Изобретение относится к области пайки, в частности к способу иэго- товления быстрорежущего инструмента пайкой и может быть использовано в
инструментальном производстве.
Целью изобретения является получение из клеевого шва состава, предотвращающего растекание припоя на непаяемые поверхности.
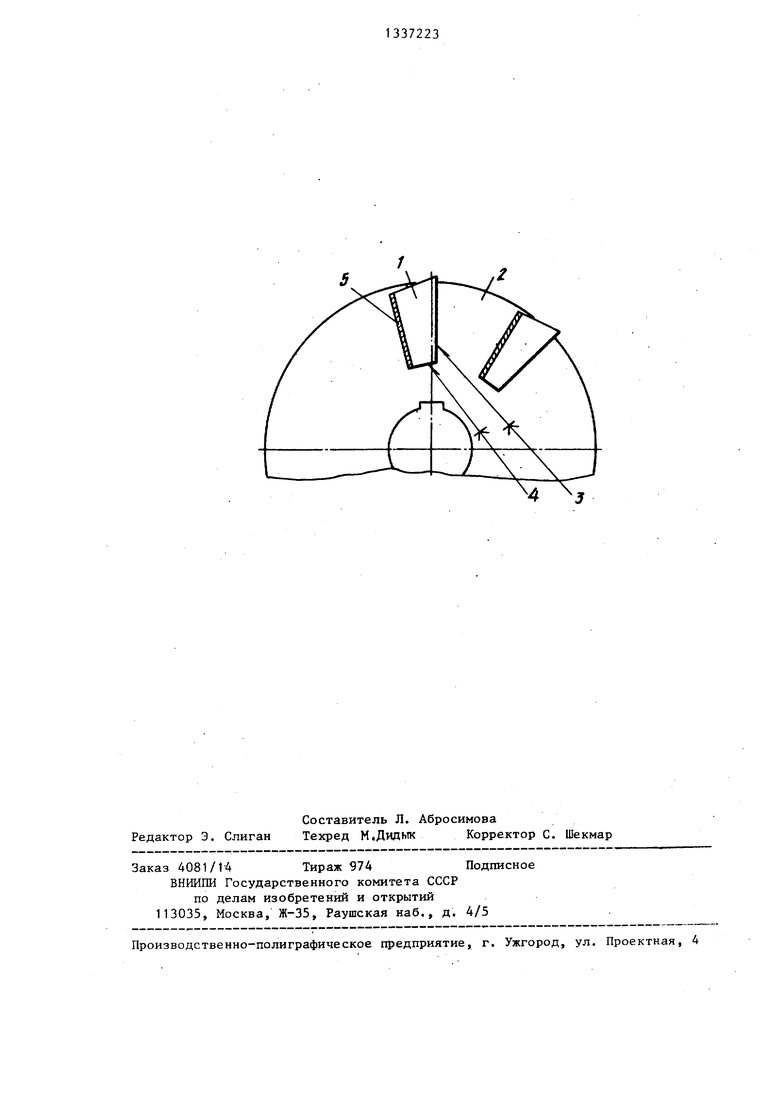
На чертеже представлена схема, поясняющая способ.
На чертеже показаны на примере- червячной фрезы режущие элементы 1, корпус фрезы 2, поверхности 3 и 4 не подлежащие пайке, стальная бори- рованная прокладка 5.
Процесс изготовления быстрорежущего инструмента включает пршслеива- ние режущих элементов к корпусу по поверхностям, не подлежащим пайке, механическую обработку, воздействие на клеевой шов расплавом солей при. 540-560 С в течение 1-2 мин, последующую пайку с использованием бориро ванной прокладки припоя.
Воздействие перед пайкой на клеевой шов расплава солей (NaCl; CaCl, BaClj) при 540-560 С в течение 1- 2 мин удаляет свободньй алюминий (на полнитель в клеевой композиции) из шва и образует прочный шлаковый остаток клея, пропитанный солью. Этот остаток фиксирует .режущие элементы при пайке в хлорбариевой ванне и надежно
предохраняет от растекания припоя по поверхностям, не подлежащим пайке, что снижает трудоемкость фиксировани и брак по пайке за счет снижения температурных напряжений при пайке, на- пример, по одной плоскости.
Алюминий связанный в хлористый алюминий, удаляется вместе с солью из соединения и не оказывает отрицательного влияния на последующую пайку.
Пример. Из профильного проката быстрорежущей стали Р6М5 изготавливают режущие элементы 1, в корпусе 2 фрезеруют пазы под них. На поверхности 3 и 4, не подлежащие пайке, наносят клей, например ВК20. В паз кор пуса устанавливают борированную стальную прокладку. 5 и приклеивают элементы к корпусу. После этого производят механическую обработку, при которой при прорезке каналов с передней поверхности режущего элемента удаляется клеевой шов.
Затем перед пайкой клеевой шов подвергают воздействию расплава солей при 540-560 С в течение 1-2 мин, осматривают шлаковый остаток клея на отсутствие выбросов клея (разрывов .в шве) и производят пайку борирован- ной пластинкой- припоя по режиму аус- тенизации быстрорежущей стали для Р6М5 при 1210-1230°С, и дальнейшие операции согласно технологическому процессу изготовления червячной фрезы.
Формула изобретения
Способ изготовления быстрорежуще- го инструмента, включающий сборку режущих элементов с корпусом, размещение припоя, скрепление режущих элементов с корпусом склеиванием, механическую обработку и пайку, о т л и- чающийся тем, что, с целью получения из клеевого шва состава, предотвращающего растекание припоя на непаяемые поверхности, клеевое соединение перед пайкой обрабатывают расплавом солей при 540-560 С в течение 1-2 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| СПОСОБ КОНТАКТНО-РЕАКТИВНОЙ ПАЙКИ СТАЛЕЙ | 1992 |
|
RU2042481C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| Способ термической обработки сварного режущего инструмента | 1990 |
|
SU1770402A1 |
| Способ контактно-реактивной пайки сталей | 1977 |
|
SU653046A2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
| Способ изготовления составного инструмента | 1975 |
|
SU596400A1 |
| Способ термической обработки сварного режущего инструмента | 1990 |
|
SU1770403A1 |
| Способ контактно-реактивной пайки | 1985 |
|
SU1234090A2 |
| Способ термической обработки быстрорежущей стали | 1976 |
|
SU590349A1 |
Изобретение относится к технике пайки, в частности к способу пайки быстрорежущего инструмента. Целью изобретения является получение из клеевого шва состава, предотвращающего растекание припоя на непаяемые поверхности. Собранный под пайку многолезвийный инструмент, у которого две поверхности приклеены к корпусу, перед пайкой после механической обработки подвергается обработке в расплаве солей при температуре 540-560°С в течение 1-2 мин. Эта операция удаляет наполнитель в клеевой композиции (свободный алюминий) из шва и образует прочный шлаковый остаток клея, пропитанный солью. Этот остаток фиксирует режущие, элементы при пайке в хлорбариевой ванне и надежно предохраняет от затекания припоя на поверхности, не подлежащие пайке. 1 ил. е (Л Од со to ю 00
Редактор Э. Слиган
Составитель Л. Абросимова
Техред М.Дидьж Корректор С. Шекмар
Заказ 4081/14 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Клочко Н.А | |||
| Основы технологии пайки и термообработки твердосплавного инструмента | |||
| М.: Металлургия, 1981, с.156. |
