Изобретение относится к оборудованию прокатных станов или машин непрерывного литья заготовок, в част-. нести к устройствам пакетирования проката или литых заготовок за холодильником.
Цель изобретения - повьшение надежности пакетирования, а также долговечности рабочих поверхностей реек .за счет уменьшения пути треиия проката о рейки при пакетировании.
На фиг. 1 изображена кинематическая схема предлагаемого устройства5 на фиг„ 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг„ 4 - траектории точек рабочей поверхности реек и график распределения величины шагов t перемещения проката по длине линеек (х - текущая координата).
Устройство для пакетирования проката содержит стационарные линейки I длиной L, чередующиеся с ними подвижные рейки 2, имеющие опорные площадки 3, взаимодействующие с роликами 4. Последние установлены на эксцентриковых втулках 5, имеющих эксцентриситет е и закрепленных на ва.тгу 6, снабженном электроприводом 7. Концы реек 2 шарнирно связаны с плечами г Г-об- разных рычагов 8, плечи г которых связаны с тягами 9. Плечи Г-образно- го рычага г , г, составляют угол oi. Тяги 9 шарнирно связаны с эксцентриковыми втулками 5. Устройство снабжено выдвижными упорами 10, дозирующими число штук проката I1 в пакете (привод упоров 10 не показан). К устройству примыкает холодильник с линейками 12.
Устройство работает следующим образом.
В исходном положении уровень выдвижных упоров 10 ниже уровня стационарных линеек 1.Проект.11 поступает с линеек 12 холодильника„При вращении вала 6 тяги 9 сообщают качательное движение Г-образным рычагам 8, которые, в свою очередь, передают движение концам реек 2. Вертикальное перемещение противоположных концов реек обеспечивается роликами 4. Таким образом, рейки 2 совершают плоское движение, осуществляя шаговое пе- 55 и эксцентриситет и при одинаковой
ремещение проката вдоль линеек 1. После того, как в зону пакетирования поступит требуемое число щтук проката II, вьщвижные упоры 10 подни
0
5
0
5
0
5
0
5
маются, отсекая вновь поступающие штуки 11. После уплотнения пакета он убирается ..краном. Предлагаемая кинематическая схема обеспечивает различную форму траектории рабочей поверхности рейки на различных участках (фиг. 4), благодаря чему достигается переменный по .щтине линейки шаг перекладки t. В зоне поступления проката эта форма имеет вид, близкий к окружности, что позволяет получить в этой зоне максималыЛ)й шаг перекладки. При этом обеспечивается максимальное расстояние между штуками, что необходимо для надежной работы счетных устройств и выдвижных упоров 10.За упорами траектория приобретает все более выраженную серповидную форму. Шаг при этом сначала уменьшается резко, а затем продолжает уменьшаться приблизительно по линейному закону, обеспечивая группирование проката. Изменение длины шага не связано с уменьшением, высоты подъема проката над линейками .: Это гарантирует надежную работу устройства при искривленном прокате.. На всех участках горизонтальная составляющая скорости во время переноса проката рейками направления не меняет. При этом обеспечивается отсутствие частичного разуплотнения уже набранной части пакета, уменьшается путь трения проката о рейки.
Использование предлагаемого уст-, ройства позволяет повысить долговеч- . . ность рабочих поверхностей реек и снизить энергозатраты при пакетировании за счет уменьшения пути трения проката о рейки. Плавное уменьшение скорости в зоне пакетирования позволяет достичь уплотнения пакета почти одновременно по всей его шири- не.
Например, если взять механизм со следующими параметрами:
г, (70°, где L - дпина линеек; е - эксцентриситет; г 5 г - плечи Г-образного рычага; о - угол между плечами Г-образного рычага, то по сравнению с прототипом, имеющим такую же длину линеек
скорости вращения приводного вала и размере пакета, потери на трение в предлагаемом устройстве меньше в два раза.
Формула изобретения
Устройство для пакетирования сортового проката, содержащее стационарные линейки и чередующиеся с ними подвижные рейки, имеющие на одном из концов опорные площадки, взаимодействующие с роликами, приводной вал с закрепленными на нём эксцентриковыми втулками, установленный со стороны подачи проката, отличающееся тем, что, с целью повышения надежности пакетирования, а также долговечности рабочих поверх
костей реек за счет уменьшения пути трения проката о рейки, ролики выполнены полыми и установлены на эксцентриковых втулках, а устройство снабжено стационарно установленными Г- образными рычагами и тягами, при этом одно плечо каждого Г-образного рычага шарнирно связано со свободным концом соответствующей подвижной рейки, а другое плечо того же рычага шарнирно связано с тягой, другой конец которой шарнирно соединен с эксцентриковой втулкой.
/t-/}
11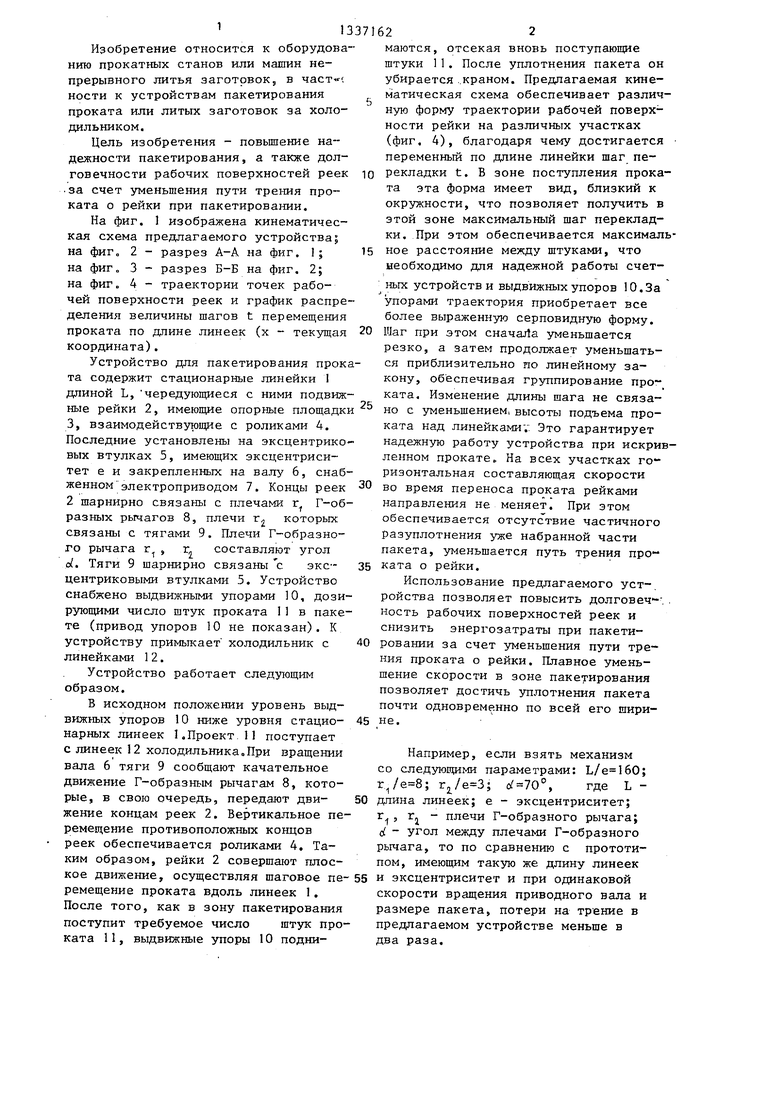
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакетирующее устройство | 1985 |
|
SU1279696A1 |
| Реечный холодильник проката | 1989 |
|
SU1660781A1 |
| Реечный холодильник сортового проката | 1988 |
|
SU1627297A1 |
| Холодильник прокатного стана | 1983 |
|
SU1122390A1 |
| Реечный холодильник сортового проката | 1985 |
|
SU1311803A1 |
| Реечный холодильник для проката | 1984 |
|
SU1301505A1 |
| РЕЕЧНЫЙ ШАГАЮЩИЙ ХОЛОДИЛЬНИК ПРОКАТА | 1994 |
|
RU2090279C1 |
| Реечный шагающий холодильник проката | 1987 |
|
SU1465145A1 |
| Реечный холодильник | 1984 |
|
SU1228934A1 |
| Разгрузочное устройство холодильника | 1984 |
|
SU1196059A1 |

Изобретение относится к оборудованию прокатных станов или машин непрерывного литья заготовок,, в частности к устройствам пакетирования проката или литых заготовок за холодильником. Цель изобретения - повышение надежности пакетирования, а также долговечности рабочих поверхностей реек за счет уменьшения пути трения проката о рейки при пакетировании. Подвижные рейки 2, двигаясь по замкнутой траектории, перемещают прокат 11 на неподвижных линейках, одновременно пакетируя его. Кинематическая схема механизма перемещения реек 2 выполнена таким образом, что одним концом 3 рейка свободно опирается на эксцентриковую втулку 5, а другим концом связана с Г-образ- ным рычагом 8, причем втулка 5 и рычаг 8 соединены общей тягой 9. Такая схема обеспечивает оптимальную траекторию движения рейки на разных участках по длине, так что вертикальная составляющая перемещения рейки примерно сохраняет свою величину, а горизонтальная составляющая уменьшается по ходу перемещения проката. Это соответствует закону перемещения про ката в процессе пакетирования, а следовательно, уменьшает перемещение проката относительно реек и их износ. Одновременно повьшзается надежность сплачивания пакета. 4 ил. И (Л со оо О5 ГС Фиг.г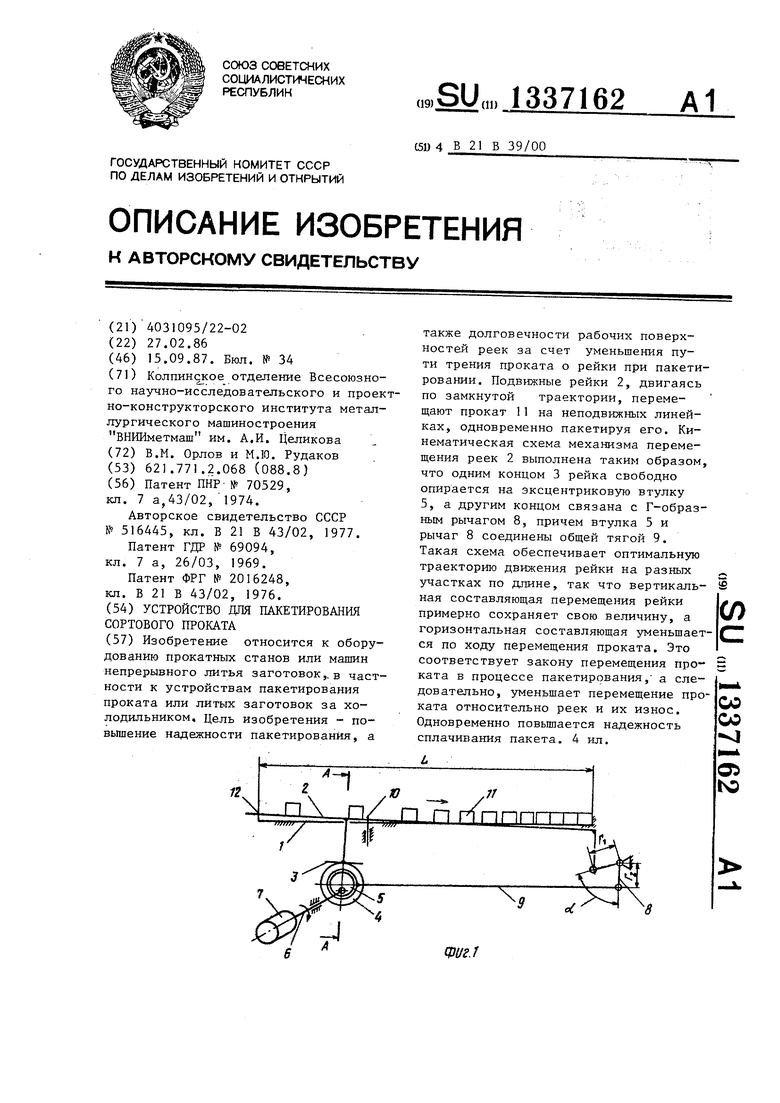
Т
Q3UZ.Z
I
yptyoP if c/TKfcft/o/fcfp //А/дг
:Q
jsV-V
L
фигЛ
| Безударный железнодорожный стык | 1946 |
|
SU70529A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для перемещения заготовок | 1974 |
|
SU516445A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ПРИБОР ДЛЯ ОРИЕНТИРОВАНИЯ ОТКЛОНЯЮЩЕГО ИНСТРУМЕНТА ПРИ НАКЛОННОМ БУРЕНИИ СКВАЖИН | 1946 |
|
SU69094A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| ЦЕНТРОБЕЖНЫЙ КОНСОЛЬНЫЙ НАСОС | 1991 |
|
RU2016248C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
