Изобретение относится к машиностроению и предназначено для визуализации стьпса и процесса формирования шва при сварке электронным пучком.
Целью изобретения является повышение качества сварных соединений и повьш1ение коэффициента использования технологической мощности электронного пучка.
31А9
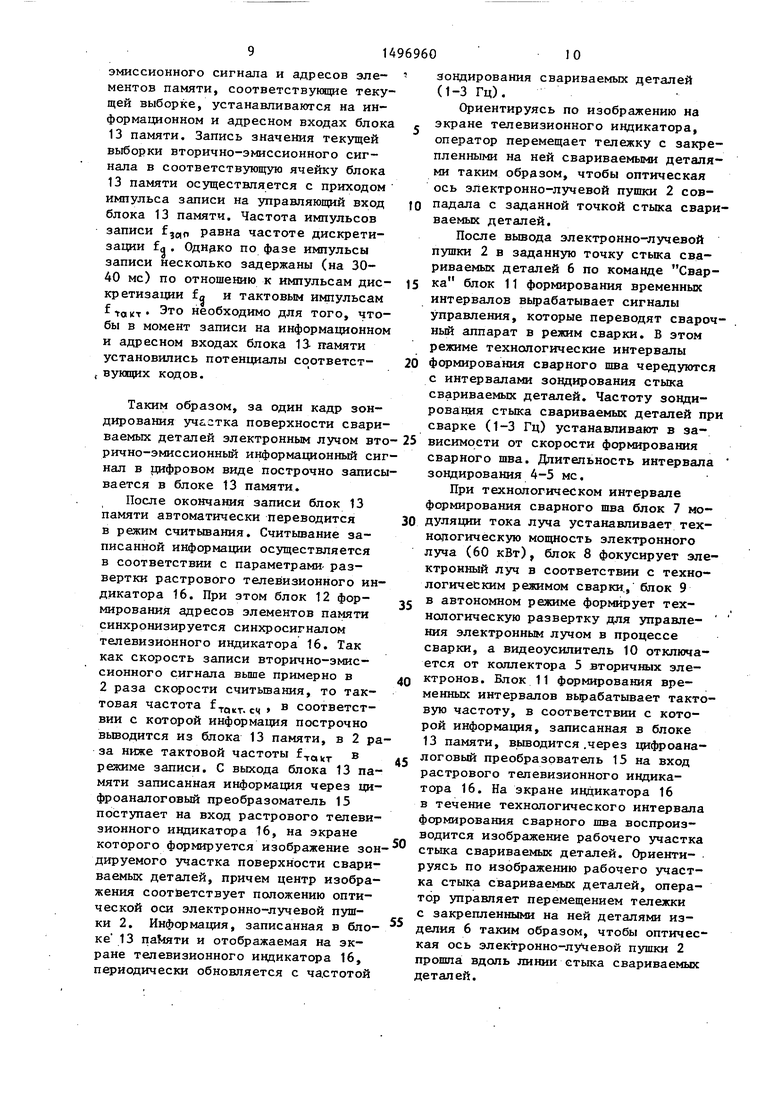
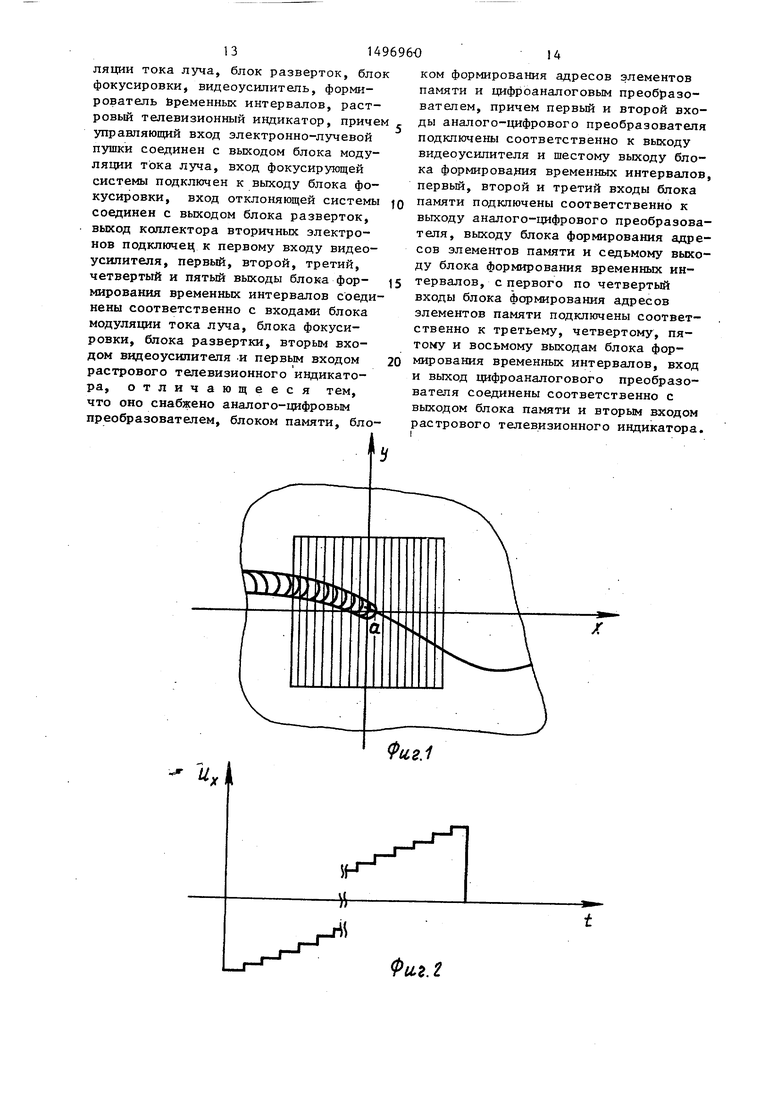
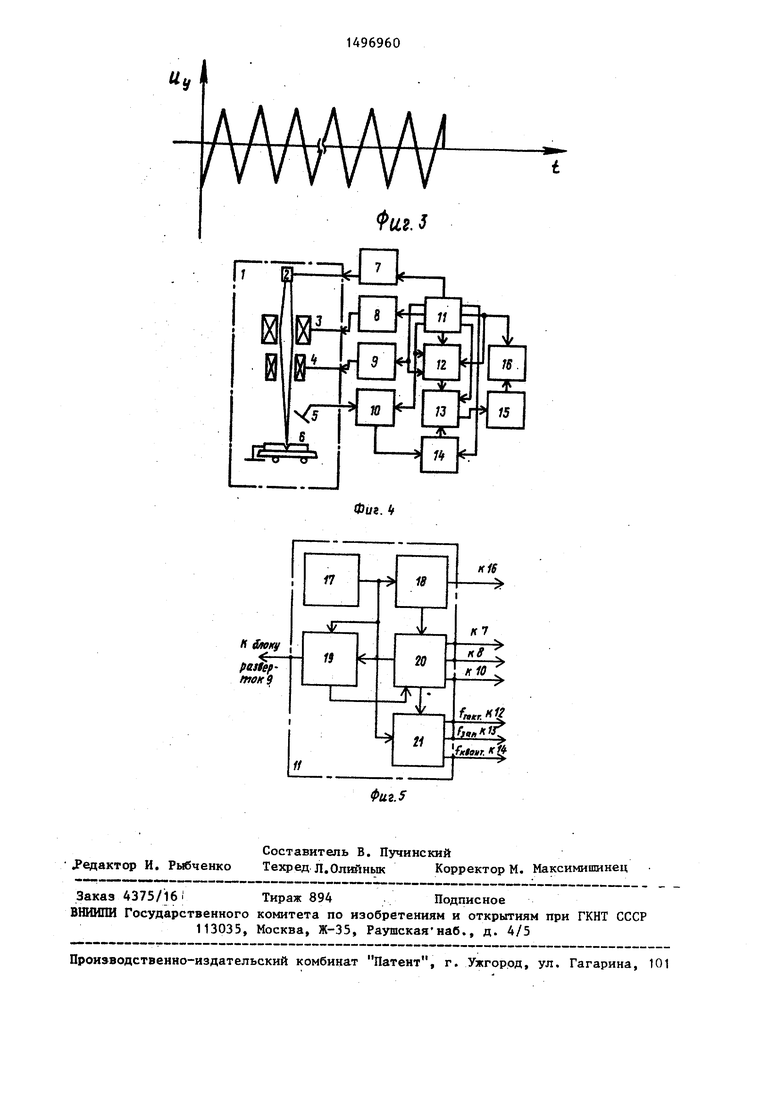
На фиг. 1 представлена траектория растрового зондирования рабочего участка стыка свариваемых деталей; на фиг. 2 - кадровая развертка зон- дирующего электронного луча; на фиг. 3 - строчная развертка; на фиг. А - структзфная схема устройства для визуализации стыка и шва при сварке электронным пучком; на фиг. 5 - структурная схема блока фор мирования временных интервалов.
Способ визуализации стыка и шва при сварке электронным пучком основан на периодическом прерывании про- цесса формирования сварного шва на время зондирования стыка свариваемых деталей и осуществляется следующим образом.
С помощью известных методов и
устройств наведения оптическую ось электронно-лучевой пушки совмещают со стыком свариваемых деталей в заданной точке (точка а на фиг. 1). Сварочный аппарат переводят в режим зондирования. При этом электронному лучу сообщают мощность зондирования и разворачивают его в растр на рабочем участке стыка свариваемых деталей. Под действием электронного луча с зондируемой поверхности свариваемых деталей возникает поток вторичных электронов, которьй улавли- ванп- коллектором вторичных электронов и формируют вторично-эмиссионный информационный сигнал. При пересечении сварного шва и стыка свариваемых деталей зондирующим электронным лучом во вторично-эмиссионном сигнале формирзгются импульсы отметки. Вторично-эмиссионный сигнал усиливают и построчно записьшают в блоке электронной памяти, т.е. за время зондирования в блоке памяти записывают изображение зовдируемого участка стыка свариваемых деталей. Записанное изображение запоминают на время технологического интервала сварки, в течение которого записанную информацию считьшают с параметрами развертки растрового электрон- кого индикатора. Считанный сигнал подают на вход растрового телевизионного индикатора, на экране которог формируется изображение рабочего участка стыка свариваемых деталей.
После окончания зондирования стыка свариваемых деталей электронный луч возвращают в точку а линии стыка
.
5
0
5 0 Q
5
5
и сообщают ему технологическую мощность. Ориентируясь по изображению на экране телевизионного индикатбра, перемещают тележку с закрепленными на ней деталями таким образом, чтобы электронный луч в технологическом режиме сварки прошел вдоль линии стыка свариваемых деталей. В течение технологического интервала сварки, длительность которого составляет 0,3-1 с (устанавливается в зависимости от скорости формирования сварного шва и обеспечивает хорошие условия для наблюдения и управления процессом сварки), на экране телевизионного индикатора вопроизводится изображение участка стыка, записанное в блоке памяти.
Через заданный интервал времени (0,3-1 с) сварочный аппарат автоматически переводят из технологического режима сварки в режим зондирования следующего участка стыка свариваемых деталей, причем центр растра зондирования совпадает с положением оптической оси электронно-лучевой пушки в момент окончания предшествующего технологического интервала сварки. Длительность зондирования рабочего участка стыка свариваемых деталей составляет 4-5 мс (определена экспериментально и соответствует максимально допустимому времени пре- рьшания процесса формирования сварного шва без ухудшения его качества) . При этом в устройстве памяти записывают изображение нового участка стыка свариваемых деталей.
Таким образом, процесс формирования сварного шва отображается на экране телевизионного иццикатора в виде непрерывной последовательности изображений перекрьшающихся участков стыка свариваемых деталей, зондируемых электронным лучом. Центр изображения зондируемых участков стыка деталей совпадает с положением оптической оси электронно-лучевой пушки во время зондирования, относительно которого оператор наблюдает положение сварного шва и стыка свариваемых деталей. Частоту зондирования стыка свариваемых деталей (1- 3 Гц) устанавливают в соответствии q заданной скоростью формирования сварнрго шва.
С целью сокращения времени прерывания процесса формирования сварного
шва при сохранении числа строк растр зондирования используют прямой и обратный ход высокочастотной треугольной развертки зондирующего электронного луча для записи в устройстве памяти изображения зондируемого участка стыка свариваемых деталей. Это позволяет в 1,5-2 раза сократить время зондирования по сравнению с пилообразной разверткой, которую обычно используют при сканировании поверхности свариваемых деталей электронны лучом. При считывании записанной информации производят преобразование высокочастотной треугольной развертки в телевизионную развертку растрового индикатора.
Заваренный участок стыка .сканируют для того, чтобы получить полное изображение з астка поверхности свариваемых деталей в области оптической оси злектронно-лз 1евой пушки. Формируемое на экране телевизионного индикатора изображение позволяет оператору не только управлять положением оптической оси пушки относительно стыка деталей, но и управлять параметрами сварочного аппарата (фокусировка, технологическая развертка, расстояние от пушки до свариваемого иаделия и др.), влияющими на качество сварного шва, т.е. отображение на экране телевизионного индикатора заваренного шва позволяет оператору контролировать качество сварки и управлять параметрами сварочного аппарата.
Скорость перемещения свариваемых деталей по сравнению со скоростью зондирования очень мала. Поэтому за время зондирования, которое составляет 5 мс, свариваемое изделие не успевает существенно переместиться и электронный луч после окончания зондирования поверхности свариваемых деталей возвращается практически в ту же точку, из которой вьшел. Так например, при скорости сварки 120 м/ч за время зондирования 5 м/с свариваемые детали перемещаются на 0,15 мм. Если учесть, что размеры ванны расплавленного металла в зависимости от мощности электронного пучка составляют (10-20) х (20-30) мм то. смещением свариваемых деталей за время зондирования можно пренебречь и считать, что после окончания зондирования электронный луч возвраща0
5
0
5
ется в ту же точку стыка, из которой начато сканирование.,i
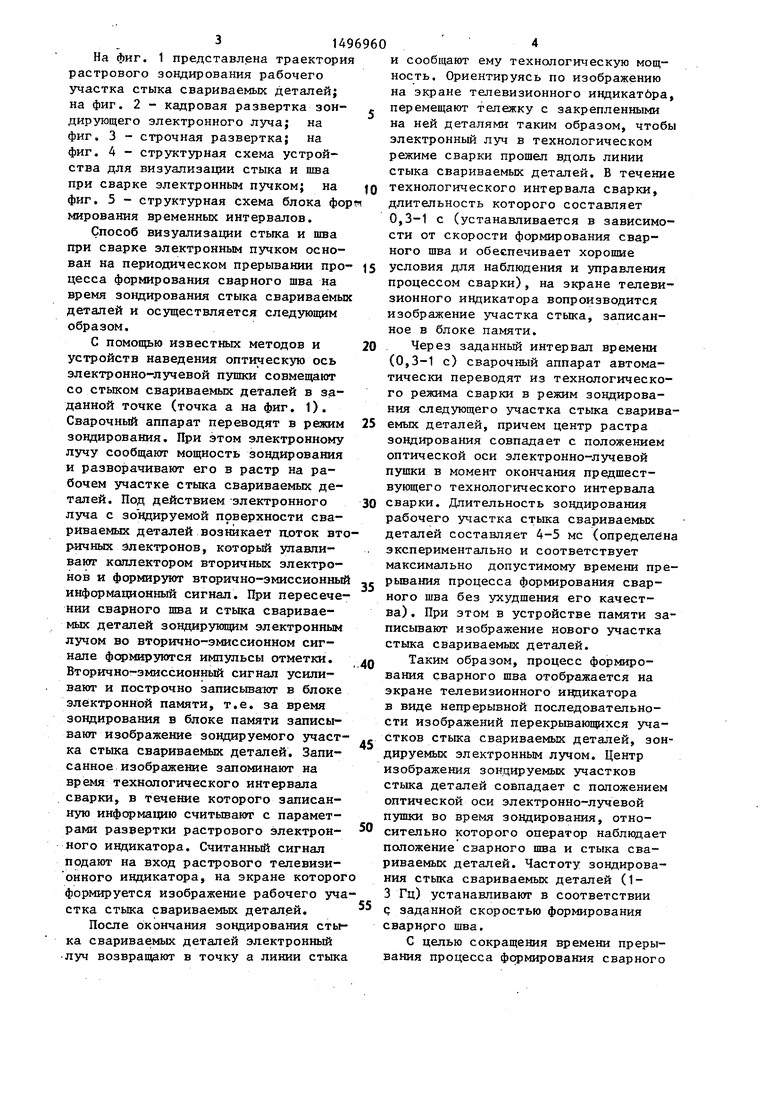
Устройство для визуализации стыка и шва при сварке электронным пучком (фиг. 4) содержит вакуумную камеру 1, в которой установлены электронно-лучевая пушка 2, фокусирующая система 3, отклоняющая система 4, коллектор 5 вторичных электронов и свариваемые детали 6 на подвижной тележке, а также блок 7 модуляции тока луча, блок 8 фокусировки, блок 9 развертки, видеоусилитель 10 вторично-эмиссионного сигнала, блок 11 формирования временных интервалов, блок 12 формирования адресов элементов памяти, блок 13 памяти, аналого- цифровой преобразователь 14, цифро- . аналоговый преобразователь 15, растровый телевизионный индикатор 16.
Управляющий вход электронно-лучевой пушки 2 соединен с выходом блока 7 модуляции тока луча, вход фоку- сируклцей системы 3 соединен с выходом блока 8 фокусировки, вход отклоняющий системы 4 соединен с выходом, блока 9 развертки, выход коллектора 5 вторичных электронов подключен к первому входу усилителя 10 вторично- эмиссионного сигнала, с первого по пятый выходы блока 11 формирования временных интервалов соединены соответственно с входами блока 7 модуляции тока луча, блока 8 фокусировки, блока 9 развертки, вторым входом усилителя 10 вторично-эмиссионного сигнала и первым входом растрового телевизионного индикатора 16, первый и второй входы аналого-цифрового преобразователя 14 подключены соответственно к выходу усилителя 10 вторично-эмиссионного сигнала и шестому выходу блока 11 формирования временных интервалов, первый, второй и третий входы блока 13 памяти подключены соответственно к выходу аналого-цифрового преобразователя 14, выходу блока 12 формирования адресов элементов памяти и седьмому выходу блока 11 формирования временных интервалов, с первого по четвертый входы блока 12 формирования адресов элементов памяти подключены соответственно к третьему, четвертому, пятому и восьмому выходам блока 11 формирования временных интервалов, вход и выход цифроаналогового преобразователя 15 соединены соответст0
5
0
0
5
7149
венно с выходом блока 13 памяти и вторым входом растрового телевизионного индикатора 16.
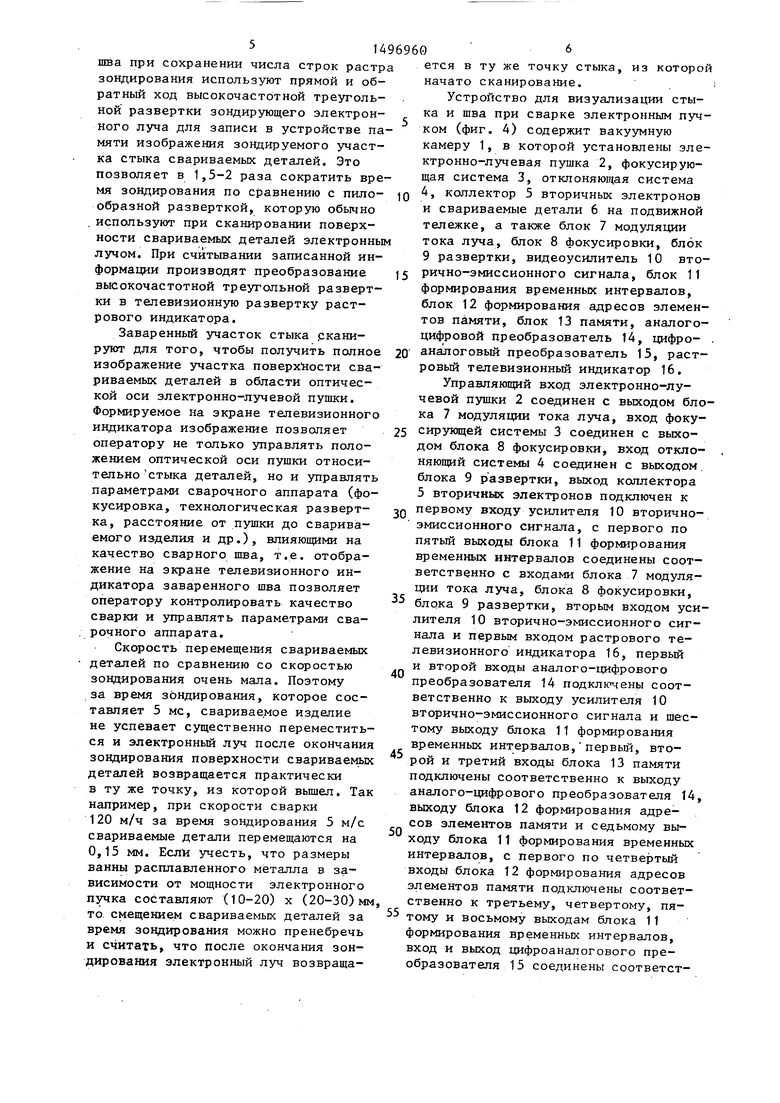
Блок 11 формирования временных интервалов (фиг. 5) включает в себя задающий генератор Т7, формирователь 18 сигналов синхронизации индикатора 16, формирователь 19 сигнала синхронизации блока 9 развертки, форми- рователь 20 управляющих сигналов и форг рователь 21 тактовых импульсов. Задающий генератор 17 работает с привязкой к питающей сети и вырабатьгоает опорный сигнал частотой 10 мГц (ча- стота обусловлена скоростью записи изображения участка стыка свариваемых деталей в электронную память и форматом изображения), который поступает на входы формирователей 18, 19 и 21. Работа формирователя 20 управляющих сигналов синхронизируется кадровыми синхроимпульсами, поступающими с второго выхода формирователя 18 сигналов синхронизации ин- дикатора. С первого выхода формирователя 20 управляющих сигналов импульс запуска развертки электронного луча в режиме зондирования поступает на вход формирователя 19, который вьфабатывает сигнал синхронизации блока 9 развертки. С второго выхода формирователя 19 импульс, соответ- ств-ующий моменту окончания развертки зондирующего электронного луча, поступает на второй вход формирователя 20, который вырабатывает сигнал управления для блока 7 модуляции тока луча, блока 8 фокусировки и
видеоусилителя 10. Кроме того, сиг
нал с одного из выходов формирователя 20 управляет работой формирователя 21, вырабатывающего в соответствии с опорной частотой тактовые импульсы f-гакт формирователя 12 адресов элементов памяти, импульсы записи f,an для блока 13 памяти и импульсы квантования fa для аналого-цифрового преобразователя 14. Бло 12 формирования адресов элементов памяти реализуется на цифровых ий- тегральньк счетчиках типа К531ИЕ17.
Устройство для визуализации стыка и шва при сварке электронным пучком работает с периодическим прерьшанием процесса формирования сварного шва на время растрового зондирования рабочего участка стыка свариваемых деталей.
0 5 О
5
0
5
0
5
8
Алгоритм работы устройства задает блок 11 формирования временньп интервалов. Перед сваркой электронно- лучеву1р пушку 2 устанавливают над стыком свариваемых деталей 6. По команде Наведение блок 11 формирования временных интервалов формирует сигналы управления, которые поступают на входы блока 7 модуляции тока луча, блока 8 фокусировки, блока 9 развертки, видеоусилителя 10, а также импульсные сигналы тактовой частоты f то . , записи дискретизации fg, которые поступают соответственно на входы блока 12 формирования адресов элементов памяти, блока 13 памяти, аналого-цифрового преобразователя 14. При этом блок 7 модуляции тока луча устанавливает мощность электронного луча электронно-лучевой пушки 2 соответствующей режиму зондирования (50-100 Вт). Блок
8фокусировки устанавливает в катушках электромагнитной фокусирующей системы 3 ток, который обеспечивает фокусировку электронного луча на поверхности свариваемых деталей. Блок
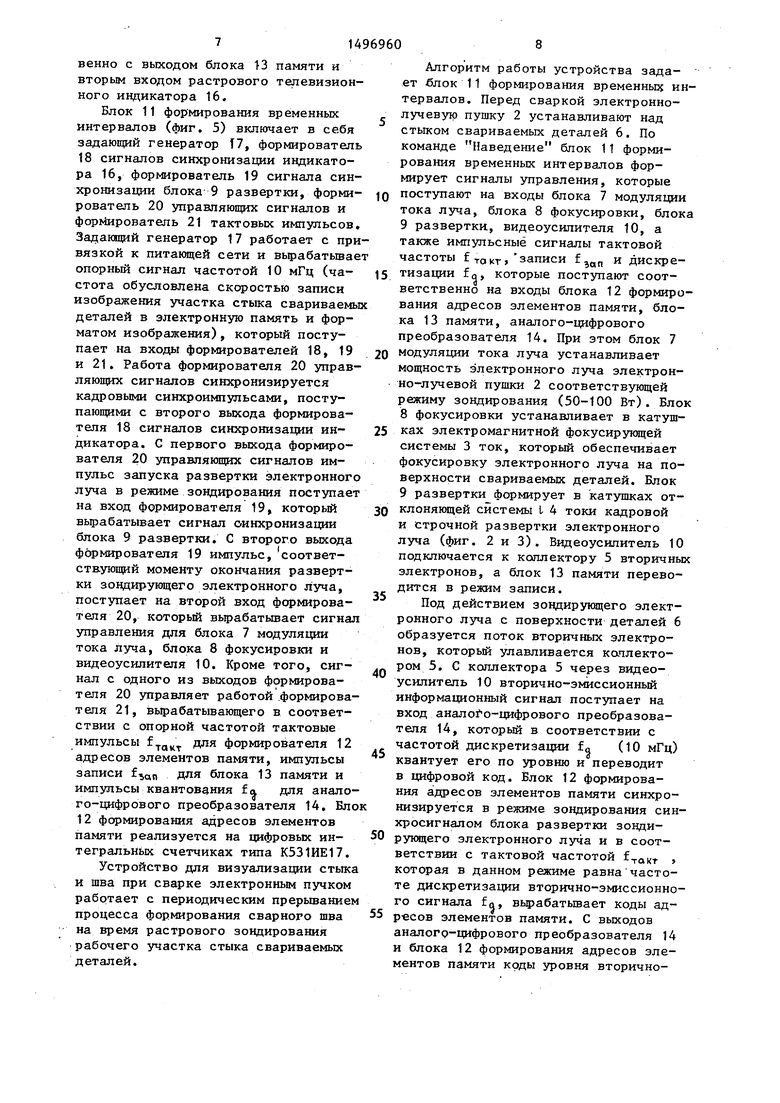
9развертки формирует в катушках отклоняющей системы L 4 токи кадровой
и строчной развертки электронного луча (фиг. 2 и 3). Видеоусилитель 10 подключается к коллектору 5 вторичных электронов, а блок 13 памяти переводится в режим записи.
Под действием зондирукмцего электронного луча с поверхности деталей 6 образуется поток вторичных электронов, который улавливается коллектором 5, С коллектора 5 через видеоусилитель 10 вторично-эмиссионный информационный сигнал поступает на вход аналого-цифрового преобразователя 14, который в соответствии с частотой дискретизации fa (10 мГц) квантует его по уровню и переводит в цифровой код. Блок 12 формирования адресов элементов памяти синхронизируется в режиме зондирования синхросигналом блока развертки зонди- рукнцего электронного луча и в соответствии с тактовой частотой f-rokT которая в данном режиме равна частоте дискретизации вторично-эмиссионного сигнала fn, вьфабатьшает коды адресов элементов памяти. С выходов аналого-цифрового преобразователя 14 и блока 12 формирования адресов элементов памяти коды уровня вторичноэмиссионного сигнала и адресов эле- ментов памяти, соответствуннцие текущей выборке, устанавливаются на информационном и адресном входах блока с 13 памяти. Запись значения текущей выборки вторично-эмиссионного сигнала в соответствующую ячейку блока 13 памяти осуществляется с приходом импульса записи на управляющий вход JQ блока 13 памяти. Частота импульсов записи fjoin равна частоте дискретизации fa . Однако по фазе импульсы записи несколько задержаны (на 30- 40 мс) по отношению к импульсам дис- 15 кретизации fg и тактовым импульсам такт о необходимо для того, чтобы в момент записи на информационном и адресном входах блока 1S памяти установились потенциалы со ответст- 20 вукщих кодов.
Таким образом, за один кадр зондирования учгстка поверхности свариваемых деталей электронным лучом вто- 25 рично-эмиссионный информахщонный сигнал в цифровом виде построчно записывается в блоке 13 памяти.
После окончания записи блок 13 памяти автоматически переводится30
в режим считывания. Считывание записанной информации осуществляется в соответствии с параметрами, развертки растрового телевизионного индикатора 16. При этом блок 12 формирования адресов элементов памяти синхронизируется синхросигналом телевизионного индикатора 16. Так как скорость записи вторично-эмиссионного сигнала выше примерно 2 раза сксфости считьшания, то тактовая частота f такт, сч соответствии с которой информация построчно выводится из блока 13 памяти, в 2 раза ниже тактовой частоты f-rawT д режиме записи. С выхода блока 13 памяти записанная информация через ци- фроаналоговый преобразоматель 15 поступает на вход растрового телевизионного индикатора 16, на экране которого формируется изображение зон дируемого участка поверхности свариваемых деталей, причем центр изображения соответствует положению оптической оси электронно-лучевой пушки 2. Информация, записанная в блоке 13 и отображаемая на экране телевизионного индикатора 16, периодически обновляется с частотой
35
50
55
с JQ 15 20
25 30
Q д
35
50
55
зондирования свариваемых деталей (1-3 Гц).
Ориентируясь по изображению на экране телевизионного индикатора, оператор перемещает тележку с закрепленными на ней свариваемыми деталями таким образом, чтобы оптическая ось электронно-лучевой пушки 2 совпадала с заданной точкой стыка свариваемых деталей.
После вывода электронно-лучевой пушки 2 в заданную точку стыка свариваемых деталей 6 по команде Сварка блок 11 формирования временных интервалов вырабатывает сигналы управления, которые переводят сварочный аппарат в режим сварки. В этом режиме технологические интервалы формирования сварного шва чередуются с интервалами зондирования стыка свариваемых деталей. Частоту зондирования стыка свариваемых деталей при сварке (1-3 Гц) устанавливают в зависимости от скорости формирования сварного шва. Длительность интервала зондирования 4-5 мс.
При технологическом интервале формирования сварного шва блок 7 модуляции тока луча устанавливает технологическую мощность электронного луча (60 кВт), блок 8 фокусирует электронный луч в соответствии с технологическим режимом сварки., блок 9 в автономном режиме формирует технологическую развертку для зшравле- ния электронным лучом в процессе сварки, а видеоусилитель 10 отключается от коллектора 5 вторичных электронов. Блок 11 формирования временных интервалов вьрабатывает тактовую частоту, в соответствии с которой информация, записанная в блоке 13 памяти, выводится.через цифроана- логовый преобразователь 15 на вход растрового телевизионного индикатора 16. На экране индикатора 16 в течение технологического интервала формирования сварного шва воспроизводится изображение рабочего участка стыка свариваемых деталей. Ориентируясь по изображению рабочего участка стыка свариваемых деталей, оператор управляет перемещением тележки с закрепленными на ней деталями изделия 6 таким образом, чтобы оптическая ось электронно-лучевой пушки 2 прошла вдоль линии стыка свариваемых деталей.
Формирование сварного шва периодически с частотой 1-3 Гц прерьшает- ся на время зондирования, в течение которого в блок 13 памяти записьшает ся изображение нового участка стыка свариваемых деталей. Алгоритм работы устройства при зондировании соответствует ранее описанному.
Таким образом, процесс формирования сварного шва оператор наблкщает на экране растрового телевизионного индикатора 16 в виде последовательности перемещающихся вдоль стыка перекрывающихся участков поверхности свариваемых Деталей. Ориентируясь, по изображению, оператор управляет процессом формирования сварного шва. Предлагаемый способ визуализации стыка и шва при сварке электронным пучком и устройство для его реализации позволяют уменьшить потери технологической « щности сварочного аппарата и повысить качество формирования сварных швов. :В способе-прототипе и устройстве для его реализации используется высокая частота зондирования (50 Гц), необходимая для Получения качественного изображения на экране.растрового телевизионного индикатора. За счет этого теряется примерно 1/3 технологической мощност сварочного аппарата. Использование запоминания рабочего участка стыка свариваемых деталей с аналого-цифровым и цифроаналоговым преобразование информации позволяет значительно (в 50-100 раз) снизить частоту зондирования при сохранении качества изображения на экране растрового тепеви- зионного индикатора. Частоту зонди- рования вьЛирают в зaвиcимoctи от скорости формирования сварного шва. При этом потери технологической мощности сварочного аппарата за счет прерывания процесса ф(фмирования сварного шва на время зондирования составляют 1-2%. Это обеспечивает более высокое качество сварных соединений и позволяет осуществлять сварку металлов с высоким коэффициентом теплопроводности.
Формула изобретения
1. Способ визуализации стыка и шва; при сварке электронным пучком, заклю ; чаюпщйся в том, что процесс формирования сварного шва периодически пре0
5
0
5
0
5
0
5
0
рьшают на время зондирования, в течение которого электронному лучу сообщают мощность зондирования, построчно разворачивают его в растр на рабочем участке стыка свариваемых деталей, формируют вторично-эмиссион- ньй информационный сигнал с зондируемой поверхности сварных деталей, с помощью вторично-эмиссионного сигнала формируют на экране растрового телевизионного индикатора изображение рабочего участка свариваемых деталей, после окончания кадра зондирования возобновляют технологический режим формирования сварного шва, при этом сообщают электронному лучу технологическую мощность и, ориентируясь по изображению на экране телевизионного индикатора, проводят его вдоль стыка свариваемых деталей, отличающийся тем, что, с целью повьш1ения качества сварных соединений и повьш1ения коэффициента использования технологической мощности электронного пучка, снижают частоту зондирования стыка сварива- . емых деталей, вторично-эмиссионный информационный сигнал при каждом кадре зондирования стыка свариваемых деталей записьтают в электронную память и запоминают На время технологического интервала, в течение которого запиранную информацию построчно считывают и воспроизводят на экране растрового телевизионного индикатора .
2.Способ по п. 1, отличающийся тем, что сокращают время зондирования стыка свариваемьсс деталей, при записи вторично-эмис- сионнного информационного сигнала используют прямой и обратный ход высокочастотной треугольной развертки зондирующего электронного луча,
а при считывании записанной информации используют преобразование развертки зондирукнцего электронного луча в телевизионную развертку растрового индикатора.
3.Устройство для визуализации стыка и шва при сварке электронным пучком, содержащее вакуумную камеру, в которой установлень электроннолучевая пушка, фокусирующая система, отклоняющая система, коллектор вторичных электронов и свариваемое изделие на подвижной тележке, блок модуляции тока луча, блок разверток, бло фокусировки, видеоусилитель, формирователь йременных интервалов, растровый телевизионный индикатор, приче управляющий вход электронно-лучевой пушки соединен с выходом блока модуляции тока луча, вход фокусирующей системы подключен к выходу блока фокусировки, вход отклоняющей системы соединен с выходом блока разверток, выход коллектора вторичных электронов подключен; к первому входу видеоусилителя, первый, второй, третий, четвертый и пятый выходы блока фор- мирования временных интервалов соединены соответственно с входами блока модуляции тока луча, блока фокусировки, блока развертки, вторым входом видеоусилителя -и первым входом растрового телевизионного индикатора, отличающееся тем, что оно снабжено аналого-цифровым преобразователем, блоком памяти, блоком формирования адресов элементов памяти и цифроаналоговым преобразователем, причем первый и второй входы аналого-цифрового преобразователя подключены соответственно к выходу видеоусилителя и шестому выходу блока формирования временных интервалов первый, второй и третий входы блока памяти подключены соответственно к выходу аналого-цифрового преобразователя, выходу блока формирования адресов элементов памяти и седьмому выходу блока формирования временных интервалов, с первого по четвертый входы блока формирования адресов элементов памяти подключены соответственно к третьему, четвертому, пятому и восьмому выходам блока формирования временных интервалов, вход и выход цифроаналогового преобразователя соединены соответственно с выходом блока памяти и вторым входом
растрового телевизионного индикатора.
l u,s.1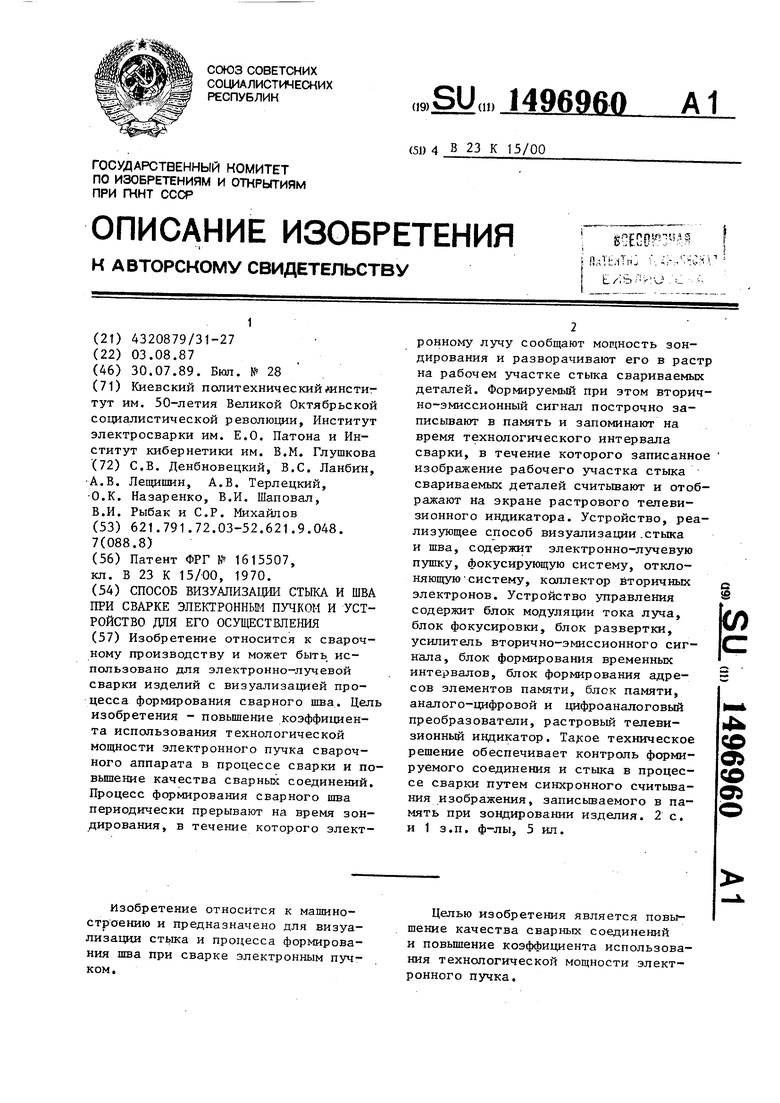

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1488100A1 |
| Устройство визуализации стыка и шва для электронно-лучевой сварки | 1990 |
|
SU1756070A1 |
| Устройство для управления электроннолучевой сваркой | 1980 |
|
SU899301A1 |
| Способ управления процессом электронно-лучевой сварки | 1986 |
|
SU1342648A1 |
| Устройство для автоматической фокусировки сварочного электронного луча | 1990 |
|
SU1773641A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| Способ контроля процесса электронно-лучевой сварки | 1989 |
|
SU1609584A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2015 |
|
RU2615101C1 |
| Способ наведения электронного луча на стык свариваемых деталей | 1985 |
|
SU1303326A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |
Изобретение относится к сварочному производству и может быть использовано для электронно-лучевой сварки изделий с визуализацией процесса формирования сварного шва. Цель изобретения - повышение коэффициента использования технологической мощности электронного пучка сварочного аппарата в процессе сварки и повышение качества сварных соединений. Процесс формирования сварного шва периодически прерывают на время зондирования, в течение которого электронному лучу сообщают мощность зондирования и разворачивают его в растр на рабочем участке стыка свариваемых деталей. Формируемый при этом вторично-эмиссионный сигнал построчно записывают в память и запоминают на время технологического интервала сварки, в течение которого записанное изображение рабочего стыка свариваемых деталей считывают и отображают на экране растрового телевизионного индикатора. Устройство, реализующее способ визуализации стыка и шва, содержит электронно-лучевую пушку, фокусирующую систему, отклоняющую систему, коллектор вторичных электронов. Устройство управления содержит блок модуляции тока луча, блок фокусирировки, блок развертки, усилитель вторично-эмиссионного сигнала, блок формирования адресов элементов памяти, блок памяти, аналого-цифровой и цифроаналоговый преобразователи, растровый телевизионный индикатор. Такое техническое решение обеспечивает контроль формируемого соединения и стыка в процессе сварки путем синхронного считывания изображения, записываемого в память при зондировании изделия. 2 с. и 1 з.п.ф-лы, 5 ил.
Фи..2
Фиг.
| Способ автоматического регулирования сушильной производительности пылесистемы с мельницей-вентилятором | 1988 |
|
SU1615507A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
