Изобретение относится к устройству для изготовления косоплиссированной ленты, а также к способу, который может быть осуществлен при помощи данного устройства.
Путем "косого плиссирования" ленты из материала типа фольги изготовляются зигзагообразные складки, причем обычно полки складки составляют с направлением ленты угол 30-60o.
Косоплиссированная фольга или лист применяется, например, в качестве строительного элемента при изготовлении упорядоченной набивки для массообменных или теплообменных колонн или носителей катализатора. При этом отдельный строительный элемент образует один слой набивки. Благодаря чередующемуся расположению слоев, складки которых перекрещиваются, получается набивка с открытой перекрестной структурой каналов.
Известно изготовление плиссированной фольги или листа с наклонными гофрами.
Устройство содержит пару взаимодействующих между собой зубчатых валков для создания зигзагообразных складок на подводимой под углом к оси валков ленте.
Способ изготовления гофрированной ленты заключается в том, что ленту, выполненную из материала типа фольги, подают в жало вращающихся зубчатых валков под углом к их оси для формирования гофр на ленте [1].
Известные устройство и способ изготовления обладают тем недостатком, что при обработке в паре валков лента получает осевой сдвиг. Поэтому транспортирование ленты в устройство приходится производить посредством направляющей каретки, которую нужно периодически выводить в исходное положение, откуда ее затем во время плиссирования передвигают параллельно оси валков в конечное положение. Необходимость применения направляющей каретки делает невозможным создание непрерывного процесса.
Задача данного изобретения заключается в том, чтобы создать устройство, при помощи которого можно осуществлять непрерывное плиссирование. Эта задача решается признаками, указанными в п.1 формулы изобретения.
Пункты 2-8 формулы изобретения относится к целесообразным формам исполнения устройства согласно изобретению, пункты 9-10 имеют своим предметом способ плиссирования.
На фиг. 1 изображен разрез по известному валку для плиссирования;
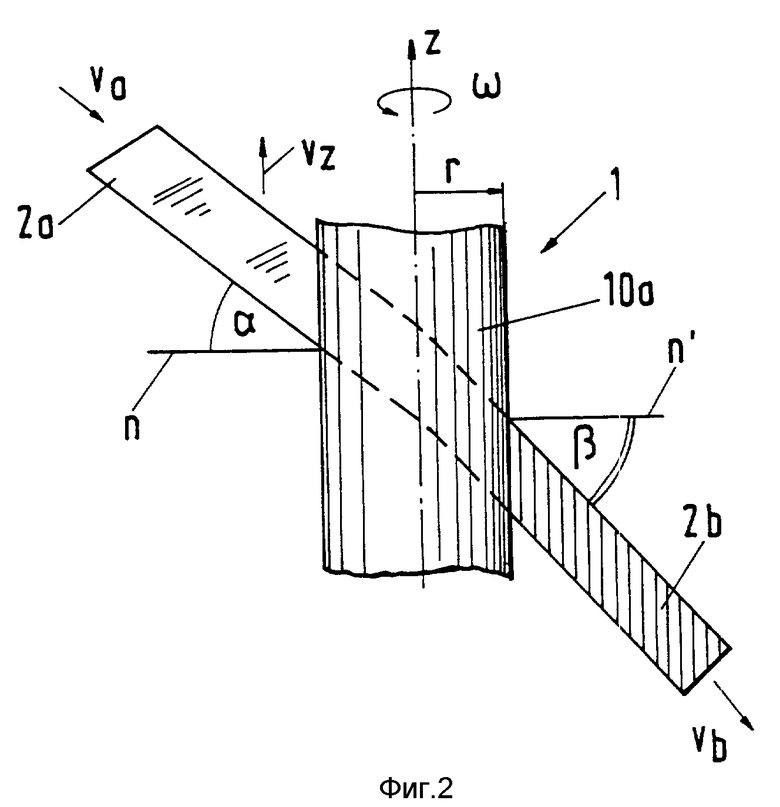
на фиг. 2 - вид сверху на известный валок для плиссирования;
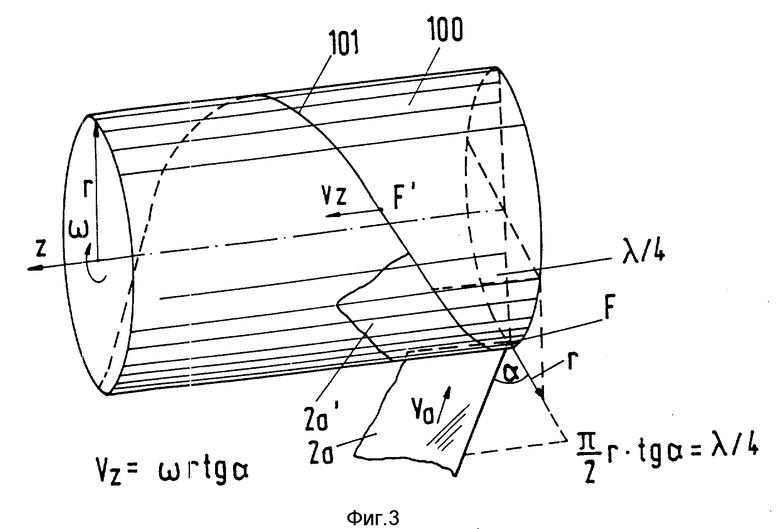
на фиг. 3 - вспомогательный эскиз для показа геометрических соотношений;
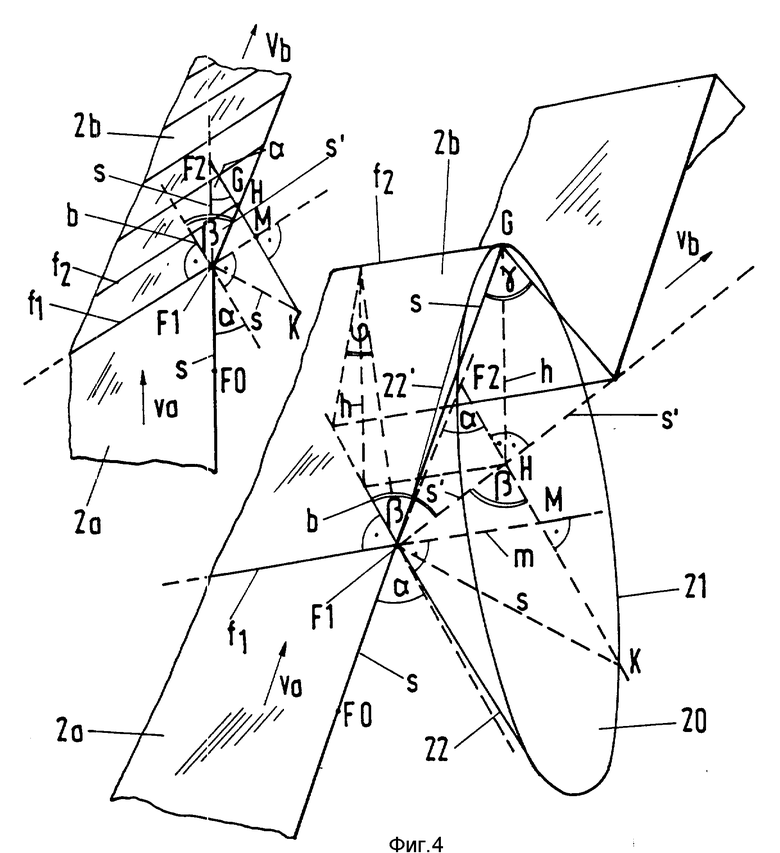
на фиг. 4 - вид сверху на частично-плиссированную ленту;
на фиг. 5 - косая проекция ленты согласно фиг. 4;
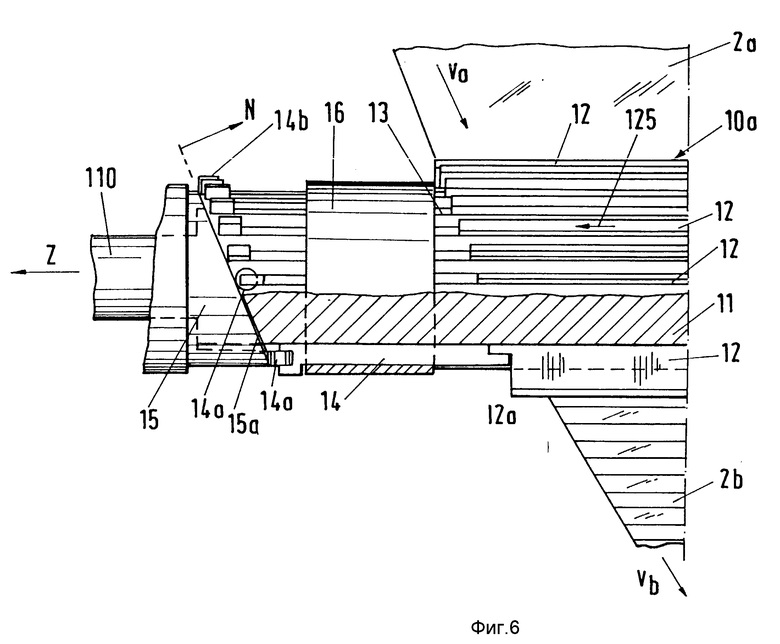
на фиг. 6 - частичный вид валка для плиссирования согласно изобретению, частично сверху, частично в продольном разрезе;
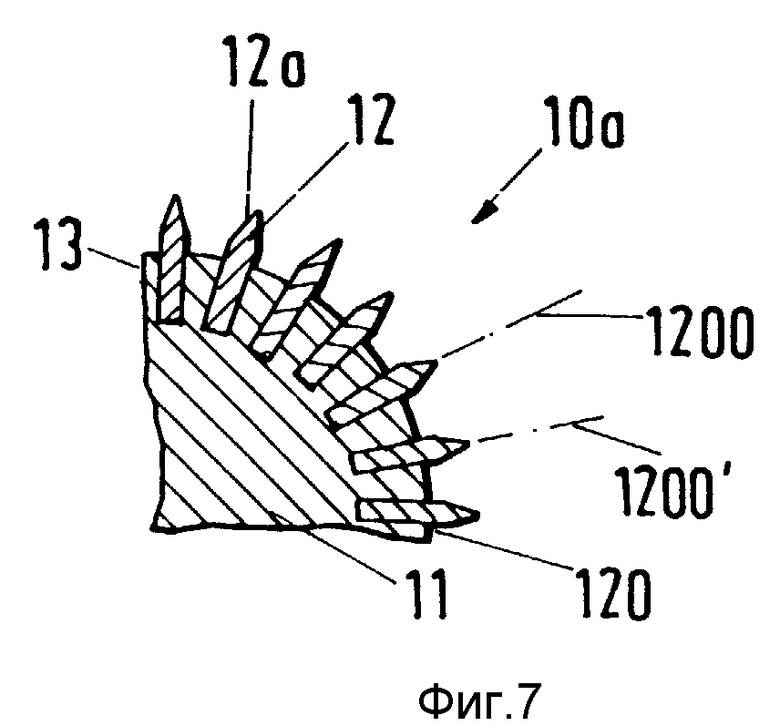
на фиг. 7 - поперечный разрез по валку для плиссирования согласно фиг. 6 на участке зубцов;
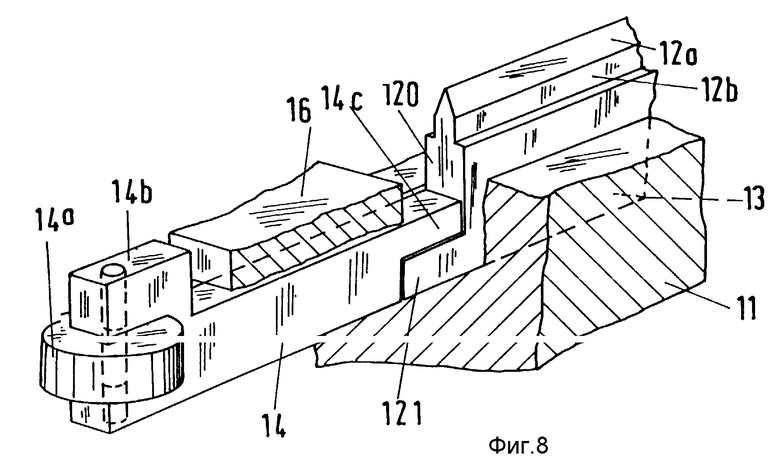
на фиг. 8 - часть валка согласно фиг. 6, в аксонометрической проекции;
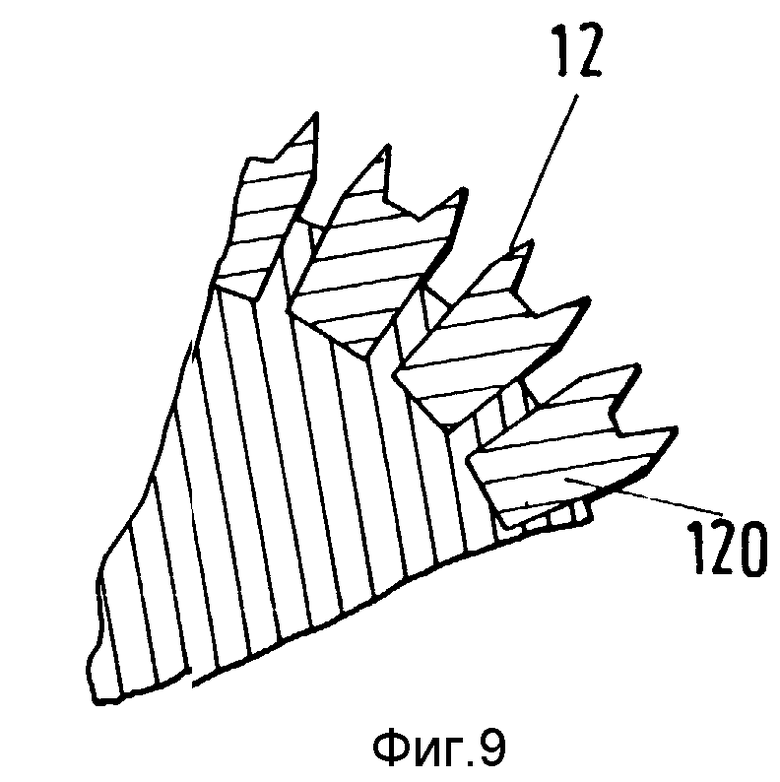
на фиг. 9 - поперечный разрез по валку для плиссирования согласно изобретению, в котором два зубца расположены на одном ползуне.
На фиг. 10а, б - стадии работы валка для плиссирования согласно изобретению.
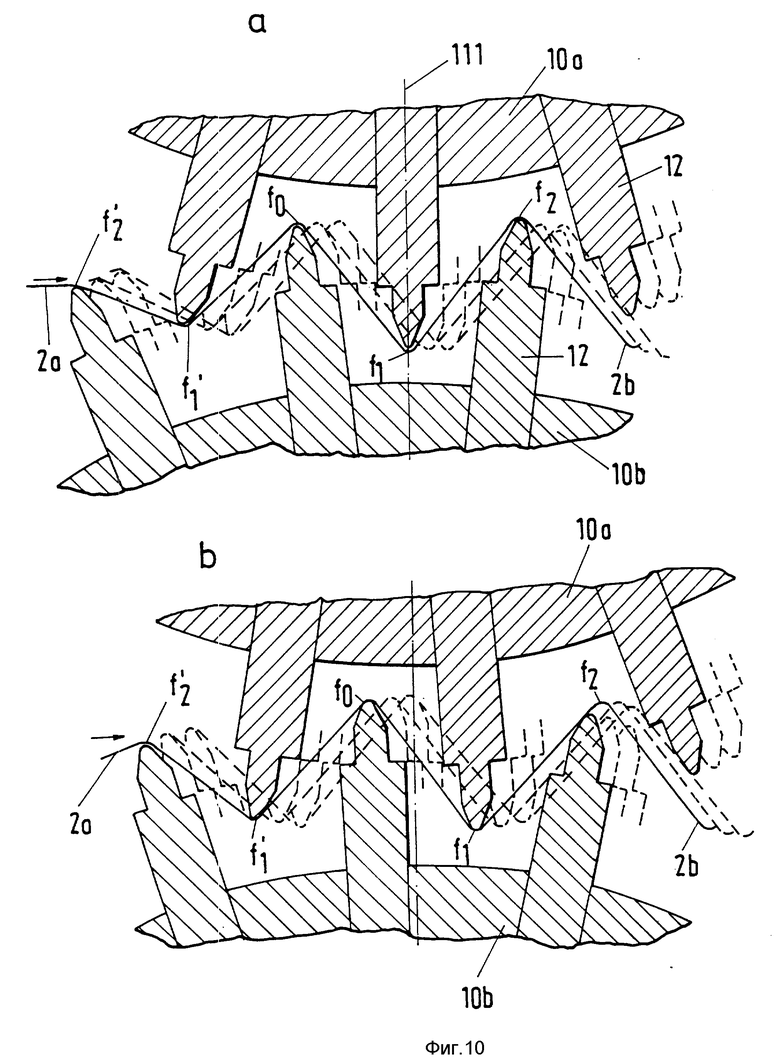
Пара валков 1 для плиссирования состоит из верхнего зубчатого валка 10а и нижнего зубчатого валка 10б. Лента 2а из материала типа фольги преобразуется в жале валков 1 в плиссированную ленту 2б. Как видно из фиг. 2, лента 2а подводится в жало валков 1 под входным углом α . Плиссированная лента 2б выходит из валков 1 под выходным углом β , который вследствие плиссирования превышает угол α . Углы α и β измеряются относительно нормалей n и n', которые проходят перпендикулярно оси валков Z. Входная скорость Va ленты 2а очевидно больше выходной скорости Vb.
Во время плиссирования лента 2а получает осевой сдвиг со скоростью Vz, пропорциональной скорости Va. Для объяснения этого осевого сдвига служит вспомогательный эскиз на фиг. 3, где показан беззубцовый валок 100. Точка F изображает то место на правом краю ленты 2а, где происходит плиссирование. При вращении валка 100 эта точка, обозначенная буквой F', перемещается в направлении Z вдоль винтообразной кривой 101. Кривая 101 получается путем наматывания ленты 2а на поверхность валка 100 (намотанная лента 2а'). Если валок 100 с радиусом r вращается с угловой скоростью ω , то точка F или F' двигается в направлении оси со скоростью Vz, которая пропорциональна окружной скорости r ω , причем коэффициентом пропорциональности является tgα.
При помощи фиг. 4 и 5 объясняются геометрические условия, связанные с плиссированием. При этом, разумеется, имеются в виду идеализированные условия, а именно, такие, которые получаются, если пренебречь толщиной фольги и предположить наличие совершенно плоских поверхностей разделения, а также острых нескругленных кромок складок. На практике требуются корректировочные факторы; которые целесообразно определять экспериментально.
На фиг. 5 ленты 2а, 2б показаны в виде по стрелке V согласно фиг. 4. Лента 2а в кромке складки f1, которая образована лишь частично, переходит в плиссированный участок 2б. Кромка f1 пересекает правый край ленты в точке F1. Точка F0 определяет то место, в котором произойдет образование следующей складки. Расстояние между F0 и F1 обозначено S. Для образования складки точка F0 переместиться в положение F1, причем одновременно точка F1 придет в точку F2.
На фиг. 5 точка F2 является тем местом, которое после плиссирования становится краевой точкой G. Кромка складки f2, проходящей через G, в отличие от f1, образована полностью. Точки F2 и G лежат на основной окружности 21 конуса 20, вершина которого находится в точке F1. Боковые контуры конуса 20 изображаются двумя отрезками 22 и 21'/длина которых равна S //. Точка M является центром окружности 21, который находится на расстоянии M от F1. Точка H является точкой встречи нормали, проведенной через G, с диаметром окружности, концевыми точками которого являются точки F2 и K. Расстояние h между G и H представляет собой высоту складки при плиссировании. Расстояние S' между F1 и H есть нормальная проекция участка S на плоскость, в которой находится лента 2а. Угол ϕ является углом складки, а γ - соответствующим углом, который на краю ленты 2б стянут у точки G.
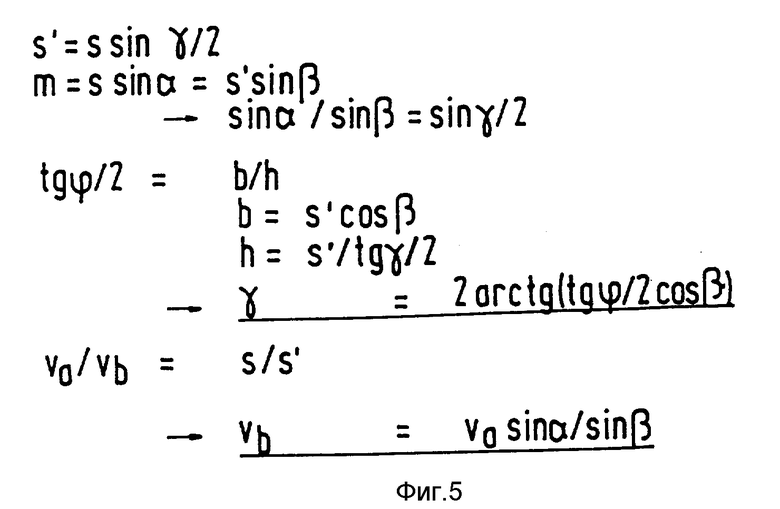
На фиг. 5 указаны соотношения между различными геометрическими величинами, представленными на фиг. 4 и 5. Из двух первых подчеркнутых зависимостей можно определить угол α в функции углов β и ϕ. . Обе эти величины β и ϕ наряду с длиной являются характерными параметрами плиссированной ленты.
Третья подчеркнутая зависимость на фиг. 5 указывает соотношение между двумя скоростями транспортирования ленты Va и Vb. Эта зависимость тоже может быть выражена в виде функции двух параметров β и ϕ.
Зубчатый валок 10а на фиг. 6 и 7 имеет согласно изобретению подвижные тяги 120 с зубцами 12, которые могут передвигаться в осевом направлении в пазах 13 корпуса 11. Часть зубцов 12а имеет V - образную форму со скругленной вершиной. Угол при вершине составляет около 40-60o. Косая проекция, представленная на фиг. 8, изображает тягу 120, которая имеет вершину 12а, ограниченную боковыми выемками 12б. Угол между радиальными средними осями 1200 и 1200' соседних зубцов равен около 15o.
Для тяг 120 предусмотрены направляющие средства 15 таким образом, что лента 2а при обработке может транспортироваться по неподвижной в пространстве траектории: т. е. вследствие принудительного перемещения тяг 120 осевая скорость Vz (см. фиг.2) равна нулю. Направляющие средства одного зубчатого валка содержат две неподвижные в пространстве дорожки качения 15а для роликов 14а, которые установлены на обоих концах валка 10а. Каждой тяге 120 для ее принудительного перемещения приданы два ролика 14а. На фиг. 6 изображена только одна сторона валка 10а с соответствующими направляющими средствами. Вторая сторона валка 10а выполнена аналогичным образом.
В изображенном примере исполнения ролики 14а являются частями толкателей 14, которые перемещаются в том же пазу 13, что и относящаяся к ним тяга 120. Как видно из фиг. 8, толкатель 14 соединен с тягой 120 с геометрическим замыканием, а именно посредством выступа 14с толкателя 14, примыкающего к основанию 121 тяги 120. Ролик 14а установлен в концевом участке 14б толкателя 14. Корпус валков 11 на участке толкателя 14 окружен трубчатой деталью 16, которая вместе с пазом 13 образует замкнутые с продольной стороны направляющие каналы для толкателя 14.
Стрелка 125 на фиг. 6 указывает направление движения видимых зубцов 12. На невидимой стороне валка 10а, т.е. на рабочей стороне, направление движения является противоположным. Следовательно, скорость зубцов согласована с движением (Va) ленты таким образом, что лента не совершает поперечного движения в направлении оси Z.
Дорожка качения 15а для роликов 14а образована кососрезанной гранью трубчатой детали 15. Она располагается в плоскости, нормаль N к которой с одной стороны параллельна ленте 2а, а с другой стороны перпендикулярна направлению скорости Va, т.е. направлению транспортировки ленты 2а перед входом в пару валков. Трубчатая деталь 15 смонтирована в пространстве неподвижно, поэтому она не находится в неподвижном соединении с приводным валом 110 и корпусом валков 11.
Возможны и другие форму исполнения дорожки качения. Нужно лишь принять меры для того, чтобы зубцы 12 в своем рабочем диапазоне двигались так же, как в описанном примере с плоской дорожкой качения.
Можно также предусмотреть в каждом ползуне 120 два или больше зубцов. Это иллюстрируется на фиг. 9.
При плиссировании ленты 2а согласно фиг. 10а и 10b сначала (как изображено на фиг. 10а сплошной линией) образуется глубоко лежащая часть складки f1 на средней линии III валковой пары. Две следующие стадии показаны штриховыми линиями. На фиг. 10б показано продолжение, причем сплошной линией изображена первая из трех рабочих стадий.
При таком продолжении лежащая вверху часть складки f0 попадает на среднюю линию III: создается положение, являющееся зеркальным отображением первой стадии согласно фиг. 10a. Во время изображенных рабочих стадий кромка складки f2 отходит от вершины соответствующего зубца 12. Кромки f'1 и f'2 образуются заново.
Если посредством устройства согласно изобретению производится плиссирование материала типа фольги, имеющего толщину в диапазоне 0,01-0,5 мм, то процесс может совершаться с частотой вращения свыше 1000 об/мин. Это значит, что число изготовленных за минуту складок может достичь 104 - 105.
Устройство для изготовления косоплиссированной ленты состоит из пары расположенных параллельно и заходящих друг в друга зубчатых валков. Подводимая под углом к осям валков лента из материала типа фольги приобретает зигзагообразные складки. Согласно изобретению зубцы являются частями подвижных тяг, которые перемещаются в осевом направлении в пазах корпуса валков. Направляющие средства для тяг выполнены таким образом, что вследствие принудительного перемещения ползунов лента при обработке транспортируется по неподвижной в пространстве траектории. 2 с. и 8 з.п.ф-лы, 10 ил.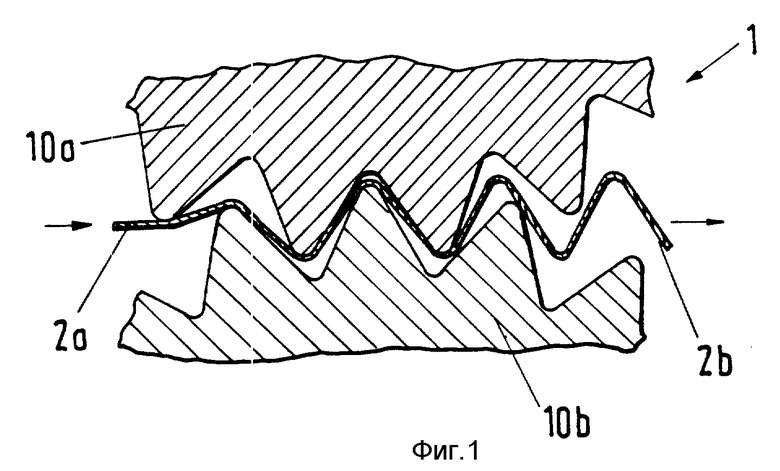
| US, патент, 3447352, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
