Изобретение относится к способу формирования развертывающихся шевронных структур из гибкого листового материала и устройству для осуществления этого способа, имеющим целью упростить трудоемкие операции шевронирования листового материала.
В описываемом способе один или несколько листов шевронируемого материала располагают между двумя гибкими и прочными маточными листами, предварительно получившими форму будущей щевронной структуры, а всему комплекту листов (удерживаемых ) растяжением за один его конец, сообщают плиссировку в направлении развертывания маточных листов, обеспечивая материалу сжатие поперек плиссированных складок.
Осуществление этого способа выполняется на устройствах, имеющих несколько видоизменений.
Одно из них для ручного щевронирования выполнено в виде прямолинейного желобка и двух вкладываемых в него маточных листов, образующих совместно с помещаемыми между ними формируемыми листами комплект, плиссируемый вручную поперечно волна за волной, а затем сжимаемый надавливанием на концы последовательных складок.
Другая конструкция устройства для осуществления способа механическим путем выполнена в виде стола, снаблсенного двумя параллельными цилиндрами, перемещающими по столу сзади устройства полосы подлежащего формированию рулонного материала, зажатого в передвижной вдоль стола пресс с ножом для разрезания полос на листы тре№ 133745- 2 буемой длины. В устройстве имеется также приспособление для присоединения вручную к полосам до их разрезания на листы обоих маточных листов, с целью образования комплектов, подлежащих формированию. Рядом с цилиндрами помещены приемная коробка с порщнем, предназначенным для приема и сбора поперечной плиссировки комплекта, подаваемого цилиндрами, и коробка шевронирования с распределительными внутри нее выступами, соответствующими волнам будущей щевронной структуры. Коробка щевронирования имеет подвижный порщень, оказывающий боковое давление на один из концов поперечных складок комплекта, направленное в сторону стенки коробки, противоположной порщню и открывающейся для выброса щевронного комплекта. Третье видоизмененное устройство, предназначенное для формирования круглых щевронных структур, выполнено в виде станины цилиндрической формы, внутри которой по образующим размещены равномерно подвижные стержни по числу концов будущей круглой щевронной структуры, принимающие трубообразный комплект, состоящий из двух соосно расположенных цилиндрических маточных листов, между которыми вставлены один или несколько цилиндрических листов для щевронирования, образующие комплект.
При совместном сближении стержней к оси станины комплект принимает форму звездообразной в сечении призмы, удерживаемой неизменно на стержнях щетками, прижимаемыми снаружи, например, пневматическими приспособлениями.
Для помещения трубообразного комплекта на стержни станины устройство снабжено расщирителем, включающим кругообразно расположенные стержни по числу концов будущей щевронной структуры, размещаемые рядам с продольными выпуклыми складками комплекта и радиально отодвигаемые от него после надевания комплекта на стержни станины. Кроме того, устройство снабжено приспособлением для превращения звездообразной призмы по выходе ее из устройства в требуемую круглую щевронную структуру. Это приспособление выполнено в виде цилиндрического корпуса, снабженного внутри прямолинейными продольными напрр ляющими по числу концов звездообразной призмь. а также средствами для осевого сжимания призмы в корпусе.
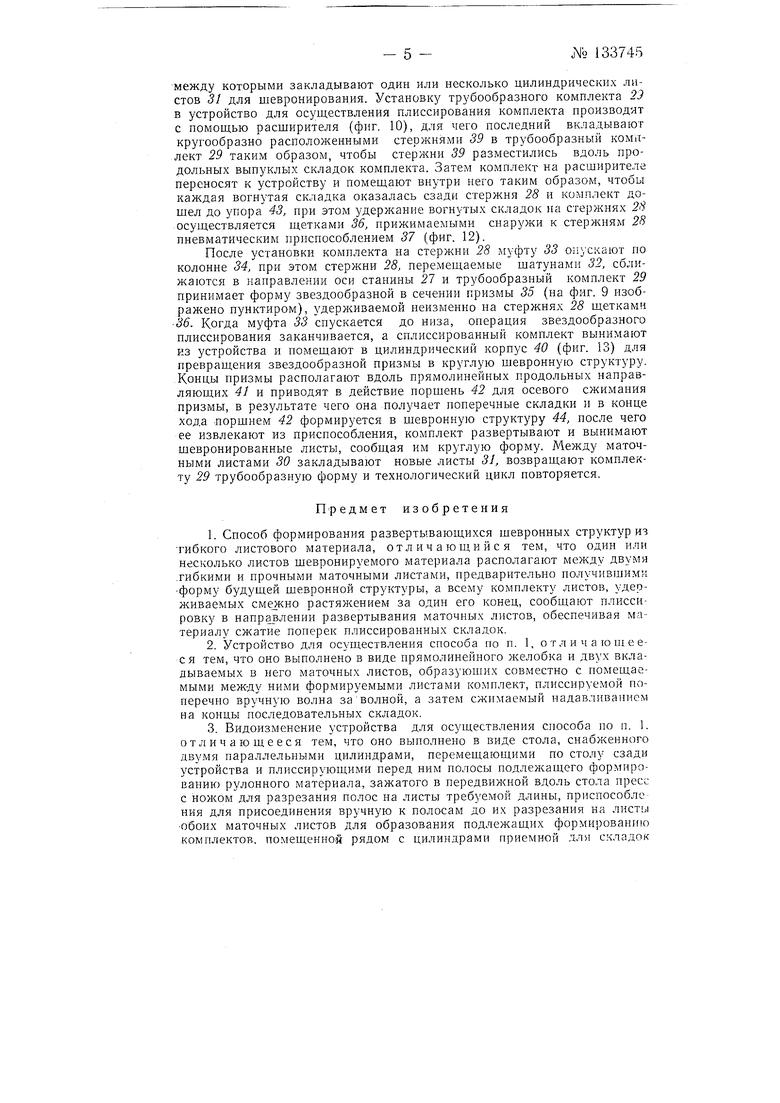
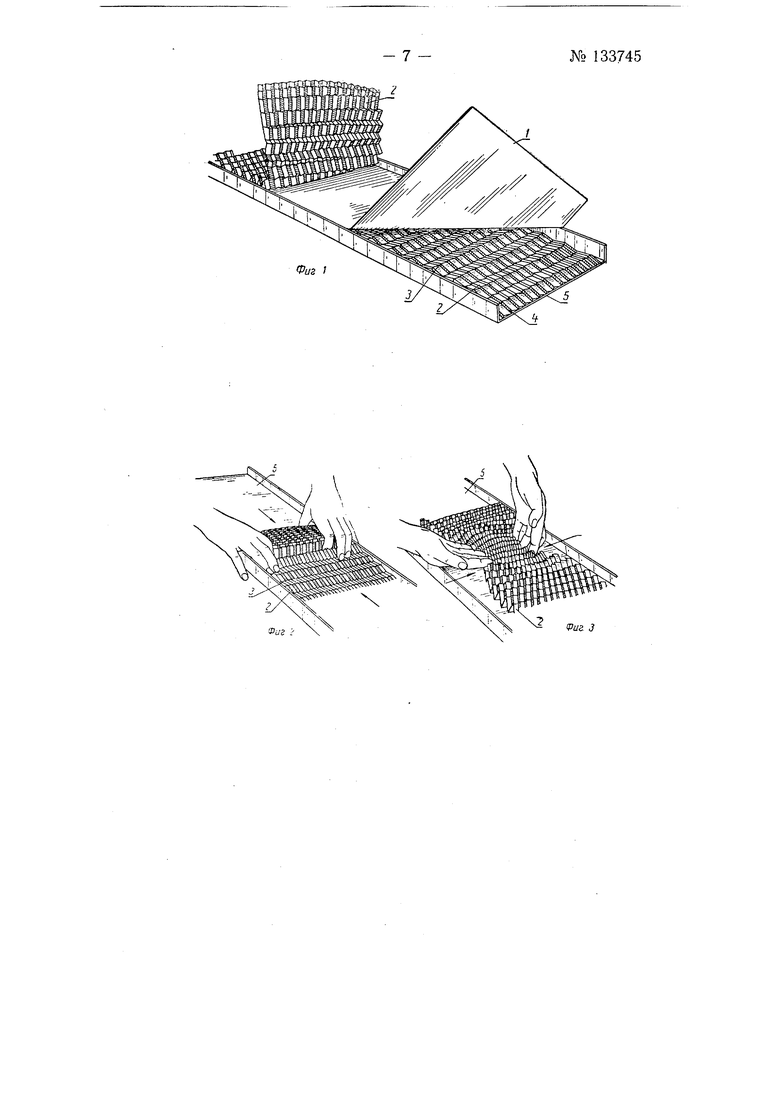
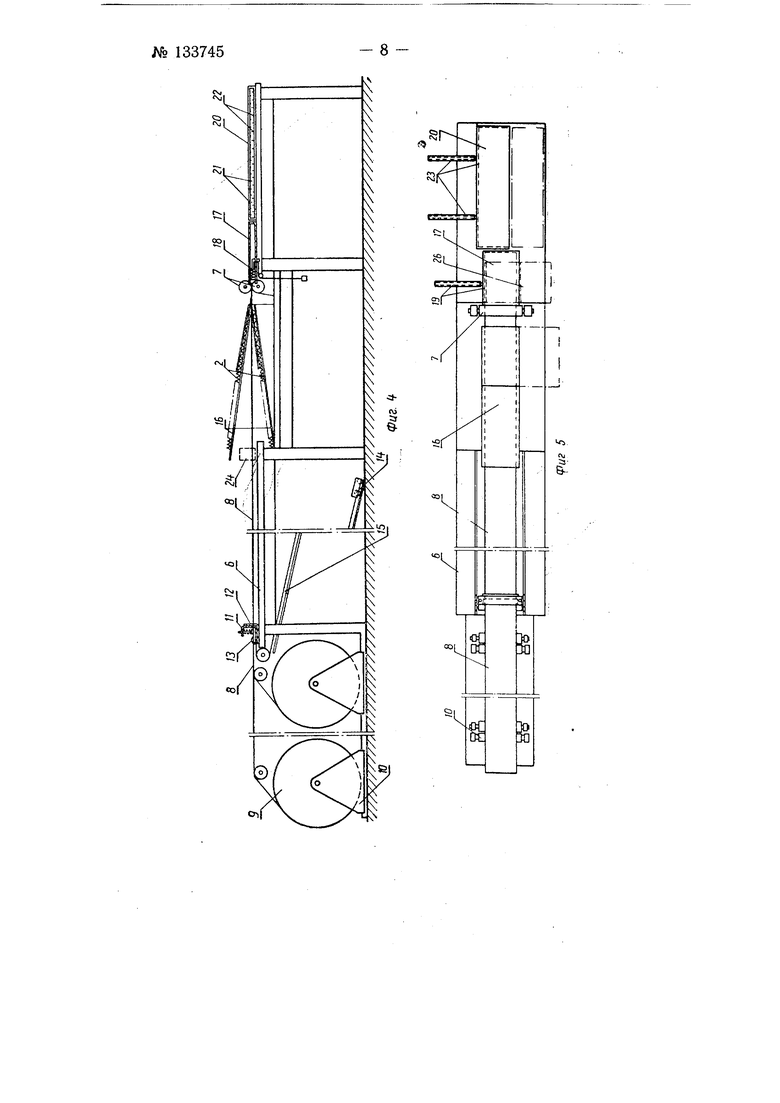
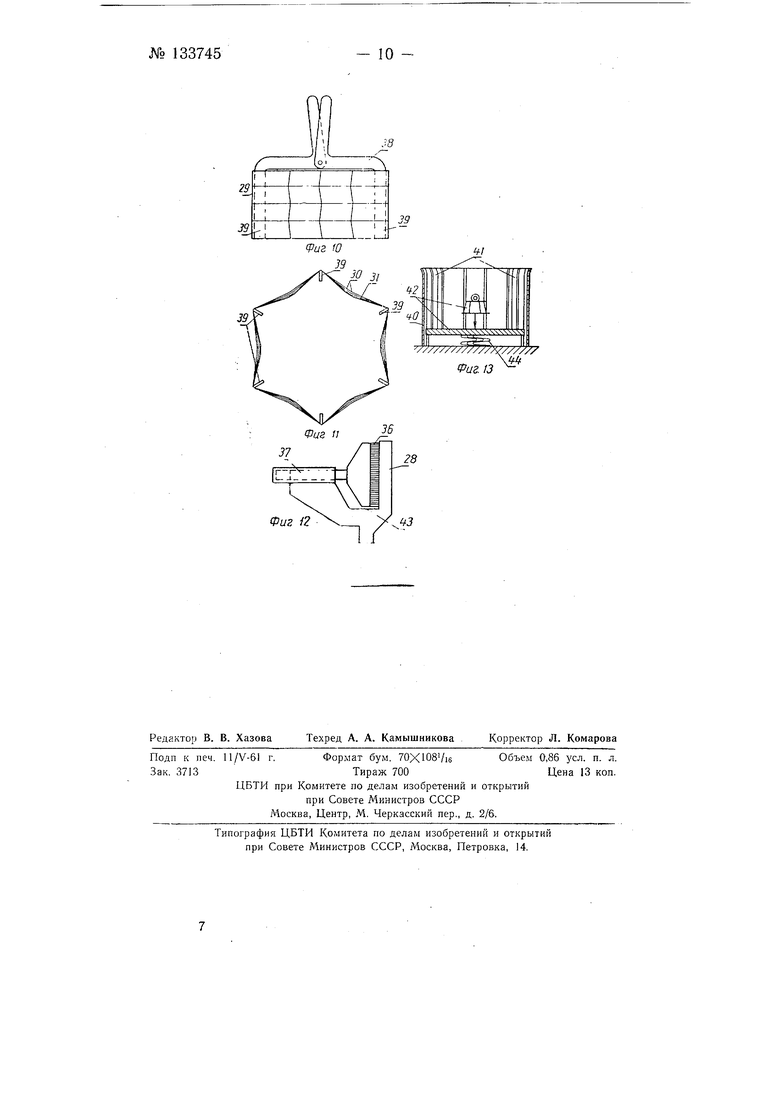
На фиг. 1 изображено расположение щевронируемого материал. и маточных листов в комплекте; на фиг. 2 и 3 - устройство для ручного щевронирования листового материала; на фиг. 4 - схема устройства для механического щевронирования листового материала, вид сбоку; на фиг. 5 - то же, вид сверху; на фиг. 6 - детали устройства для подачи и плиссирования материала; на фиг. 7 - закладка волн сплиссированного материала в коробку щевронирования; на фиг. 8 - устрой-СТБо для формирования круглых щевронных структур, вид сбоку; на фиг. 9 - трубообразный комплект, иаходящийся в устройстве, вид сверху; на фиг. 10 - расщиритель, вид сбоку; на фиг. И - трубообразный комплект, помещенный в расщиритель, вид сверху; на фиг. 12 щетка; на фиг. 13 - приспособление для превращения звездообразной призмы в круглую щевронную структуру.
Способ заключается в том, что (фиг. 1) один или несколько листов / щевронируемого материала располагают между двумя гибкими и прочными маточными листами 2, изготовленными, например, из бумаги крафт, тонкого прочного картона или из пластифицированных тканей и получивщими предварительно форму требуемой шевронной структуры.
Маточные листы 2 располагают один над другим таким образом, что их элементарные поверхности совпадают на всем протяжении. Листы } щевронируемого материала вместе с маточными листами 2 составляют комплект. Листы / в комплекте удерживаются натяжением их за один конец, причем маточные листы 2, сжимая, сообщают листам плиссировку в направлении развертывания маточных листов. Вначале формируют прямолинейные простые складки 3, а затем производят боковое сжатие маточных листов, обеспечивая материалу боковые сжатые складки 4, в результате чего образуются волны шевронной структуры. Устройство для осуществления способа путем ручного щевронирования выполнено в виде прямолинейного желобка 5 (фиг. 2, 3 и 1), в который вкладывают маточные листы 2 и помещают между ними формируемые листы 1 гибкого листового материала. Формирование развертывающихся щевронных структур на этом устройстве производят следующим образом. Комплект листов /-2 плиссируют поперечно (руками) волна за волной от одного конца до другого по складкам 3 маточных листов 2: После этого комплект листов сжимают (фиг. 3) давлением рук на концы последовательных складок 3 плиссировки. В результате сообщают листам / материала точную форму складок маточных листов 2, после чего комплект листов 1 -2 расслаивают и вынимают отформированные ли-; сты /, а между маточными листами 2 закладывают новый листовой материал Л Затем операцию повторяют (по тому же способу). Устройство для осуществления способа механическим путем (фиг. 4, 5 и 6) выполнено в виде стола 6, расположенного сзади устройства и снабженного двумя параллельными вращающимися цилиндрами 7, перемещающими по столу 6 полосы 8 подлежащего формированию ру лонного материала. Рулоны 9 уложены на стойках 10, в которых они свободно вращаются. Полосы 8 материала, поступающего из рулонов 9, наложены друг на друга и зажаты в передвижном вдоль стола 6 прессе 11, снабженном ножом /2для разрезания полос 8 на листы требуе; мой длины. Пресс // передвигается вдоль стола 6 на роликах 13 под действием груза 14, скатывающегося по наклонным направляющим 15, расположенным под Столом 6. Между столом 6 и параллельными цилиндрами 7 установлено приспособление для присоединения к полосам 5 обоих маточных листов 2 для образования подлежащих формированию комплектов. Это приспособление представляет собой наклонные плоскости 16 с углом между ними, направленным к параллельным цилиндрам 7. Рядом с цилиндрами 7 помещена (фиг. 6) приемная коробка 17, в которой происходит прием и сбор поперечной плиссировки комплекта листов, подаваемого цилиндрами 7 при помощи иорщня 18. Сбоку коробки 17 смонтирован другой поршень 19 для выталкивания из коробки сплиссированиого комплекта. За приемной коробкой 17 помещена коробка 20 щевронирования с распределительными в ней выступами 21 и 22, соответствующими волнам будупхей щевронной структуры (фиг. 7). Коробка 20 оборудована подвижным порщнем 23, оказываюпдим боковое давление на один из концов поперечных сплиссированных складок комплекта, направленное в сторону стенки коробки 20, противоположной поршню 23, открывающейся, для выброса отформированного комплекта. Формирование развертывающихся шевронных структур на этом устройстве осуществляется следующим образом. В начале цикла передвижной пресс // с зажатым им рулонным материалом, подлежащим формированию, занимает положение 24 на конце стола 6 (на фиг. 4 изображено пунктиром). Захваченные прессом полосы 8 обрезаются ножом 12. Находящийся перед мащиной с левой стороны по движению материа;;а рабочий схватывает, листы, одновременно деблокируя пресс //, который под действием груза 14 отодви- 3 -Ло 133745
№ 133745- 4 гается на противоположный конец стола 6 для захвата материала, а рабочий, сжимая захваченные листы вместе с маточными листами 2 в комплект, подает первую складку комплекта . между направляющими губками 25,, смонтированными перед вращающимися параллельными цилиндрами 7. Последние захватывают комплект и подают его в коробку 20, где он плиссируется по поперечным складкам маточных листов 2, постепенно отодвигая поршень 18, поддерживающий сформированные волны. По окончании этой операции приводят в действие по эщень 19 и сплиссированиый комплект выталкивается им из коробки /7 на стол 26. Рабочий, находящийся с правой стороны стола 26, открывает коробку 20 шевронирования и помещает в нее сплиссированпый комплект, распределяя поперечные волны между выступами 21 и 22, затем закрывает коробку 20, поршень 23 бокового сжатия приводится в действие, и структура постепенно принимает шевронную форму. Готовый комплект вынимают из коробки 20, расслаивают и извлекают сформированные листы 1 материала, а маточные листы 2 передают обратно для закладки в приспособление для формирования комилектов. Затем цикл в отношении нового листового материала, подаваемого с рулонов Я повторяется.
Видоизменение устройства для формирования круглых шевронных структур (фиг. 8 и 9) выполнено в виде станины 27 цилиндрической формы, внутри которой по образующим размещены равномерно подвижные стержни 28 по числу концов будущей круглой шевронной структуры, принимающие трубообразный комплект 29, состоящий из двух соосно расположенных цилиндрических маточных листов 30, между которыми заложены один или несколько листов 31 материала, подлежащего шевронированию (фиг. 9 и 11). Стержни 28 связаны шатунами 82 с муфтой 33, которая может скользить по неподвижной колонне 34, установленной по оси станины 27. .При опускании муфты 33 щатуны 32 сближают подвижные стержни 28, заставляющие трубообразный комплект 29, надетый на стержни 28, принять форму звездообразной в сечении призмы 35. Для удержания призмы во время этой операции на стержнях 28 устройство снабжено щетками 36, смонтированными сзади каждого из стержней 28 и прижимаемыми к ним, например, пневматическим приспособлением 57 (фиг- 12). Для размещения трубообразного комплекта 29 сзади стержней 28 устройства, последнее снабжено расширителем 38 (фиг. 10) с кругообразно расположенными стержнями 39, по числу концов будущей шевронной структуры, которые размещаются вдоль продольных выпуклых складок трубообразного комплекта 29 (фиг. 11). После надевания комплекта на стержни 2Л устройства стержни 39 отодвигаются внутрь расширителя и последний свободно удаляют из устройства, снабженного, таким образом, трубообразным комплектом 29 для его последующей обработки.
Для превращения звездообразной призмы 35 по выходе ее из yciройства в круглую шевронную структуру служит приспособление, выполненное в виде цилиндрического корпуса 40 с продольно расположенными внутри него прямолинейными направляющими 41 по числу концов звездообразной призмы 35, и поршень 42 для осевого сжимания призмы в корпусе 40.
Формирование на этом устройстве и на приспособлении к нему шезронных структур, имеющих, например, шесть концов, осуществляют следующим образом.
Первая операция заключается в продольном плиссировании трубообразного комплекта 29, составленного из двух соосно расположенных, предварительно заготовленных цилиндрических маточных листов 30,
между которыми закладывают один или несколько цилиндрических листов 31 для шевронирования. Установку трубообразного комплекта 29 в устройство для осуществления плиссирования комплекта ироизводят с помощью расщирителя (фиг. 10), для чего последний вкладывают кругообразно расположенными стержнями 39 в трубообразный комплект 29 таким образом, чтобы стерл ни 59 разместились вдоль продольных выпуклых складок комплекта. Затем комплект на расширителе переносят к устройству и помещают внутри него таким образом, чтобы каждая вогнутая складка оказалась сзади стержня 28 и комплект дошел до упора 43, ири этом удержание вогнутых складок на стержнях .2 осуществляется щетками 36, прижимаемыми снаружи к стерлсням 28 пневматическим приспособлением 37 (фиг. 12).
После установки комплекта на стержни 28 муфту 33 опускают по колонне 34, при этом стержни 28, перемещаемые щатунами 32, сближаются в направлении оси станины 27 и трубообразный комплект 29 принимает форму звездообразной в сечении призмы 35 (на фиг. 9 изображено пунктиром), удерживаемой неизменно на стержнях 28 щетками 36. Когда муфта 33 спускается до низа, операция звездообразного плиссирования заканчивается, а сплиссированный комплект вынимают из устройства и помещают в цилиндрический корпус 40 (фиг. 13) для превращения звездообразной призмы в круглую щевронную структуру. Концы призмы располагают вдоль прямолинейных продольных направляющих 41 и приводят в действие поршень 42 для осевого сжимания призмы, в результате чего она получает поперечные складки и в конце хода порщнем 42 формируется в шевронную структуру 44, после чего ее извлекают из приспособления, комплект развертывают и вынимают щевронированные листы, сообщая им круглую форму. Между маточными листами 30 закладывают новые листы 31, возвращают комплекту 29 трубообразную форму и технологический цикл повторяется.
Предмет изобретения
1.Способ формирования развертывающихся щевронных структур из гибкого листового материала, отличающийся тем, что один или
несколько листов щевронируемого материала располагают между двумя .гибкими и прочными маточными листами, предварительно получившим;-; форму будущей шевронной структуры, а всему комплекту листов, удерживаемых CMejiiHO растял ением за один его конец, сообщают плиссировку в направлении развертывания маточных листов, обеспечивая материалу сжатие поперек плиссированных складок.
2.Устройство для осуществления способа по п. 1, отличающееся тем, что оно выполнено в виде прямолинейного желобка и двух вкладываемых в него маточных листов, образуюнгих совместно с помещаемыми между ними формируемыми листами комплект, плиссируемой поперечно вручную волна за волной, а затем сжимаемый надавливанием на концы последовательных складок.
3.Видоизменение устройства для осуществления способа по п. 1. отличающееся тем, что оно выполнено в виде стола, снабженного двумя параллельными цилиндрами, перемещающими по столу сзади устройства и плиссирующими иеред ним полосы подлежащего формированию рулонного материала, зажатого в передвижной вдоль стола пресс с ножом для разрезания полос на листы требуемой длины, приспособле ния для присоединения вручную к полосам до их разрезания на листы обоих маточных листов для образования подлежащих формированию комплектов, помещенной рядом с цилиндрами приемной для складок
- 5 -№ 133745
№ 133745- 6 коробки с поршнем, предназначенной для приема и сбора поперечной плиссировки комплекта, и коробки шевронирования с распределительными в ней выступами, соответствующими волнам будущей шевронной структуры, имеющей подвижной поршень, оказывающий боковое давление на один из концов поперечных складок комплекта, направленное в сторону стенки, противоположной поршню, открывающейся для выброса шевронного комплекта.
4.Видоизменение устройства по п. 1, отличающееся тем, что для формирования круглых щевронных структур оно выполнено в виде станины цилиндрической формы, внутри которой по образующим регулярно распределены подвижные стержни по числу концов будущей круглой шевронной структуры, принимающие трубообразный комплект, состоящий из двух коаксиальных цилиндрических маточных листов, между которыми вставлены один или несколько цилиндрических листов для шевронирования, образующие комплект, при совместном сближении стержней к оси станины соответствующими средствами принимающий форму звездообразной в сечении призмы, удерживаемой неизменно на стержнях щетками, прижимаемыми снаружи, например, пневматическими приспособлениями.
5.Устройство поп. 4. отличающееся тем, что оно снабжено расширителем для помещения трубообразного комплекта на стержни станины, заключающим кругообразно расположенные стержни по числу концов будущей шевронной структуры, размещаемые рядом с продольными выпуклыми складками комплекта и радиально отодвигаемые от него после надевания комплекта на стержни станины.
6.Устройство по п. 5, отличающееся тем, что оно снабжено приспособлением для превращения звездообразной призмы по выходе ее из устройства в желаемую круглую шевронную структуру, выполненным в виде цилиндрического корпуса, снабженного внутри прямолинейными продольными направляющими по числу концов звездообразной призмы, а также средствами для осевого сжима-ния призмы в корпусе.
Фиг 1

Vue. 3
Oi
Фиг. 7
J6
3
32
W.
JB
33
28
27
т
:
У///,7Zi
8
28
29