают сигналы круговой развертки генератора 4, пропорциональные Е0.
Периодическое перемещение точки сходимости по глубине сварочной ванны обеспечивается сигналом треугольной формы F1
0 (фиг.2) генератора 18, Напряжение треугольной формы суммируется на сумматоре 19 с опорным напряжением Ео шины 20 и подается на управляющие входы аналого5 вых перемножителей 11 и 12. Под воздействием суммарного управляющего сигнала осуществляется амплитудная модуляция сигналов круговой развертки генератора 4. Амплитудная модуляция сигналов генерато0 ра 4 круговой развертки приводит к периодическому измерению угла р отклонения, а следовательно, к возвратно-поступательному движению точки 31 сходимости развертки по глубине сварочной ванны.
5В процессе сварки взаимодействие пучка 29 с материалом изделия 32 характеризуется плавлением и испарением металла, а следовательно, ионным током 30 плазмы. Минимальное значение переменной состав0 ляющей ионного тока плазмы характеризует минимальные возмущения в сварочной ванне, что в свою очередь определяет область стабильных гидродинамических процессов. Ионный ток 30 плазмы
5 регистрируется коллектором 13, который подключен к отрицательному полюсу источника 14 смещения, последовательно соединенного с преобразователем 15 ток - напряжение. Так как точка 31 сходимости
0 развертки в процессе сварки периодически перемещается по глубине сварочной ванны под воздействием сигнала F 1 генератора 18 треугольных колебаний, то на выходе преобразователя 15 формируется модулирован5 ный сигнал F 2 переменной составляющей ионного тока плазмы, при этом минимальное значение переменной составляющей соответствует оптимальному положению точки 31 сходимости развертки по глубине
0 сварочной ванны изделия 32.
С выхода преобразователя 15 сигнал F 2 ионного тока поступает на демодулятор 16, где происходит выделение сигнала F 3 огибающей с последующей подачей этого
5 сигнала на экстрематор 17. Функция экстре- матора 17 сводится к формированию импульсов F 4, сременное положение которых соответствует экстремальным значениям огибающей F 3.
Импульсные сигналы F 4 с выхода экс- трематора 17 поступают на вход селектора
21. В селекторе происходит выделение импульсных сигналов Г 5 и F 6, временное положение которых соответствует минимальному значению составляющей ионного тока, а также их разделение на импульсы F 5, соответствующие такту измерения, и импульсы F 6, соответствующие такту коррекции.
На первой вход селектора 21 поступает сигнал F- 1 с генератора 18 треугольных колебаний, а на второй вход поступает импульсная последовательность сигналов F 4 с выходя экстромаюра 17.
В селекторе 21 (фиг.З) сигнал F 1 (фиг.4) генератора 18 подается на входы сдвоенного компаратора 23 и триггера Шмитта 24. На выходе компаратора 23 формируется сигнал F 11, длительность которого определяется допусковыми порогами Ев, Ен. а на выходе триггера 24 формируются сигналы F 12. F 13, длительность которых определяется путем гистерезиса coi пасованный с порогами Ен,
Ен.
Импульсная последовательность F 4 подается на входы логических элементов 25 и 26, два других входа которых связаны с выходом компаратора 23 и триггера 24. Первый логический элемент 25 при подаче на вход сигналов F 4. F 11, F 12 селектирует импульсы F 5, соответствующие такту измерения, а второй логический элемент 26 при подаче на вход сигналов F 4, F 11, F 13 селектирует импульсы F 6. соответствующие такту коррекции. Сигналы F 5 и F 6 с выхода селектора 21 подаются на импульсные оходы блока 22 коррекции.
В блоке 22 (фиг.5) коррекции производится измерение сигнала F 13 рассогласова- ния с последующим формированием сигнала F 7 коррекции. Измерение сигнала рассогласования F: И (фиг.6) производится в момент прихода сигнала F 5 на импульсный вход первого устройства 27выборки-хранения. Измерение производится путем запоминания мгновенного значения напряжения F1, подаваемого на аналоговый вход устройства 27. По приходу сигнала F 6 на импульсный вход второго устройства 27 выборки-хранения происходит формирование сигнала F 7 коррекции. Так как второе устройство выборки-хранения охвачено обратной связью через сумматор 28, то формирование сигнала F 7 коррекции производится суммированием на сумматоре 28 каждого последующего отсчетного значения сигнала F 14 рассогласования с его предыдущим значением.
Сигнал F 7 коррекции поступает на третий сумматор 19 (фиг.1), где суммируется с сигналами F 1 Ео. Суммарный сигнал F8 воздействует на управляющие входы перемножителей 11, 12 и изменяет амплитуду сигналов F 9, F 10 генератора 4 круговой развертки. Изменение амплитуды сигналов F 9.F 10 круговой развертки приводит к
изменению угла отклонения, что в конечном итоге приводит к смещению точки 31 сходимости развертки в направлении ее оптимального положения. Методом последовательного приближения, то есть за
несколько тактов измерения, точка сходимости переместится в свое оптимальное положение. Это положение характеризуется нулевым сигналом рассогласования и минимальным значением в этой точке переменной составляющей ионного тока 30 плазмы. Введение в устройство коллектора ионного тока, источника смещения и преобразователя ток-напряжение позволяет вести измерения переменной составляющей ионного тока плазмы. Введение селектора, блока коррекции, генератора треугольных колебаний и третьего сумматора позволяет автоматически перемещать точку сходимости развертки на оптимальную глубину, минимизируя переменную составляющую ионного тока плазмы.
Реализация способа осуществлялась на электронно-лучевой аппаратуре типа ЭЛА 60/60 с помощью устройства, выполненного на основе схемы, приведенной на фиг.1. Способ и устройство для его осуществления были опробованы при сварке кольцевых стыков марок 10ХСНД, 15ХГНМФ. 24Х2НМФА толщиной 60-120 мм. Сварка
производилась на режимах: ускоряющее напряжение 60 кВ, ток сварки 350-800 мА, скорость сварки 3,5-9 м/ч, диаметр круговой развертки луча 0,8-1,2 мм, частота локальной развертки f 660-1100 Гц.
Механические испытания и металлографические исследования продольных и попе- речных шлифов сварных соединений показали, что качество швов в соединениях соответствует требованиям технических условий. В корневой части шва устранены несплавления и раковины, а в металле шва предотвращены трещины, усадочные раковины и поры.
Измерением сигнала рассогласования
по минимальной величине ионного тока плазмы обеспечивают саморегулирование положения точки сходимости по глубине сварочной ванны. При этом стабилизируются гидродинамические процессы, протекающие в сварочной ванне, эффективно подавляются выбросы плазмы из канала проплавления. Это приводит к снижению дефектов в литой зоне, а следовательно, повышению качества сварных соединений.
Настоящее техническое решение повышает стабильность формирования шва и улучшает качество сварных соединений путем сглаживания возмущений в канале про- плавления, устранения корневых дефектов за счет поддержания увеличенного радиуса корневой части канала проплавления.
Формула изобретения
1.Способ электронно-лучевой сварки, при котором осуществляют круговую сходящуюся развертку двухпреломленного электронного пучка с колебанием по глубине сварочной ванны точки сходимости развертки, отличающийся тем, что, с целью повышения качества сварных соединений путем стабилизации гидродинамических процессов в сварочной ванне, в процессе сварки измеряют величину переменной составляющей ионного тока плазмы, а положение точки сходимости развертки по глубине сварочной ванны устанавливают по минимальной величине переменной составляющей ионного тока плазмы.
2.Устройство для электронно-лучевой сварки, содержащее электронно-лучевую пушку с двумя отклоняющими системами, расположенными вдоль электронно-оптической оси пушки на двух уровнях, генератор круговой развертки, амплитудный демодулятор, четыре усилителя магнитной развертки, выходы которых соединены с обмотками отклоняющих систем, а входы электрически связаны с генератором круговой развертки, входы двух магнитных усили- телей первой отклоняющей системы соединены с генератором через аналоговые перемножители, а входы двух магнитных усилителей второй отклоняющей системы соединены с генератором через два суммирующих усилителя, отличающееся тем, что в устройство дополнительно введены коллектор ионного тока плазмы, источник смещения, преобразователь ток-напряжение, вход которого соединен с коллектором. а выход подключен к амплитудному демодулятору, шина смещения, третий сумматор, первый вход которого соединен с шиной
смещения, экстрематор, селектор, блок коррекции, генератор треугольных колебаний, выход которого подключен к аналоговому входу блока коррекции, второму входу третьего сумматора и первому входу селектора, второй вход которого соединен с выходом экстрематора, вход которого подключен к выходу амплитудного демодулятора, при этом выходы селектора подключены к импульсным входам блока коррекции, выход которого соединен с третьим входом третьего сумматора, выход которого соединен с управляющими входами аналоговых перемножителей.
3. Устройство по п.2, отличающее- с я тем, что селектор выполнен в виде электрически связанных между собой сдвоенного компаратора, триггера Шмитта и двух логических элементов И-ИЛИ-НЕ, при этом
входы компаратора и триггера Шмитта обь- единены и подключены к выходу генератора треугольных колебаний, входы первого логического элемента подключены к выходу компаратора, неинвертирующему выходу
триггера Шмитта и выходу экстрематора, входы второго логического элемента подключены к выходу компаратора, инвертирующему выходу триггера Шмитта и выходу экстрематора, при этом выходы логических
элементов подключены к импульсным входам блока коррекции.
4. Устройство по п.2, отличающее- с я тем, что блок коррекции выполнен в виде последовательно соединенных сумматора и
двух устройств выборки-хранения, при этом импульсный вход первого устройства выборки подключен к выходу первого логического элемента селектора, а импульсный вход второго устройства выборки подключен к выходу второго логического элемента селектора, аналоговый вход первого устройства выборки подключен к выходу генератора треугольных колебаний, а выход соединен через сумматор с аналоговым входом второго устройства выборки, выход которого подключен к второму входу сумматора.
Гахтиз- Гактюр- мгрения рехцу
pi A
F9fto
Щи. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1442348A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2071401C1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Способ управления электронно-лучевой сваркой и устройство для его осуществления | 1987 |
|
SU1450943A1 |
| Способ управления фокусировкой электронного пучка | 1988 |
|
SU1540985A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1750892A1 |
| СПОСОБ АДАПТИВНОГО КОНТРОЛЯ ФОКУСИРОВКИ СВАРОЧНОГО ЭЛЕКТРОННОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012463C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1659183A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |


Изобретение относится к электронно-лучевой сварке с двойным преломлением и круговой разверткой электронного пучка и предназначено для сварки изделий больших и средних толщин с глубоким проплавлением. Цель изобретения - повышение качества сварных соединений путем стабилизации гидродинамических процессов в сварочной ванне. Формируют круговую сходящуюся развертку пучка 29 путем его двойного преломления и осуществляют колебания точки 31 сходимости развертки по глубине сварочной ванны. В процессе сварки перемещением точки 31 поддерживают минимальную величину переменной составляющей ионного тока 30 плазмы. Введение в устройство коллектора 13 ионного тока 30, источника 14 смещения и преобразователя 15 ток - напряжение позволяет вести измерения переменной составляющей ионного тока 30 плазмы. Введение селектора 21, блока 22 коррекции, генератора 18 треугольных колебаний и третьего сумматора 19 позволяет автоматически перемещать точку 31 сходимости развертки по глубине сварочной ванны. При этом повышается стабильность формирования шва. 2 с. и 2 з.п.ф-лы, 6 ил.
Ft
Ј8
1
23
fff
25
fS
ff2 ffj
261
H6
F11
Pil
FU
Fit
F5
F6
Фиг.5
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1442348A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
