11
Изобретение относится к сварочному производству, в частности к системам автоматического управления нро- цессом электронно-лучевой сварки.
Известна система автоматического управления процессом электронно-лучевой сварки, содержащая систему слежения за стыком свариваемых кромок и имитатор настройки системы слеже-
ВИЯ t1.
Работа известной системы автоматического управления процессом электронно-лучевой сварки основана на предварительной имитации процесса сварки,, записи его на программу и последующей реализации программы системой слежения за стыком свариваемы кромок.
Недостатком известной системы ав- томатического управления является отсутствие возможности проверки с помощью имитатора системы слежения за стыком перед началом работы, что снижает надежность ее работы.
Указанный недостаток устранен в системе автоматического управления процессом электронно-лучевой сварки, содержащей систему слежения за стыком свариваемых кромок, снабженную датчиком вторично-эмиссионного сигнала, блоком развертки электронного луча с подключенным к ним дешифратором, и имитатор настройки системы слежения, выполненный в виде элект- рически соединенных между собой блоков моделирования положения электронного луча и стыка свариваемых кро мок, и блока задания рассогласования системы слежения 2. Имитатор дан- ной системы позволяет перед началом сварки производить проверку всей системы слежения в целом, что позволяет повысить ее надежность.
Недостатком указанной системы автоматического управления является сложность процесса настройки системы слежения, обусловленная отсутствием возможности индивидуальной настройки на требуемый режим входящих в нее узлов и блоков.
Целью изобретения является упроще мне процесса настройки системы слежения за стыком свариваемых кромок.
Это достигается тем, что в .имитатор процесса электронно-лучевой свар ки, содержащий блоки моделирования положения электронного луча и стыка
5
0 5
о 0
5
5
82
свариваемых кромок и блок задания рассогласования системы, введен узел установки блоков моделирования в исходное состояние, а входящие в имитатор блок моделирования положения луча выполнен в виде первого регистра сдвига, блок моделирования положения стыка выполнен в виде второго регистра сдвига и блока индикации, а блок задания рассогласования системы слежения снабжен генератором импульсов переменной частоты, при этом к входам регистра блока моделирования положения электронного луча подключены выходы блока развертки электронного луча системы слежения и узла установки блока моделирования в исходное состояние, выходы генератора импульсов переменной частоты и дешифратора системы слежения дизъюнктивно соединены между собой, и вместе с выходом узла установки блока моделирования в исходное состояние подключены к входам регистра блока моделирования положения стыка, выходы регистров блоков моделирования конъюнктивно подключены к выходу датчика вторично- эмиссионного сигнала системы слежения и к входам блока индикации положения стыка свариваемых кромок.
Целесообразно дополнительно ввести в имитатор генератор щума, выход которого в этом случае совместно с конъюнктивно соединенными выходами регистров блоков моделирования необходимо дизъюнктивно подключить к выходу датчика вторично-эмиссионного сигнала системы.
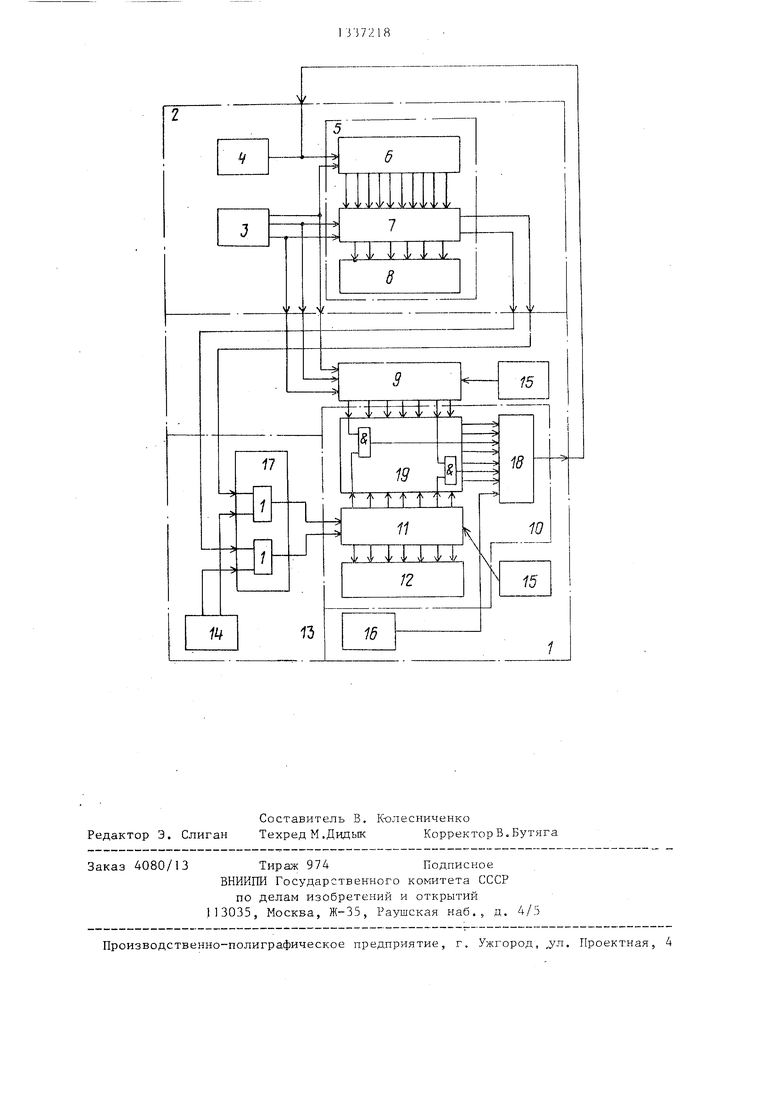
На чертеже изображена структурная схема имитатора системы автоматического управления процессом электроннолучевой сварки.
В систему автоматического управления входят имитатор 1, предназначенный для настройки системы 2 .слежения за стыком, снабженной блоком 3 развертки электронного луча и датчиком 4 вторично-эмиссионного сигнала. К блоку 3 и датчику 4 системы подключен корреляционный опознаватель контура 5 развертки относительно стыка, в который входят регистр 6 сдвига, дешифратор 7 и блок 8 индикации. Имитатор 1 содержит выполненный в виде первого регистра 9 сдвига блок моделирования положения луча на изделии, блок 10 моделирования положения стыка свариваемых кромок, выполненный
в виде второго регистра 1 сдвига и блока 12 индикации, и блок 13 задания рассогласования системы 2, снабженный генератором 14 импульсов пере- , меннои частоты. В имитатор 1 системы
введен узел 15 установки блоков моделирования в исходное состояние.
В имитатор 1 может введен генератор 16 шума. Для осуществления логических операций дизъюнктивного соединения узлов и блоков имитатора предусмотрены элементы ИЛИ 17 и 18. Конъюнктивное соединение блоков 9 и 11 моделирования выполнено элементом И 19.
Настройка системы слежения за стыком производится след тощим образом. Синхронно с изменением сигнала раз- вертки электронного луча из блока 3 развертки поступают импульсы сдвига, осуществляющие перемещение 1 в первом регистре .9 сдвига. Направление сдвига определяется знаком производ- ной напряжения развертки, подаваемого в виде меандра на суммирующий и вы- читающий входы регистра 9 развертки. Таким образом, положение 1 в первом регистре 9 сдвига моделирует положе- ние электронного луча на изделии при развертке. Положение стыка относительно контура развертки электронного луча на изделии моделируется с помощью второго регистра 1 1 сдвига и наблюда- ется визуально на блоке 12 индикации Если на входы элемента И 19 подключены пары одноименных выходов регистров 9 и 11 сдвига, то 1 в среднем разряде регистра 11 будет имитировать совмещение стыка с серединой развертки электронного луча ка изделии. Перед началом настройки системы слежения необходима синхронизация положения 1 в регистрах 9 и 11 сдвига с контуром развертки, реализуемой .блоком 3, которая осуществляется узлом 15 установки блоков в исходное состояние, подключенного к установочным входам регистров 9 и 11. С помощью узла 15 в регистр 9 сдвига в средний разряд записывается 1, имитирующая положение стыка изделия, в регистр 1 сдвига также записывается 1, но номер разряда записи по отношению к сигналам генератора развертки имити- рует фазовый сдвиг в отклоняющей электромагнитной системе электронной пушки. Изменение фазового угла при
получении информации от стыка можно использовать для настройки двухкоор- динатных систем автоматического совмещения пучка электронов со стыком. Остальные разряды обоих регистров устанавливаются в О. Положение модели стыка отображается на блоке 12 индикации и регулируется подачей импульсов от генератора 14 импульсов на суммирующий или вычитающий входы регистра 11 сдвига. Отработка рассогласования системой слежения производится следующим образом. При совпадении единиц на соответствующих выходах регистров 9 и 11 сдвига на выходе элемента И 19 возникает импульс, имитирующий сигнал датчика вторичных электронов 4, который через элемент 1ШИ 18 поступает на информационный вход регистра 6 сдвига системы слежения. При правильном функционировании настраиваемой системы слежения на выходе ее дешифратора 7 появляется сигнал рассогласования, величина и направление которого отображается на блоке 8 индикации.
Отработка рассогласования имитируется следующим образом. ЬТмпульсы с выход-а дешифратора через элемент ИЛИ 17 проходят на суммируюш й или в вычитающий (в зависимости ; Т направления рассогласования) входы регистра 11 до тех пор, пока I не вернется в средний разряд регистра. Сигнал на выходах дешифратора + или - исчезает и на выходе появляется сигнал О, что отображается на блоке 8 индикации как совмещение середины развертки со стыком.
Подключение управляемого генератора 16 шума к входу элемента ИЛИ 18 позволяет имитировать работу системы слежения в условиях помех (царапины и неровности поверхности изделия, импульсные наводки по цепям питания и т.п.). Наблюдая по табло 8 индикации за устойчивостью слежения при изменении амплитуды и частоты импульсов генератора 16 шума, можно оценить помехозащищенность системы слежения, точность отслеживания стыка 1 и вероятность срыва слежения в условиях помех.
Применение предлагаемого имитатора для настройки систем слежения за стыком при электронно-лучевой сварке позволяет значительно упростить процесс настройки систем слежения с датчиками вторично-эмиссионного сигнала
Составитель В, К-олесниченко Редактор Э. Слиган Техред М.Дидык КорректорВ.Бутяга
Заказ 4080/13 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, л. Проектная, 4

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления электронно-лучевой сваркой | 1978 |
|
SU945850A1 |
| Устройство для управления электроннолучевой сваркой | 1980 |
|
SU899301A1 |
| Устройство для управления электронно-лучевой сваркой | 1976 |
|
SU947818A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Устройство для программного управления электроннолучевой установкой | 1977 |
|
SU660021A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1796379A1 |
| Устройство для электронно-лучевой сварки | 1988 |
|
SU1496961A1 |
| ИМИТАТОР СВЕТОВОГО ПОЛЯ ЗОНЫ СВАРКИ | 1976 |
|
SU583574A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Спыну Г | |||
| А., Загребельный В.И,, Пастушенко Ю, И, и Назаренко О | |||
| К | |||
| Принципы построения систем цифрового программного управления дуговой и электронно-лучевой сваркой | |||
| - Автоматическая сварка, 1971-, № 8, с, 23- 25 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ИМИТАТОР СВАРОЧНОЙ ВАННЫ | 0 |
|
SU373109A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
