Изобретение относится к об.тасти металлургического производства и может быть использовано для равномерного ускоренного охлаждения сортового проката, литых и катаных заготовок преимущественно квадратного сечения.
Целью изобретения является снижение энергоемкости холодильника и повышение плавности транспортировки и кантовки проката.
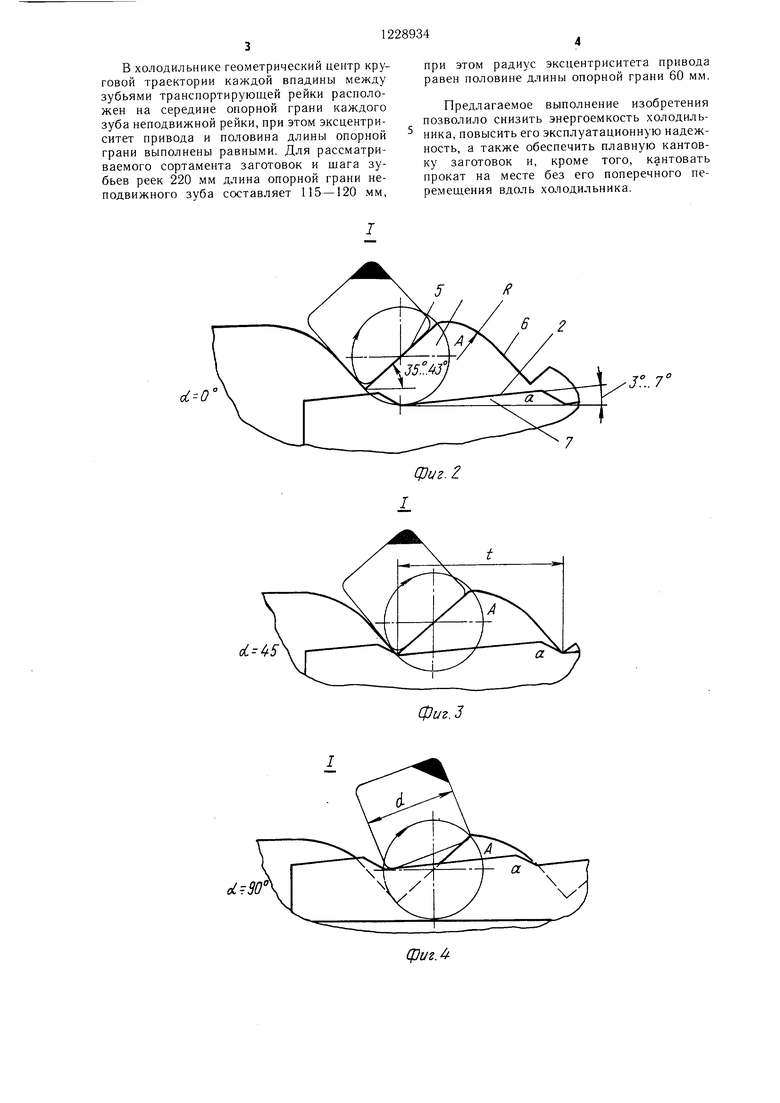
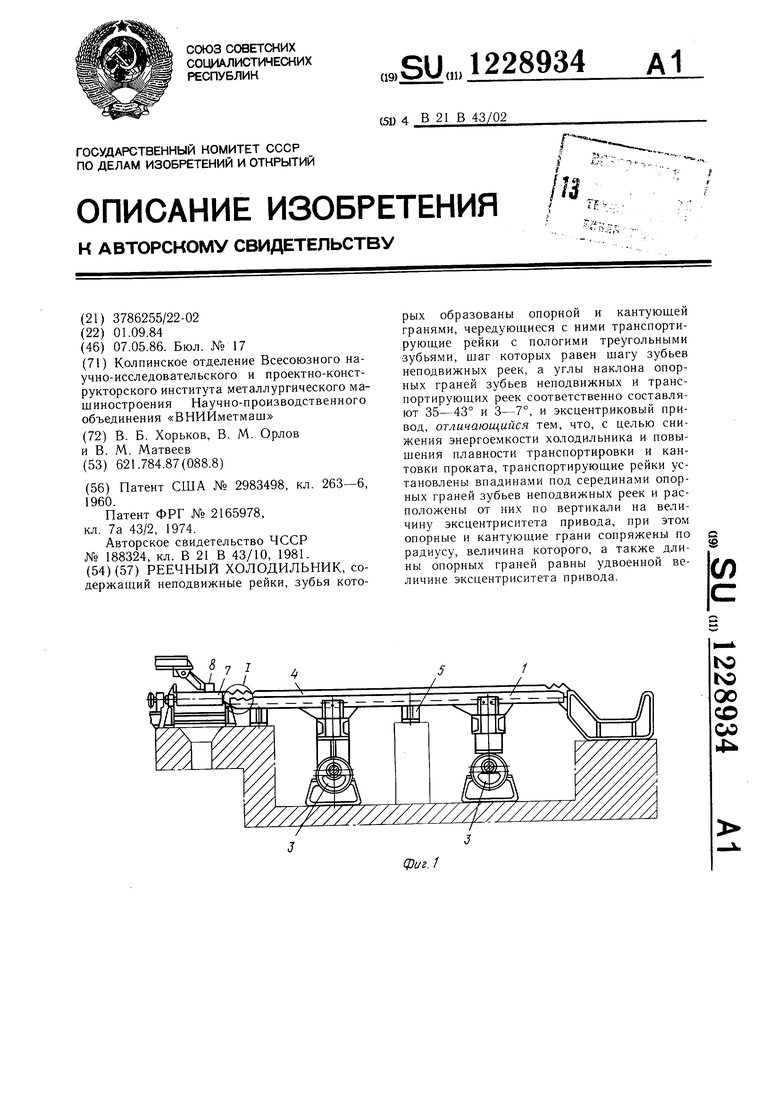
На фиг. 1 - холодильник, вид сбоку; на фиг. 2-9 - узел I на фиг. I, изображающий профили зубьев неподвижных и транспортирующих реек и их относительное положение при перемещении проката на один щаг с одновременной кантовкой на 90°.
Реечный холодильник содержит транспортирующие рейки 1 с пологими треугольными зубьями, наклон опорных граней 2 которых относительно горизонтали находится в пределах 3-7°, их эксцентриковый привод 3, неподвижные рейки 4 с зубьями, образованными наклонными опорными гранями 5 длиной, равной удвоенной величине эксцентриситета привода, с углом наклона onopiibix граней этих зубьев относительно горизонтали, равным 35-43 и кантующими г рапями 6, сопрягающимися по радиусу R, равному удвоенному эксцентриситету привода.
Заготовки передают на холодильник с рольганга 7 сталкивателем 8.
Реечный холодильник работает следующим образом.
Заготовки, последовательно поступаюп,ие по )ольгангу 7, останавливаются против fio- ля холодильника и сталкивателем 8 смещаются с рольганга в первую впадину неподвижных реек 4.
Транспортирующие рейки 1 в момент загрузки холодильника устапов.лены таким образом, что впадины между зубьями расположены под середипа.ми опорных граней 5 неподвижных реек 4 и удалены от них по вертикали на величину эксцентриситета привода.
Для 11а1 лядности зубья неподвижной рейки обозначены А, Б, зубья транспорти- руюп1,ей рейки - а, б.
После сталкивания заготовки во впадину перед первым зубом неподвижной рейки подается команда на включение эксцентрикового привода 3 транспортирующих реек, которые начинают двигаться по круговой траектории в направлении движения часовой стрелки, при этом г-рань заготовки располагается во впадине перед первым зубом транспортирующей рейки 1 (фиг. 3 и 4) и при повороте вала эксцентрикового привода 3 на 180° (фиг. 5) происходит подъем заготовки над первым зубом Л неподвижной рейки 4 с одновременной ее кантовкой на угол, примерно, равный 45°. При дальнейщем движении транспортирующей |)ейки 1 по круговой траектории происходит опускание заготовки с одновремепной
0
5
0
5
0
5
0
5
дальнейщей ее кантовкой до угла 90° (фиг. 8 и 9).
Таким образом, после полного оборота вала эксцентрикового привода заготовка перемещается на один щаг между зубьями неподвижных реек и одновременно поворачивается вокруг продольной оси на 90°.
При опускании заготовки (фиг. 6) ее грань совмеп ается с вершиной зуба неподвижной рейки и центр тяжести проката гарантированно располагается над кантующей гранью 6. Поэтому кантовка заготовки осуществляется стабильно и плавно путем ее обкатки по радиусу сопряжения опорной 5 и кантующей граней 6 зубьев неподвижных реек.
Благодаря тому, что гео.метрический центр круговой траектории каждой впадины между зубьями транспортирующей рейки расположен на середине огюрной грани каждого неподвижного зуба и величина эксцентриситета привода равна половине длины опорной грани, достигаются наименьщая величина круговой траектории и надежная транспортировка и кантовка проката. Опорная грань в этом случае является диаметральной линией круговой траектории, поэтому при повороте вала привода на угол, примерно равпый 225°, происходят совмещение грани заготовки с верщиной зуба неподвижной рейки и гарантированный перенос центра тяжести проката через зуба, что обуславливает надежную и четкую кантовку проката при каждом его поперечном щаговом перемещении.
При реЕзерсировании привода и движении транспортирующих реек против хода часовой стрелки осуществляется кантовка проката на месте без его поперечного перемещения вдоль холоди.;1ьника. Это свойство весьма необходи- .мо при сбое ритма загрузки холодильника или задержже поступления заготовок. Благодаря постоянной кантовке па месте достигается равномерное ускоренное охлаждение проката при максимальном использовании холодильника.
Величина шага зубьев реек кантующего холодильника при охлаждении проката квадратного сечения должна превышать величину диаг онали квадрата. Например, для заготовок сечением 125 125 мм и 150
150 м.м, в основном отливаемых на МНЛЗ, минимальный шаг зубьев реек холодильника составляет 220 мм.
При прохождении круговой траектории впадины .между зубьями подвижных реек через впадины между зубьями неподвижных реек и уступы при вершине следующих зубьев, как это и.меет место в известно,м устройстве, диаметр траектории равен примерно полутора щагам зубьев, т.е. 330 мм. Радиус эксцентриситета привода в этом случае составляет 165 мм.
В холодильнике геометрический центр круговой траектории каждой впадины между зубьями транспортирующей рейки расположен на середине опорной грани каждого зуба неподвижной рейки, при этом эксцентриситет привода и половина длины опорной грани выполнены равными. Для рассматриваемого сортамента заготовок и шага зубьев реек 220 мм длина опорной грани неподвижного зуба составляет мм,
при этом радиус эксцентриситета привода равен половине длины опорной грани 60 мм.
Предлагаемое выполнение изобретения позволило снизить энергоемкость холодильника, повысить его эксплуатационную надежность, а также обеспечить плавную кантовку заготовок и, кроме того, кантовать прокат на месте без его поперечного перемещения вдоль холодильника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантующий холодильник для прямоугольного проката | 1986 |
|
SU1389896A1 |
| Реечный холодильник прокатного стана | 1984 |
|
SU1235584A1 |
| Кантующий реечный холодильник проката | 1984 |
|
SU1225635A1 |
| Реечный холодильник сортового проката | 1985 |
|
SU1311803A1 |
| Реечный шагающий холодильник проката | 1987 |
|
SU1465145A1 |
| Реечный холодильник для проката | 1984 |
|
SU1301505A1 |
| Устройство для поперечного перемещения длинномерного проката | 1990 |
|
SU1731323A1 |
| Холодильник прокатного стана | 1983 |
|
SU1122390A1 |
| Устройство для поштучной разборки пакета проката | 1981 |
|
SU1031550A1 |
| РЕЕЧНЫЙ ШАГАЮЩИЙ ХОЛОДИЛЬНИК ПРОКАТА | 1994 |
|
RU2090279C1 |

d--0
R
7
фиг. 2
(
Фиг.З
фиг.
j.--m
Уd--2Z5
Фиг.5
Фиг.В
d 360
фиг. 9
| Патент США № 2983498, кл | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОДЕРЖАЩИХ ЛИГНИН ПОЛИМЕРОВ, ЛИГНИНСОДЕРЖАЩИЕ ПОЛИМЕРЫ | 1994 |
|
RU2165978C2 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| МАГНИТНЫЙ ЗАМОК | 0 |
|
SU188324A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
