Изобретение относится к области термической обработки сталей и может быть иснользовано в машиностроительной и инструментальиой иромышленнпсти при изготовлении режущего инструмента.
Известен сиособ термической обработки быстрорежун1,ей стали, включаюндий нагрев нод закалку до темнературы на 35-40°С ниже нринятой для данной стали с нодстуживанием до 1000-1030°С 1.
Недостаток такого снособа термообработки заключается в том, что пониженне температуры закалкн на 35-40°С снижает в определенной мере степень растворения карбидов вольфрама МеС в аустените, что способствует иолучению в закаленном состоянии структуры с пониженной теплостойкостью и приводит к снижению износостойкости.
Известен способ, который включает предварительный нагрев до 650-900°С, затем кратковременный нагрев до 750-1350°С, например, с выдержкой 1-5 мин и закалку при охлаждении до 20-500°С, например, на воздухе или в азоте, либо в масле или расплавленной соли 2.
Однако этот способ не позволяет получить достаточной прочности, теплостойкости и твердости режущего инструмента, так как температура предварительного подогрева значительно ниже температуры растворения карбидов МбС, что снижает легированность аустенита, а следовательно, и стойкость режуш,его инструмента.
Известен также способ термообработки быстрорежущей стали, взятый за прототип, включающпй предварптельный нагрев до 780-840°С нлн 1050-1150°С, выдерл ку при этих температурах, окончательный нагрев под закалку до температуры, зависящей от состава сталей, выдержку при этой температуре из расчета 8 с на 1 мм дпаметра (толщины) инструмента при нагреве, например, в соляной ванне, охлаждение в масле п трехкратный отпуск с выдержкой по 1 ч при 550-
570°С 3.
Недостатком такого способа является то, что, например, для крупных инструментов диаметром более 50 мм выдержка при норме 8 с на 1 мм дпаметра (толщины), обеспечивая полный прогрев н легировапность аустеннта в сердцевине, в то же время вызывает
перегрев н рост зерна в поверхностном слое
инструмента.
С целью новышения стойкости инструмента
цредлагается снособ термообработки быстрорежуциьх сталей, прн котором проводят окончательный нагрев под закалку прн температуре на 60-80°С ниже нринятой, а затем поверхностный нагрев при температуре на 40-
выше принятой.
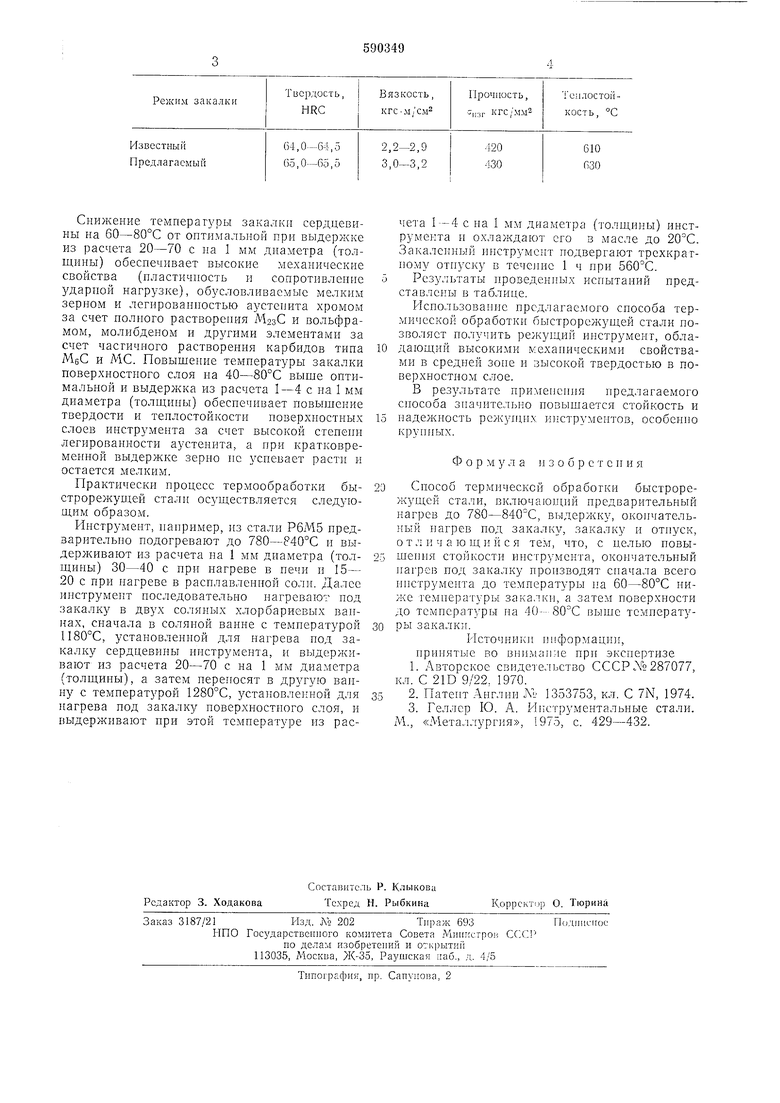
Снижение температуры закалки сердцевины на 60-80°С от оитимальной при выдержке из раечета 20-70 с на 1 мм диаметра (толщины) обеепечивает высокие механические свойства (плаетичноеть и сопротивление ударной нагрузке), обусловливаемые мелким зерном и легнрованиостыо аустенита хромом за счет полиого растворения МазС и вольфрамом, молибденом и другими элементами за счет частичного растворения карбидов типа МбС и МС. Повышение температуры закалки поверхностного слоя на 40-80°С выше оптимальной и выдержка из раечета I-4 с на 1 мм диаметра (толнтипы) обеспечивает повышение твердости и теплостойкости новерхноетных слоев инструмента за счет высокой степени легированноети аустенита, а при кратковременной выдержке зерно не уеневает расти н остается мелким.
Практически процеес термообработки быстрорежущей стали осуш,ествляется следующим образом.
Р1нструмент, например, нз стали Р6М5 предзарительпо подогревают до 780-Р40°С и выдерживают пз раечета па 1 мм диаметра (толщипы) 30-40 с нри нагреве в печи и 15- 20 с при пагреве в раеплавленной соли. Далее инструмент последовательно нагревают под закалку в двух соляных хлорбариевых ваннах, сначала в соляной ванне с температурой 1180°С, установленной для нагрева нод закалку сердцевины инструмента, и выдерживают из раечета 20-70 с на 1 мм диаметра (толщииы), а затем нерепоеят в другую ванну с температурой 1280°С, установленной для нагрева под закалку новерхиостпого слоя, и выдерживают при этой температуре из раечета I---4 с на 1 мм диаметра (толщины) инструмента и охлаждают его в масле до 20С. Закаленный инструмент подвергают трехкратному отпуску в течение 1 ч при 560°С.
Результаты проведенных испытаний представле1 Ы в таблице.
Использоваппе предлагаемого способа термической обработки быстрорежущей етали позволяет получить ре кущий инструмент, обладающий высокими механическими евойетвамн в ередпей зопе и зысокой твердостью в поверхностном слое.
В результате иримепення нредлагаемого способа значительно иовышается стойкость и падежноеть режупц-ьх инструментов, особенно крупных.
Форм у л а п 3 о б р е т е п и я
Способ термической обработки быстрорежущей етали, включаюн1пй иредварительпый нагрев до 780-840 С, выдержку, окончательный нагрев иод закалку, закалку и отпуск, о т л н ч а ю щ н и с я тем, что, с целью повышепия стойкости инструмента, окоичательиый нагрев под закалку производят епачала всего HHCTpyiMCHTa до температуры па 60-80°С ниже температуры закалки, а затем поверхноети до температуры па 40- 80°С выше температуры закалки.
Источники информации, принятые во внимание нри экспертизе
1.Авторское свидетельетво СССР 287077, кл. С 21D 9/22. 1970.
2.Патепт Англии Х- 1353753, кл. С 7N, 1974.
3.Геллер Ю. А. Инструментальные стали. М., «Металлургия, 1975, е. 429-432.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки быстрорежущей стали | 1990 |
|
SU1749268A1 |
| Способ обработки быстрорежущей стали | 1977 |
|
SU774656A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| Способ термической обработки инструмента | 1981 |
|
SU956581A1 |
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1990 |
|
RU2010870C1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1991 |
|
SU1797626A3 |
| Способ термической обработки быстрорежущих сталей | 1982 |
|
SU1101459A1 |
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
