11279696
Изобретение относится к оборудованию прокатных станов или машин непрерывного литья заготовок, в частности к устройствам пакетирования проката или литых заготовок, например, за холодильниками.
Цель изобретения - уменьшение габаритов устройства и упрощение конструкции
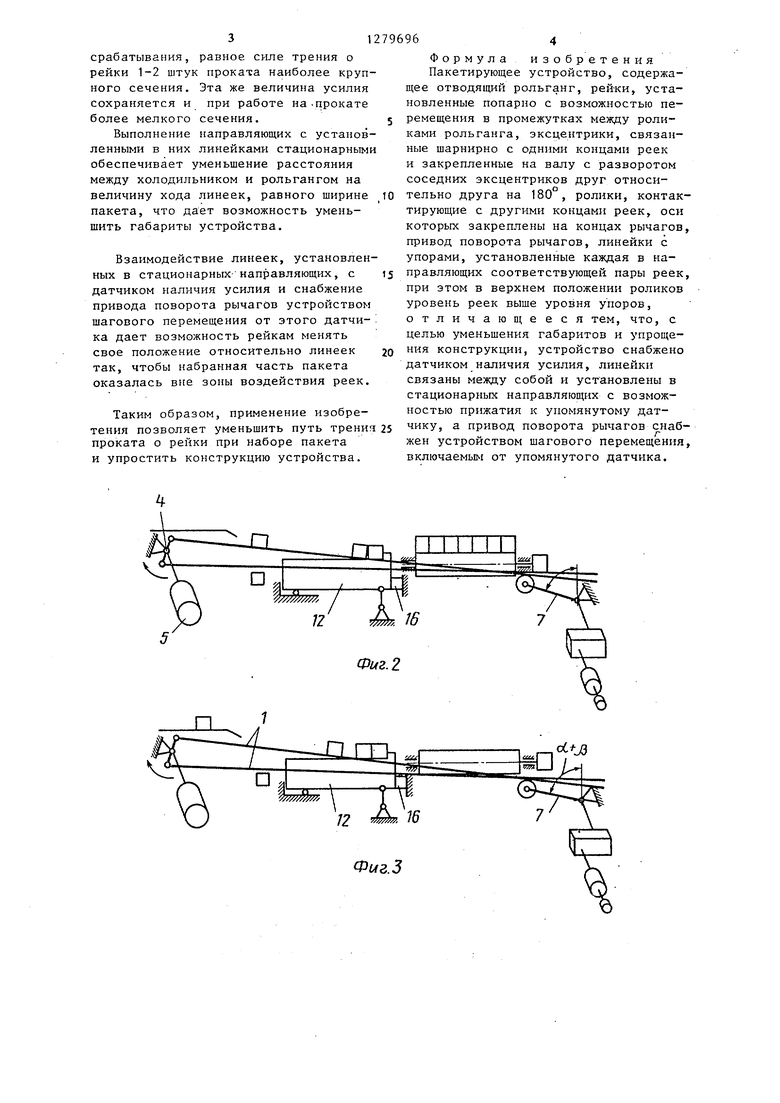
В исходном положении ролики 6 находятся в верхнем положении (фиг,1). Перед набором очередного пакета рычаги 7 поворачиваются на угол об (фиг.2). Ролики 6 при этом опускаются, рейки 1 наклоняются, ранее набранный пакет опускается на рольганг 2 и отводится им. Упоры 13 выходят за уровень реек 1, отсекая поступаюНа фиг.1 изображена кинематическая О щий с холодильника 21 прокат 20. При схема устройства (перед началом набо- этом на упоры 13 действует усилие ра пакета); на фиг.2 - то же, в момент подачи датчиком сигнала на шаговое перемещение привода поворота рычагов; на фиг.З - то же, после поворота рычагов на угловой шаг; на фиг.4 - схема включения привода поворота рычагов.
трения проката с рейки. Оно тем боль ше, чем больше вес проката, лежащего на рейках перед упором. Это усилие воспринимается датчиком 16 наличия усилия. При достижении этим усилием
определенной величины датчик 16 наличия усилия посредством реле 17 замыкает цепь включения двигателя 9,
Пакетирующее устройство.включает рейки 1, установленные в промежутках между роликами рольганга 2. Каждая рейка одним концом шарнирно связана с эксцентриком 3, закрепленным на валу 4, снабженном приводом 5. Эксцентрики каждой пары реек развернуты друг относительно друга на 180 . Дру После этого двигатель 9 отключается счетчиком 19 оборотов посредством реле 18. Усилие действия проката на упор при этом уменьшается, а по мере подхода новых штук проката в набираемый пакет вновь возрастает. При достижении этим усилием определенной величины двигатель 9 вновь поворачивает рычаги 7 на угловой шаг и т.д. После того, как через зону счетчика
30
гим концом каждая рейка оперта на ролик 6, ось которого закреплена на конце рычага 7. Рычаги 7 установлены на валу 8, снабженном приводом, состоящим из двигателя 9 и редуктора 10 У каждой пары реек установлена в направляющих 11 линейка 12 с упором 13.
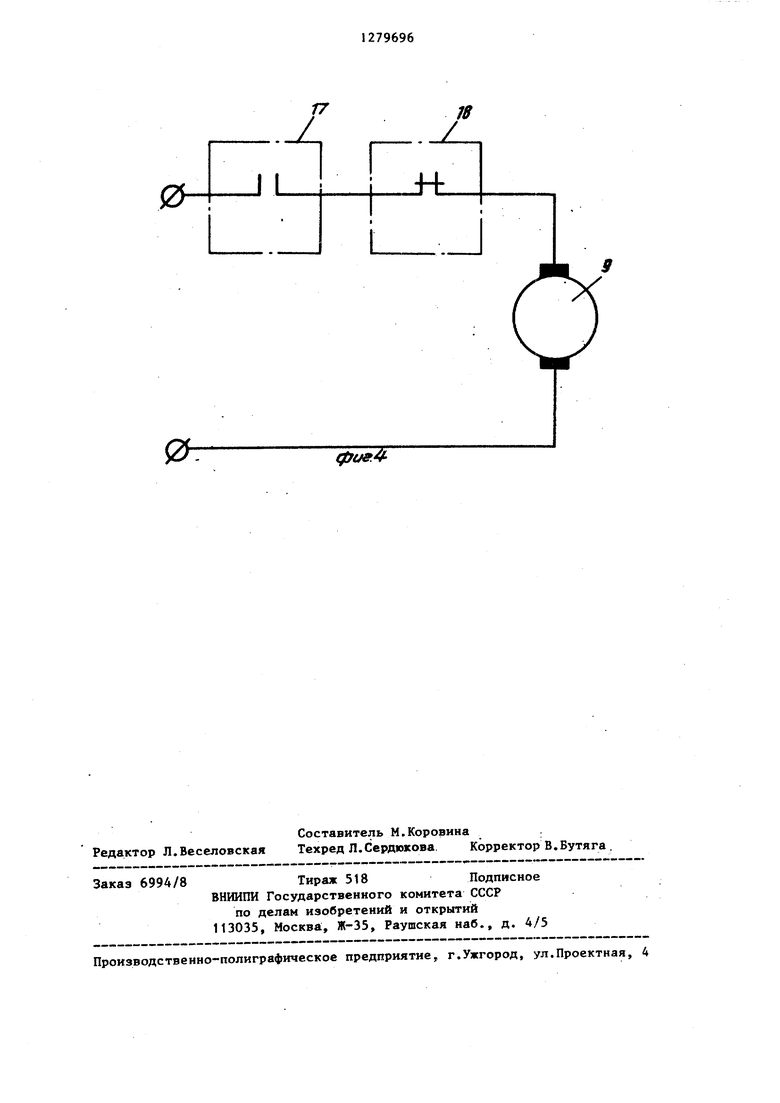
Линейка 12 шарнирно связана со звень- 22 штук проката пройдет требуемое ями 14, жестко закрепленными на общем число штук, механ;дзм возвращается валу 15, что обеспечивает синхронность их перемещения. Одна из линеек взаимодействует торцовой поверхностью с датчиком 16 наличия усилия. Привод /jO поворота; рычагов снабжен устройством шагового перемещения, включаемым от датчика 16 наличия усилия. Это устройство содержит реле 17, действующее от датчика 16 наличия усилия и реле 18, действующее от счетчика 19 оборотов, связанного с двигателем 9. Счтечик 19 служит для дозировки количества оборотов двигателя 9 при повороте рычагов 7 на один шаг. Штуки Q действует с конечным выключателем, проката 20 подаются на рейки пакети- который при замыкании В1слючает двига- рующего устройства с холодильника 21. тель 9 на определенное число оборо- Для дозировки количества штук в паке- тов. Возможны также конструкции дат- те служит счетчик 22 штук проката, чика наличия усилия, аналогичные установленный за холодильником 21 „ конструкциям месдоз. Величина усилия,
при которой срабатывает датчик 16, зависит от величины подпора, необходимого для плотного формирования пакета. Датчик 16 настраивают на усилиев исходное положение и набранный пакет транспортируется- к рольгангу 2.
Устройство для шагового перемещения привода может быть выполнено электрическим, гидравлическим или пневматическим.
В электрическом устройстве датчик 45 усилия выполнен в виде пружины и конечного выключателя. Под действием УСИЛИЯ со стороны проката линейка сжимает пружину и при определенной величине деформации пружины взаимоперед линейками 12.
Устройство работает следующим образом.
В исходном положении ролики 6 находятся в верхнем положении (фиг,1). Перед набором очередного пакета рычаги 7 поворачиваются на угол об (фиг.2). Ролики 6 при этом опускаются, рейки 1 наклоняются, ранее нащий с холодильника 21 прокат 20. При этом на упоры 13 действует усилие
трения проката с рейки. Оно тем больше, чем больше вес проката, лежащего на рейках перед упором. Это усилие воспринимается датчиком 16 наличия усилия. При достижении этим усилием
щий с холодильника 21 прокат 20. При этом на упоры 13 действует усилие
определенной величины датчик 16 наличия усилия посредством реле 17 замыкает цепь включения двигателя 9,
который поворачивает рычаги 7 дополнительно на. угол о (фиг.З). Угол наклона реек 1 увеличивается, и прокат, сгруппированный перед упорами 13, оказывается вне зоны действия реек.
После этого двигатель 9 отключается счетчиком 19 оборотов посредством реле 18. Усилие действия проката на упор при этом уменьшается, а по мере подхода новых штук проката в набираемый пакет вновь возрастает. При достижении этим усилием определенной величины двигатель 9 вновь поворачивает рычаги 7 на угловой шаг и т.д. После того, как через зону счетчика
22 штук проката пройдет требуемое число штук, механ;дзм возвращается действует с конечным выключателем, который при замыкании В1слючает двига- тель 9 на определенное число оборо- тов. Возможны также конструкции дат- чика наличия усилия, аналогичные конструкциям месдоз. Величина усилия,
в исходное положение и набранный пакет транспортируется- к рольгангу 2.
Устройство для шагового перемещения привода может быть выполнено электрическим, гидравлическим или пневматическим.
22 штук проката пройдет требуемое число штук, механ;дзм возвращается /jO Q действует с конечным выключателем, который при замыкании В1слючает двига тель 9 на определенное число оборо- тов. Возможны также конструкции дат- чика наличия усилия, аналогичные „ конструкциям месдоз. Величина усилия
В электрическом устройстве датчик 45 усилия выполнен в виде пружины и конечного выключателя. Под действием УСИЛИЯ со стороны проката линейка сжимает пружину и при определенной величине деформации пружины взаимо31279696
равное, силе трения о проката наиболее крупЭта же величина усилия при работе на .прокате сечения.5
направляющих с установлинейками стационарными меньшение расстояния ником и рольгангом на линеек, равного ширине 10 ет возможность уменьустройства.
ще но ре ка ны и со те
ти ко пр уп пр пр ур о це ни да св ст но чи же вк
Взаимодействие линеек, установленных в стационарных направляющих, с датчиком наличия усилия и снабжение привода поворота рычагов устройством шагового перемещения от этого датчика дает возможность рейкам менять свое положение относительно линеек так, чтобы набранная часть пакета оказалась вне зоны воздействия реек.
Таким образом, применение изобретения позволяет уменьшить путь трения проката о рейки при наборе пакета и упростить конструкцию устройства.
Формула изобретения Пакетирующее устройство, содержащее отводящий рольганг, рейки, установленные попарно с возможностью перемещения в промежутках между роликами рольганга, эксцентрики, связанные шарнирно с одними концами реек и закрепленные на валу с разворотом соседних эксцентриков друг относительно друга на 180°, ролики, контаку WJiilf n у
тирующие с другими концами реек, оси которых закреплены на концах рычагов привод поворота рычагов, линейки с упорами, установленные каждая в направляющих соответствующей пары реек при этом в верхнем положении роликов уровень реек выше уровня упоров, отличающееся тем, что, с целью уменьшения габаритов и упрощения конструкции, устройство снабжено датчиком наличия усилия, линейки связаны между собой и установлены в стационарных направляющих с возможностью прижатия к упомянутому датчику, а привод поворота рычагов снабжен устройством шагового перемещения включаемым от упомянутого датчика.
Фиг.З
0
ф1/9.
IB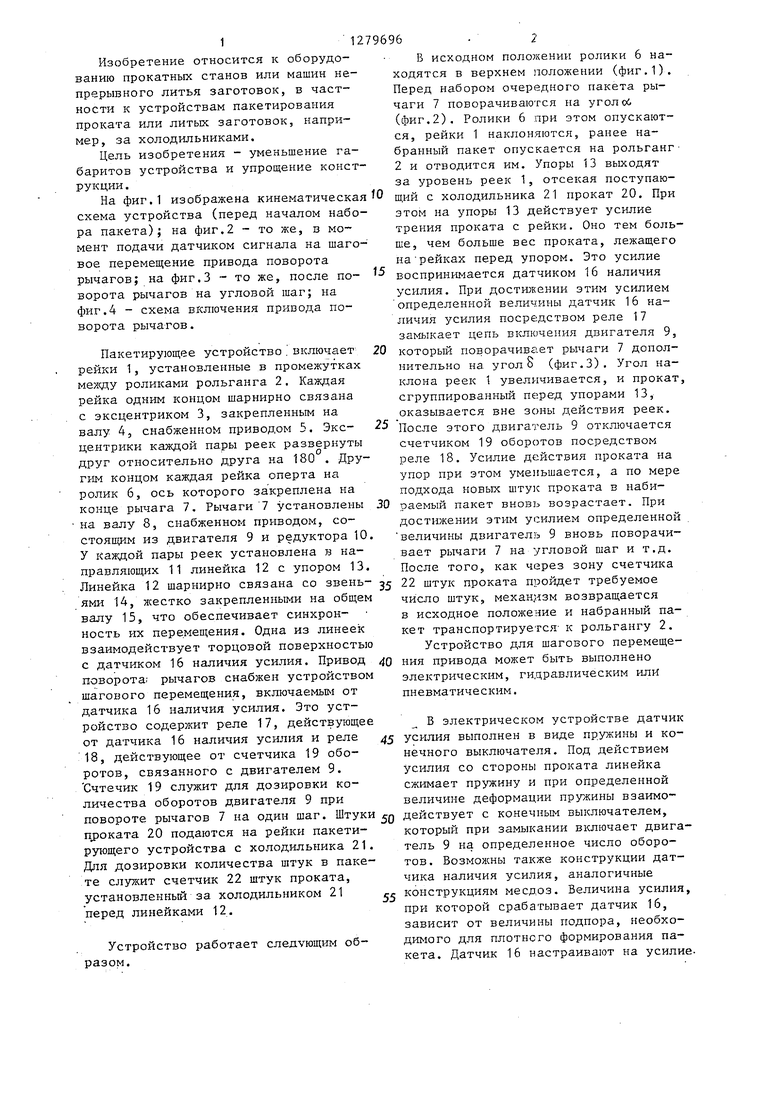
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пакетирования сортового проката | 1986 |
|
SU1337162A1 |
| Пакетирующий стол | 1981 |
|
SU1026877A1 |
| Разгрузочное устройство холодильника | 1984 |
|
SU1196059A1 |
| МАШИНА ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1969 |
|
SU241374A1 |
| Пакетирующий рольганг | 1979 |
|
SU869893A1 |
| Устройство для клеймения труб | 1975 |
|
SU538759A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ПРОКАТА | 1998 |
|
RU2129928C1 |
| Кантователь прямоугольного проката | 1980 |
|
SU933152A1 |
| Шагающий реечный холодильник для проката | 1991 |
|
SU1821256A1 |
| Реечный холодильник прокатного стана | 1984 |
|
SU1235584A1 |
Изобретение относится к области прокатного производства и может быть использовано на участках пакетирова- ния проката или литых заготовок, например, за холодильником. Цель изобретения - уменьшение габаритов и упрощение конструкции. Для этого направляющие 11 связанных между собой линеек 12 выполнены фрикционными, одна из линеек взаимодействует с датчиком 16 наличия усилия, а привод поворота рычагов 7 снабжен устройст J 21 J 20 I П / А г вом шагового перемещения. Пакетирующее устройство содержит подвижные рейки 1, контактирующие с роликами 6, закрепленными на концах рычагов. На линейках выполнены упоры 13. В исходном положении ролики находятся вверху. Перед набором пакета ролики, поворачиваясь на угол, опускают подвижные рейки, выводя упоры за их уровень так, что отсекается поступающий с холодильника прокат. При этом на упоры действует усилие трения, воспринимаемое датчиком наличия усилия. При превьппении этого усилия ВКЛЮ- чается устройство шагового пермещенйя и замыкается цепь включения двигателя. Рычаги, поворачиваяь дополнительно на угол, наклоняют подвижные рейки, и прокат окажется вне их зоны. При отключении двигателя усилие действия проката на упор уменьшается, а по мере поступления новых штук вновь увеличивается. После того, как через зону счетчика пройдет требуемое число штук, устройство возвращается в исходное положение. 2 ип. i (Л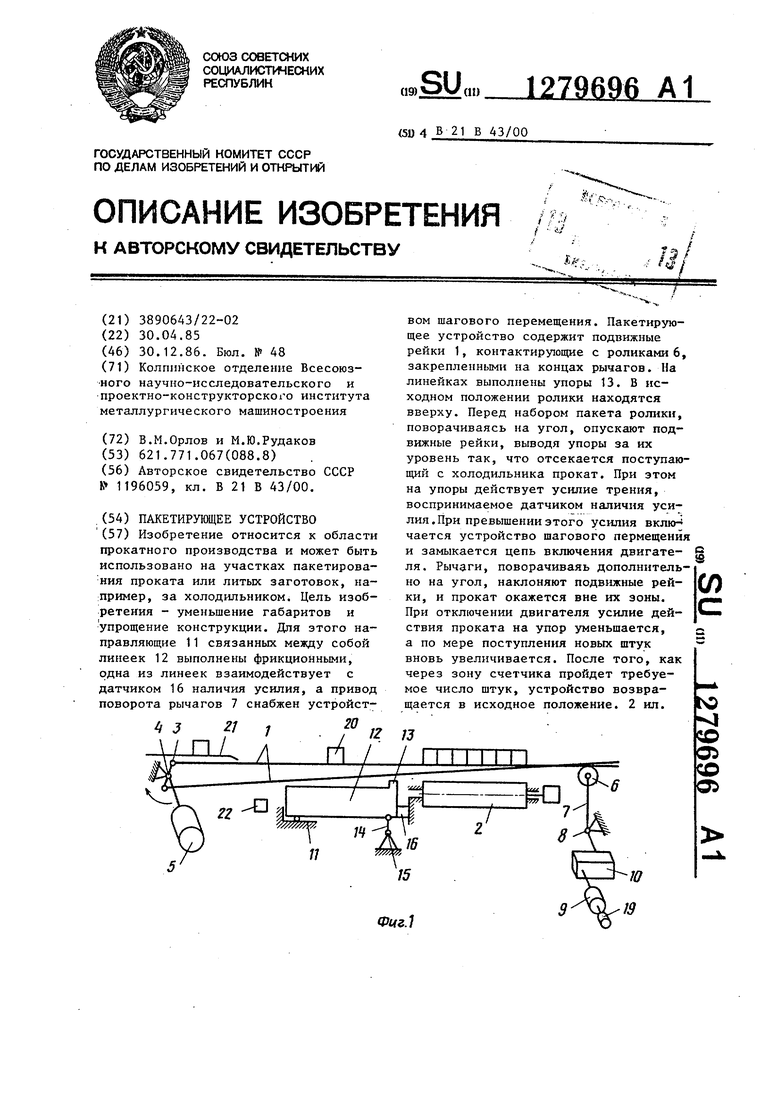
Редактор Л.Веселовская
Составитель М.Коровина
Техред Л.Сердюкова. Корректор В. Бутя га ,
6994/8
Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, MocKBd, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Разгрузочное устройство холодильника | 1984 |
|
SU1196059A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
